Известен гидравлический пресс для приклеивания нодошв обуви, снабженный гидроприводом н выполненный в виде станины с одностоечной верхней колонкой, смонтированных на ней правой и левой подъемных пресс-подушек с блокировкой хода и двух- илн трехопорных механических или гидравлических прижимных упоров в каждой пресс-секции.
Предлагаемый пресс обеспечивает высокую прочность крепления подошв и улучшает качество обуви. Это достигается тем, что гидравлические ирижимные уноры соединены между собой гибкими шлангами с иостояпиым объемом рабочей жидкости и выполнены в виде смонтированного на ненодвижном штоке подвижного поднружиненного гидроцилиндра с закрепленной па его нижнем конце сменной подушкой, а шток снабжен каналом для циркуляции жидкости из цилиндра в цилиндр, кольцевой выточкой на наружной иоверхпости для сбора утечек и обратным клапаном, соединенным с рабочей нолостью цилиндра и кольцевой выточкой для компенсации утечек при возврате цплиидра в исходное положение.
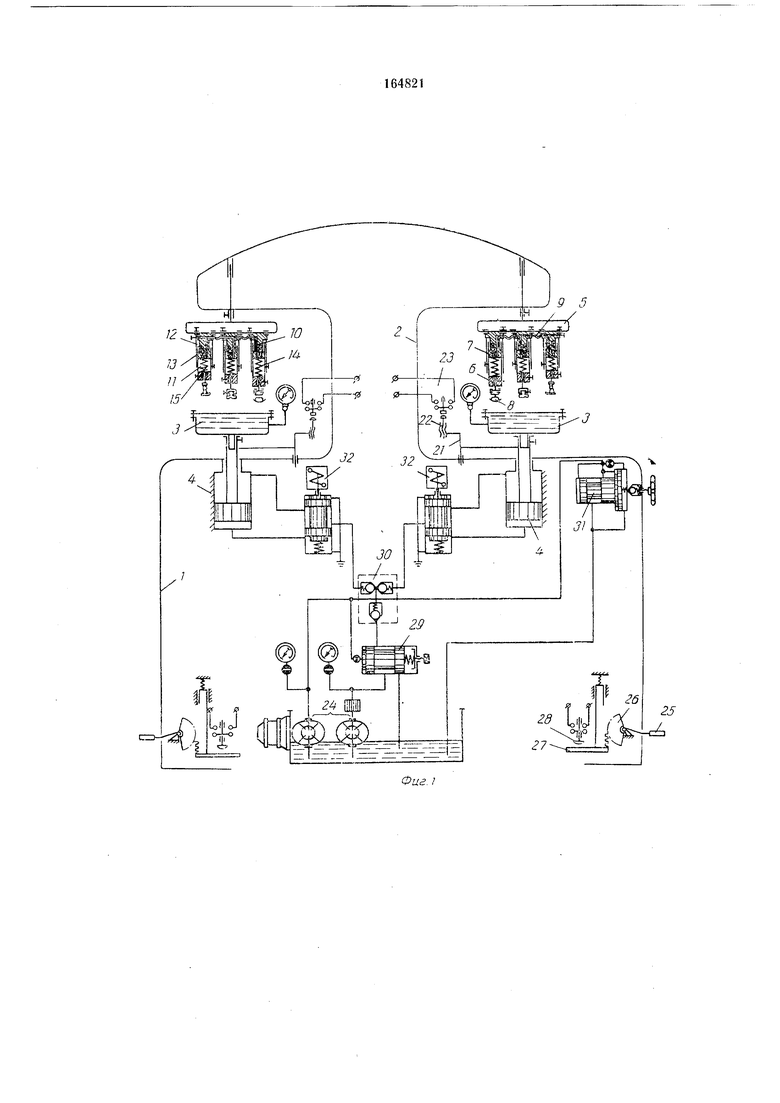
На фиг. 1 схематически изображен предлагаемый пресс; па фиг. 2 - механический прижимпой унор; на фиг. 3 - пресс-нодушка в вертикальном разрезе.
Гидравлический пресс выполнен в виде станины 1 с одностоечной верхней колонкой 2, на которой смонтированы две пресс-секции, состоящие нз правой и левой нодъемных прессподушек 3 с гидроцилнндрами 4 двухстороннего действия, консольно укрепленных на 1лтапге двух- илн трехонорных механпческих или гидравлических прижимных упоров. Упоры поменгены на обшей поворотной нанравляюшей 5 с возможностью установки в любом иоложении в трех взаимно нерпендикулярных илоскостях в зависимости от ассортимента обрабатываемой обуви. Положение нресс-подушек 3 и штанг с упорами может меняться в горизонтальной плоскости в правую и левую стороны от среднего положепня в пределах 90°.
Каждый гидравлический нрижимиой упор 5 выполнен в виде подпружинеино1о подвижного гидроцилипдра 6, смонтирован1 ого на иеподвилчном штоке 7, с закрепленной на его нижнем конце сменной подушкой 8, форма которой зависит от фасона и конструкции колодки. Все гидроцилиидры 6 соединены между собой гибкими И1лангами 9 с постоянным объемом рабочей жидкости. Штоки 7 имеют каналы 10 для циркуляции жидкости из рабочей полости // одного цилиидра в иолость другого цилиидра по гиб1Сому шлангу 9, кольцевые выточки 12 иа иаружной поверхности
для сбора утечек жидкости через штоковое уплотнеиие и обратиые клапаны 13, соединенные с рабочей полостью цилиндра 6 и кольцевой выточкой 12 для компенсации утечек при возврате цилиндра в исходное положение, при этом нружина 14 опускает цилиндр и в рабочей нолости // создается разрежение. Обратный клапан 13 открывается и жидкость из кольцевой выточки 12 перетекает в рабочую полость 11 до выравнивания давления в цилиндре.
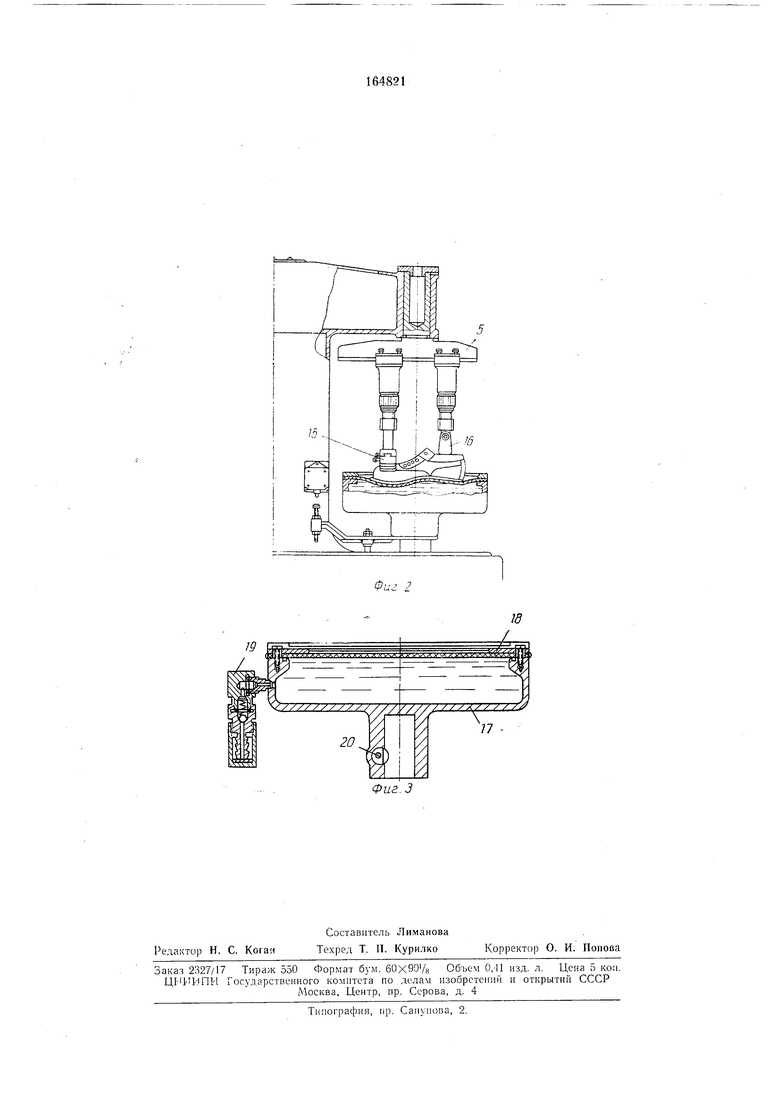
Механические двух- или трехопорные упоры выполнены составными и регулируемыми по высоте с помощью винтовой иары. Носочный упор 15 может перемещаться в двух взаимно перпендикулярных нанравленнях горизонтальной плоскости и в рабочем положепии неподвижен,а. пяточный упор 16 укреплен шарнирно для салшустанрвки на пяточной части колодки. Уноры установлены в направляющ,ей 5 и положение их регулируется в зависимости от размера обуви. Трехопорные механические упоры имеют дополнительный упор для гребня колодки, помещенный вместе с пяточным упором на шарнирном коромысле.
Подъемная пресс-подущка 3 состоит из корпуса 17 и диафрагмы 18 с запорным клапаном 19, через который производится наполнение подушки рабочей лсидкостью. Корпус 17 имеет хвостовик для закрепления подушки на штоке гидроцилипдра 4 с помощью тангенциального зажима 20. На хвостовике штока гидроцилиндра 4 закреплен толкатель 21 с направляющей, препятствующей произвольному повороту щтока с подушкой 3. На конце толкателя имеется винт 22, который при подъеме штока взаимодействует с конечным выключателем 23, обеспечивающим блокировку подъема подушки 3 к реверсирование хода ее из верхнего положения при отсутствии обуви в пресс-секции.
Пресс снабл ен гидроприводом, при помощи которого осуществляется подъем и опускание подущек при низком давлении и прессование при высоком, с применением длительных и коротких режимов. Гидропривод имеет спаренный насос 24, поддерживающий высокое давление в цилиндрах 4 пресс-подушек в период прессования.
Работа пресс-секций может производиться поочередно или одновременно и включение их осуществляется посредством педалей 25, каждая из которых связана с зубчатым сектором 26, входящим в зацепление с рейкой, взаимодействующей посредством планки 27 с электроконтактом 28, приводящим в действие гидропривод. Цилиндры 4 осуществляют подъем пресс-подушек 3, обуви к упорам, выдержку обуви под давлением при прессовании и опускание подушек в исходное положение.
высокой производительности, обратные клапаны 30, регулировочный клапан 31 и реверсивные золотники 32. Обратные клананы 30 обеспечивают независимую работу пресс-секций. При равном давлении в цилиндрах 4 обратные клапаны 30 производят подачу жидкости с одинаковым давлением. В случае падения давления в одном из цнлнндров 4 в период подущки 3, обратиые клапаны прекращают подачу жидкости во второй цнлнидр, поддерживая рабочее давление в первом цилиндре. При разгрузке насоса высокой производительности в момент, когда обе подушки находятся в крайних ноложениях, клапаны 30 производят отсечку высокого давления. Регулировочный клапан 31 осуществляет настройку и регулирование рабочего давления в гидросистеме пресса. Реверсивные золотники 32 служат для реверсирования хода
щтоков цилиндров 4.
Перед прессованием подошву накладывают на подготовленный к приклеиванию след обуви и колодку с обувью устанавливают на подушку 3 одной из пресс-секций. Нажимом на
педаль 25 пресс включают в работу. При поступлении жидкости в рабочую полость цилиндра 4 осуществляется подъем щтока с подушкой 3. В крайнем верхнем ноложении колодка упирается в прижимные упоры и на
подошву передается давление от штока гидроцилиндра 4. После устаповлепной выдерл ки происходит подача жидкости в н токовую полость цилиндра 4. Подушка с обувью опускается. В то время, пока работает одна
пресс-секция, в другую устанавливается очередная полупара обуви.
Предмет изобретения
Гидравлический пресс для приклеивания подошв обуви, выполненный в виде станины с одностоечной верхней колонкой, смонтированных на ней правой и левой подъемных пресс-подушек с блокировкой хода, двух- или трехопорных механических или гидравлических прнжимных упоров и гидропривода, от-, л и ч а ю щ и и с я тем, что, с целью улучшения качества обуви, соединенные между собой гибкими шлангами гидравлические прижимные упоры с постоянным объемом рабочей жидкости выполнены в виде смонтированного на неподвил пом штоке подвижного
подпружиненного гидроцилиндра с закрепленной на его нижнем конце сменной нодушкой, а шток снабжен каналом для циркуляции жидкости из цилиндра в цилиндр, кольцевой выточкой на нарул ной поверхности для сбора утечек и обратным клапаном, соединенным с рабочей нолостью цилнндра н кольцевой выточкой для компенсации утечек при возврате цилиндра в исходпое положение.
Фиг 2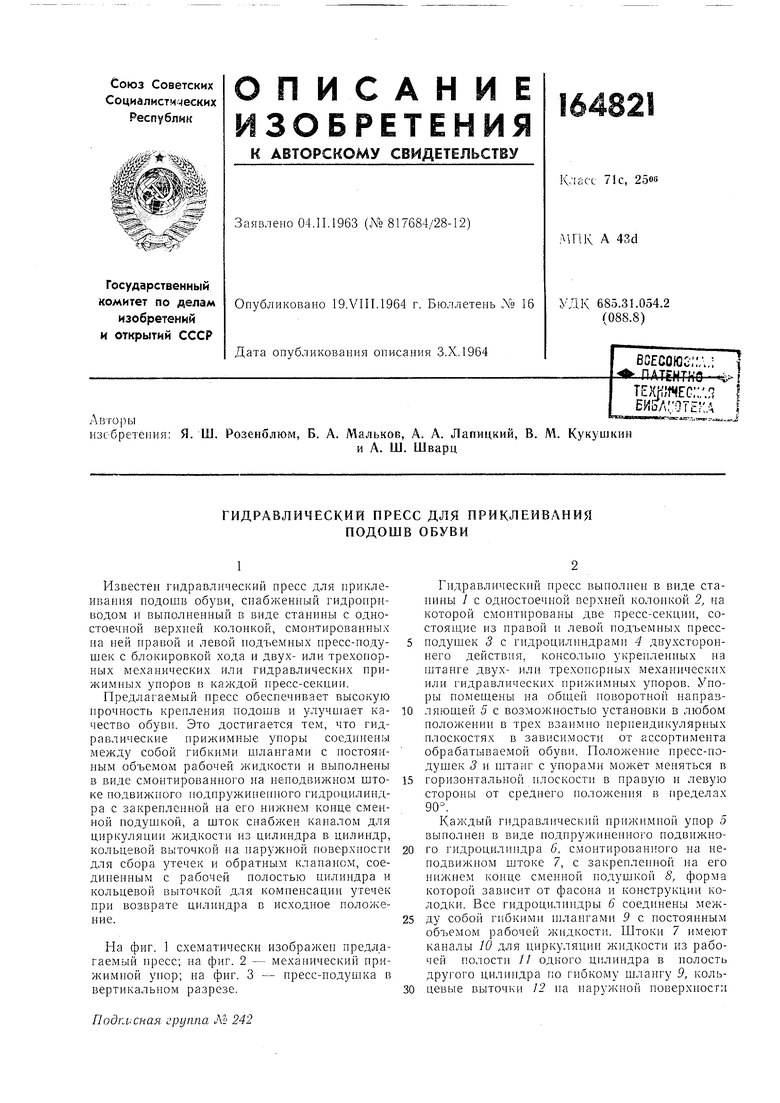
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для обработки обуви | 1982 |
|
SU1118338A1 |
| Пресс для приклеивания подошв к обуви | 1989 |
|
SU1666049A1 |
| ПРЕСС ДЛЯ ПРИКЛЕИВАНИЯ ПОДОШВ К ОБУВИ | 1966 |
|
SU216467A1 |
| ПОЛУАВТОМАТ ДЛЯ КРУГОВОЙ ЗАТЯЖКИ И ФОРМОВАНJ^f/^-'l-ftv" ЗАГОТОВКИ РАНТОВОЙ ОБУВИ И НАКЛАДКИ ^-*v-J:cfx/ | 1965 |
|
SU170848A1 |
| Машина для центрированной накладки и окончательного крепления подошв и подложек на след обуви ниточно-клеевого и клеевого методов крепления, или предварительно центрированной накладки подошв на след рантовой обуви | 1960 |
|
SU140709A1 |
| ПРЕСС-ПОДУШКА ДЛЯ ОБРАБОТКИ ОБУВИ | 1973 |
|
SU391827A1 |
| ПРЕСС ДЛЯ РЕМОНТА ОБУВИВСЕСОЮЗНАЯЛЙТЕНТНО-Г>&К1;И^'ЕС11Д1!| | 1972 |
|
SU323117A1 |
| Машина для центрированной накладки подошв на след рантовой обуви с одновременной приклейкой ранта по периметру подошв | 1958 |
|
SU120426A1 |
| ПРЕСС ДЛЯ ПРИКЛЕИВАНИЯ ПОДОШВ | 1993 |
|
RU2060707C1 |
| Устройство для приклеивания подошв или формования следа обуви | 1988 |
|
SU1639605A1 |