Изобретение относится к сварочной технике и может быть использовано в машиностроении и других отраслях промышленности, где необходимо изготавливать сварные соединения с круговыми швами.
Цель изобретения - повышение качества сварных соединений путем снижения остаточных сварочных деформаций.
На чертаже представлена схема установки.
Установка содержит станину 1 с верхней 2 и нижней 3 консолями. На верхней консоли 2 размещена камера локального ва- куумирования 4 с электронным излучателем 5, а на нижней консоли 3 размещен механизм 6 герметизации околошовной зоны. Этот механизм б содержит подвижную пи- ноль 7 и размещенный в ней подвижный шток 8. На торцах пиноли 7 и штока 8 размещены коаксиальные переходники 9 и 10 соответственно. Оба переходника выполнены в виде тел вращения. Камера 4. пиноль 7 и шток 8 размещены соосно. Установка также снабжена-манипулятором 11, системой вакуумирования 12, а также системами наблюдения и управления (на чертеже не показаны).
Пиноль 7 кинематически связана с электродвигателем 13 через зубчатые колеса 14, 15 и червячную пару 16, а шток 8 кинематически связан с электродвигателем 13 через зубчатые колеса 14, 17, червячную пару 18 и винт 19, и с электродвигателем 20 через червячные пары 21, 18 и винт 19. Кинематическую связь с электродвигателем 13 обеспечивает электромагнитная муфта 22, а кинематическую связь с электродвигателем 20 обеспечивает электромагнитная муфта 23,
Манипулятор 11 содержит крестовый стол в виде плиты 24, расположенной на плите 25, Приводы этих плит расположены ортогонально (не показаны). В состав мани- пулятора входит также поворотная крышка 26 с приводом 27 и радиально перемещающаяся крышка 28, на которой размещены привод 29 ее перемещения, электронный излучатель 5 и передающая телевизионная трубка (не показана).
Манипулятор 11 кинематически связан с механизмом вертикального возвратно-поступательного перемещения, содержащим винт 30, свободно проходящий через кронштейн 31 и несущий на нижнем конце подхват 32. Винт 30 соединен с приводом 33. Манипулятор 11 и станина 1 снабжены уравновешивающей системой, в состав которой входят, в частности, противовес 34 и ролики 35, через которые проведен трос 36, концы которого соединены с двумя противоположными сторонами манипулятора 11. Камера 4 снабжена закрепленным на ней переходником 37. Переходник 9 выполнен с возможностью размещения на нем изделия 38, в
отверстие которого должна быть вварена деталь 39.
Установка работает следующим образом.
в исходном состоянии механизм 6 гер0 метизации находится в крайнем нижнем положении, а манипулятор 11 находится в верхнем положении. Переходник 37 закрепляют на нижней стороне камеры 4 локального вакуумирования. На пиноли 7 закрепляют
5 наружный переходник 9 так, чтобы шток 8 проходил через его донную часть. Внутрь переходника 9 вставляют переходник 10, сплошное дно которого опирается на торец штока 8. Затем камеру 4 с помощью гибкого
0 шланга подключают к системе вакуумирования 12.
Следующей подготовительной операцией является размещение изделия 38 на опорных поверхностях переходников 9, 10,
5 при этом обеспечивают с максимально возможной (при визуальном отслеживании) точностью совмещение осей отверстия в изделии 38 (под деталь 39) и отверстия в переходнике 10.
0 Включив электродвигатель 13, перемещают пиноль 7 вверх, и поднимают изделие 38 до упора в нижнюю поверхность переходника 37 (при этом электромагнитная муфта 22 включена, и шток 8 перемещается
5 вверх одновременно с пинолью 7. После завершения поджима изделия 38 к переходнику 34 включают электромагнитную муфту 23; при этом шток 8 поднимает переходник 10 и обеспечивает как локализацию зоны
0 изделия 38 вокруг детали 39, так и деформирование свариваемой кромки изделия 38 на технологически необходимую величину.
После этого в отверстие изделия 38 вставляют деталь 39, а манипулятор 11 опу5 екают на верхний торец камеры 4. Вслед за его надлежащим уплотнением включают систему вакуумирования 12 и откачивают полость, образованную камерой 4 и переходником 10.
0 С помощью привода 29 крышку 28 с электронным излучателем 5 выводят на исходную рабочую позицию, соответствующую кольцевому стыку, образованному кромками изделия 38 и детали 39, после чего
5 совмещают ось вращения поворотной крышки 26 с осью детали 39. С этой целью включают остросфокусированный электронный пучок, поддерживая его параметры на уровне, недостаточном для расплавления деталей, но достаточном для образования
на их облучаемой поверхности светового пятна, видимого на экране телевизора.
С помощью привода 27 поворотную крышку устанавливают в такое положение, чтобы совпали направления леремещений крышки 28 с излучателем 5 и плиты 24 манипулятора 4. Плиту 24 (используя ее собственный привод) перемещают до совмещения вышеназванного светового пятна со стыком (который образован кром- ками изделия 38 и детали 39. Затем крышку 26 поворачивают на 180° и при этом на экране телевизора оценивают величину смещения светового пятна относительно стыка, после чего плиту 24 перемещают на половину этой величины в соответствующую сторону.
Завершающие подготовительные операции состоят в следующем: с помощью привода 27 поворотную крышку разоерачи- вают до совмещения направлений перемещения крышки 28 и плиты 25. Перемещая плиту 25, выводят световое пятно на кольцевой стык, поворачивают крышку 26 на 180°, определяют на экране телевизора ве- личину смещения светового пятна относительно стыка и на половину этой величины смещают плиту 25 в соответствующую сторону.
После вышеописанной подготовки про- изводят сварку кольцевого шва.
Так как при сварке круговых швов на тонкостенных изделиях типа оболочек, имеющих подвижную жесткость, происходят значительные сварочные деформации, то
вышеописанная система прижимов обеспечивает перед сваркой предварительное деформирование круговой кромки изделия в сторону, обратную направлению после сварочной деформации, на заданную величину. В результате этого предотвращается брак изделий из-за недопустимой величины по- слесаарочных деформаций.
Технико-экономическая эффективность изобретения определяется возможностью увеличить выход годных изделий круговыми швами. Стоимостный эквивалент этой эффективности в каждом конкретном случае зависит от стоимости изделия и масштабов его изготовления.
Формула изобретения Установка для электронно-лучевой сварки круговых швов, содержащая станину с верхней и нижней консолями, камеру локального вакуумировэния с электронным излучателем, размещенную на верхней консоли, и механизм герметизации околошовной зоны, размещенный на нижней консоли станины, отличающаяся тем, что, с целью повышения качества сварных изделий путем снижения остаточных сварочных деформаций, механизм герметизации околошовной зоны выполнен в виде подвижной пиноли с размещенным в ней подвижным штоком, торцы пиноли и штока выполнены с коаксиальными переходниками в виде полых тел вращения, а камера локального ва- куумирования, пиноль и штск размещены соосно.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка герметизации закрытых радионуклидных источников ионизирующего излучения | 2017 |
|
RU2665316C1 |
| Способ электронно-лучевой сварки кольцевого соединения тонкостенной обечайки с цилиндрической крышкой, выполненных из высокопрочных алюминиевых сплавов | 2019 |
|
RU2708724C1 |
| СПОСОБ ПОЛУЧЕНИЯ СВАРНОГО ШВА ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКОЙ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2020 |
|
RU2737187C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2009 |
|
RU2405664C1 |
| УСТАНОВКА ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 1985 |
|
SU1363664A1 |
| ТЕПЛОВЫДЕЛЯЮЩИЙ ЭЛЕМЕНТ ЭНЕРГЕТИЧЕСКОГО ЯДЕРНОГО РЕАКТОРА И СПОСОБ ЕГО ГЕРМЕТИЗАЦИИ | 1997 |
|
RU2127457C1 |
| Устройство для сварки | 1981 |
|
SU1026995A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВКИ ПУСТОТЕЛОЙ ЛОПАТКИ ДЛЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2009 |
|
RU2423216C2 |
| УСТАНОВКА ДЛЯ СВАРКИ ВНУТРЕННИХ СТЫКОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1971 |
|
SU306922A1 |
| УСТАНОВКА ДЛЯ ДУГОВОЙ СВАРКИ КОЛЬЦЕВЫХ ШВОВ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1971 |
|
SU291764A1 |
Изобретение относится к сварочной технике и может быть использовано в машиностроении и других отраслях промышленности, где необходимо изготавливать сварные соединения с круговыми швами. Цель изобретения - повышение качества сварных изделий путем снижения остатончных сварочных деформаций. Это осуществляют за счет предва35 X 25 рительного (перед сваркой) деформирования круговой кромки изделия в сторону, обратную направлению указанной сварочной деформации, на заданную величину. Камера 4 локального вакуумирования в сочетании с пинолью 7 и штоком 8 обеспечивает через коаксиальные переходники 9 и 10, размещенные на их торцах, поджим кромок изделия 38 к переходнику 37 камеры. В результате этого обеспечиваются герметизация кругового стыка, образованного изделием 38 и ввариваемой в него деталью 39, и одновременно предварительная деформация круговой кромки изделия 38. После вакуумирования герметизированной зоны и электронно-лучевой сварки кругового стыка послесварочные деформации уравновешиваются предварительно произведенной деформацией кромок. 1 ил. -Л О 00 о со о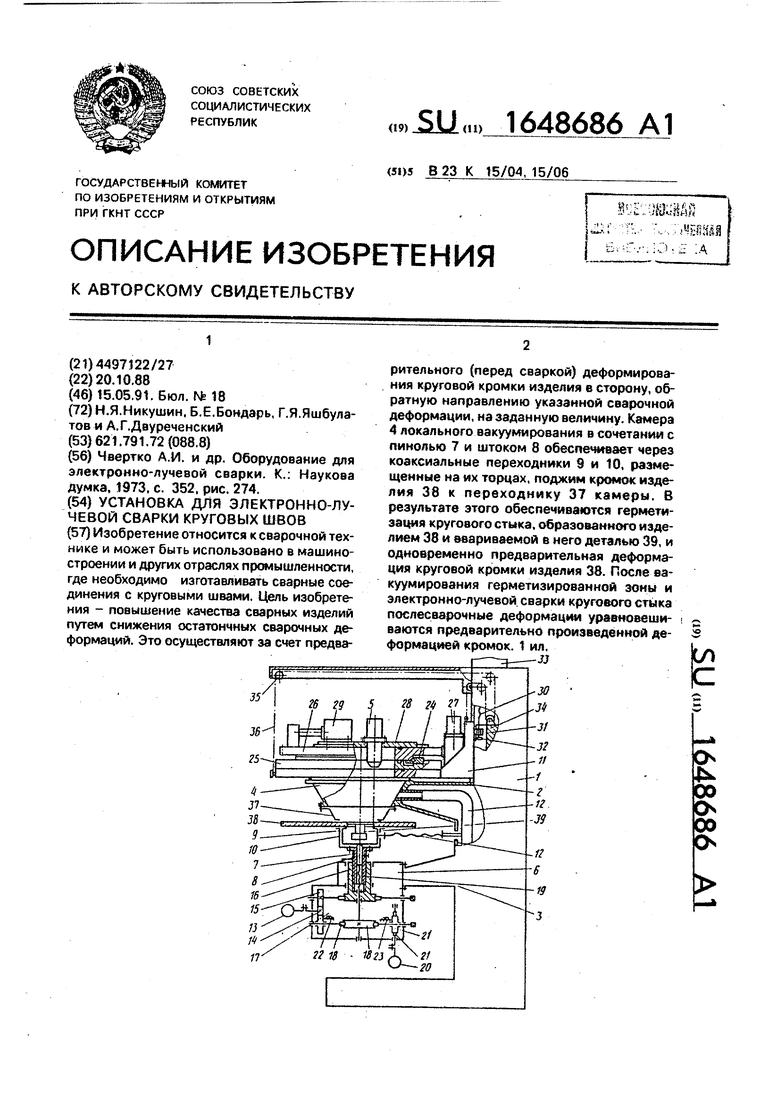
| Ч вертко А.И | |||
| и др | |||
| Оборудование для электронно-лучевой сварки | |||
| К.: Наукова думка, 1973 | |||
| С | |||
| Судно | 1918 |
|
SU352A1 |
| рис | |||
| ТЕЛЕФОННЫЙ АППАРАТ, ОТЗЫВАЮЩИЙСЯ ТОЛЬКО НА ВХОДЯЩИЕ ТОКИ | 1920 |
|
SU274A1 |
