Изобретение относится к переработке термопластичных полимерных материалов.
Известен способ формирования отбортовки на конце трубы из термонластичного материала путем разогрева конца трубы до высокоэластичного состояния с последующим формованием отбортовки между матрицей и пуансоном. Этот способ не позволяет формовать утолщенные отбортовки, толщина стенки которых больше толщины стенки трубы.
Предлагаемый способ отличается тем, что перед процессом разогрева на конец трубы надевают втулку из термопласта, снабженную электронагревательным элементом, что позволяет отформовывать утолщенную отбортовку и повысить производительность.
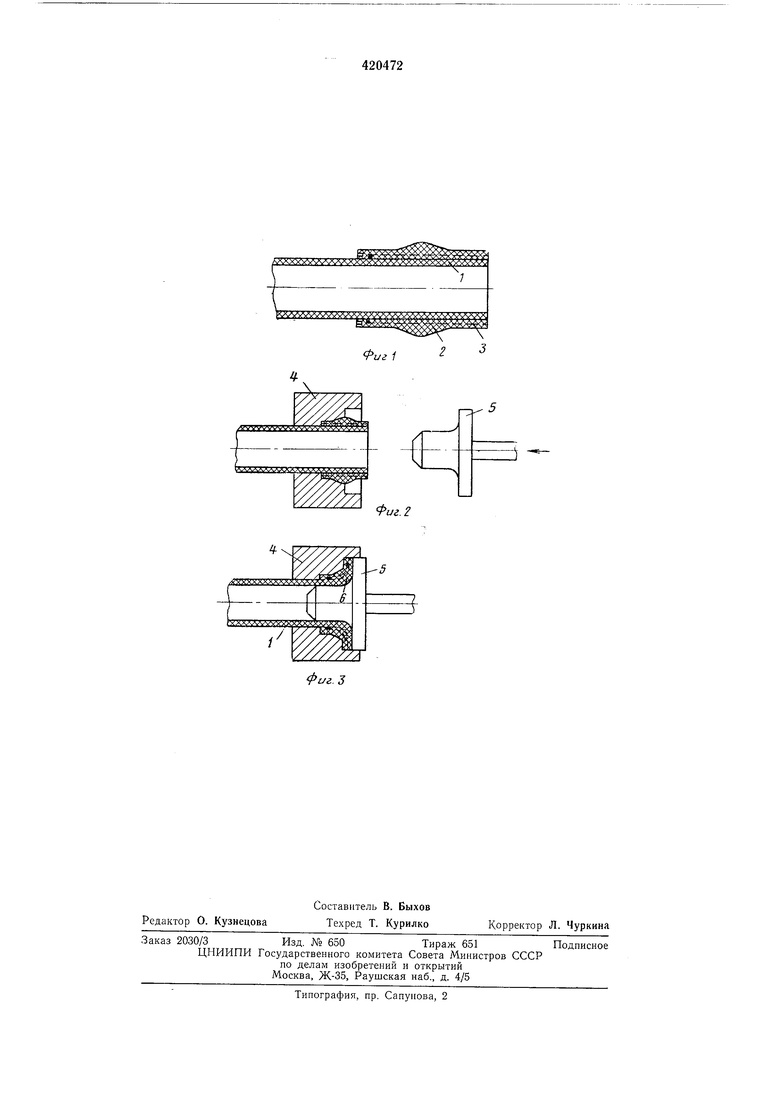
Па фиг. 1 изображен конец трубы с надетой на него втулкой; на фиг. 2 - установка конца трубы в матрицу; на фиг. 3 - формование утолщенной отбортовки.
На конец 1 трубы из термопласта, надевают втулку 2 из такого же материала или из более прочного термопласта, имеющего сродство с материалом трубы. В стенке втулки, ближе к ее внутренней поверхности, расположен электронагревательный элемент 3, имеющий выводные концы для подключения к источнику тока. В качестве нагревательного элемента используют медный провод диаметром 0,59 мм. Конец трубы помещают в матрицу (см. фиг. 2), перед которой расположен пуансон 5.
Затем электронагревательный элемент подключают к источнику тока. В результате этой операции элемент разогревает втулку и конец трубы до высокоэластического состояния. Одновременно происходит онлавление внутренней поверхности втулки п наружной поверхности трубы.
После этого, перемещая пуансон 5, формируют утолщенную отбортовку 6 в матрице 4 (см. фиг. 3). В процессе формования сплавляется внутренняя поверхность втулки с наружной поверхностью конца трубы.
Предмет изобретения
Способ формования отбортовки на конце трубы из термопластичного материала путем разогрева конца трубы до высокоэластиче ского состояния с последующим формованием отбортовки между матрицей и пуансоном, отличающийся тем, что, с целью формования утолщенных отбортовок и повышения производительности, перед процессом разогрева на конец трубы надевают втулку из термопласта, снабженную электронагревательным элементом.
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления утолщений на концах термопластичных труб | 1976 |
|
SU556042A1 |
| Способ формования армированной отбортовки | 1973 |
|
SU483272A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2004 |
|
RU2260734C1 |
| Устройство для формования отбортовкиНА ТРубАХ, фуТЕРОВАННыХ плАСТМАССОВыМиОбОлОчКАМи | 1978 |
|
SU804482A1 |
| Устройство для формования фланца на конце трубы из термопластов | 1989 |
|
SU1729778A1 |
| Устройство для отбортовки и резки термопластичной трубки | 1960 |
|
SU148901A1 |
| Способ формования армированной отбортовки | 1978 |
|
SU735414A1 |
| Устройство для изготовления утолщений на концах термопластичных труб | 1987 |
|
SU1645171A1 |
| Способ формования бурта на трубах из термопластичных полимерных материалов | 1989 |
|
SU1650464A1 |
| Выпускная головка шнек-машин для изготовления труб из термопластов | 1961 |
|
SU143227A1 |