I
Изобретение относится к способам формования термопластичных полимерных материалов.
Известен способ формования армированной отбортовки на конце трубы нз термонластичного материала путем предварительного формования основания отбортовки нагретым пуансоном, ввода армирующего металлического кольца в отформованную часть отбортовки с последующим окончательным формованием отбортовки. Этот способ не гарантирует адгезии армирующего кольца с термопластом, что отрицательно сказывается на прочности отбортовки.
Способ, согласно изобретению, отличается от известного тем, что армирующее кольцо устанавливают на пуансон, нагревают его выше температуры плавления термопласта, а затем пуансоном срезают по периметру трубы вдоль ее продольной оси слой материала, впрессовывая армирующее кольцо в основание отбортовки.
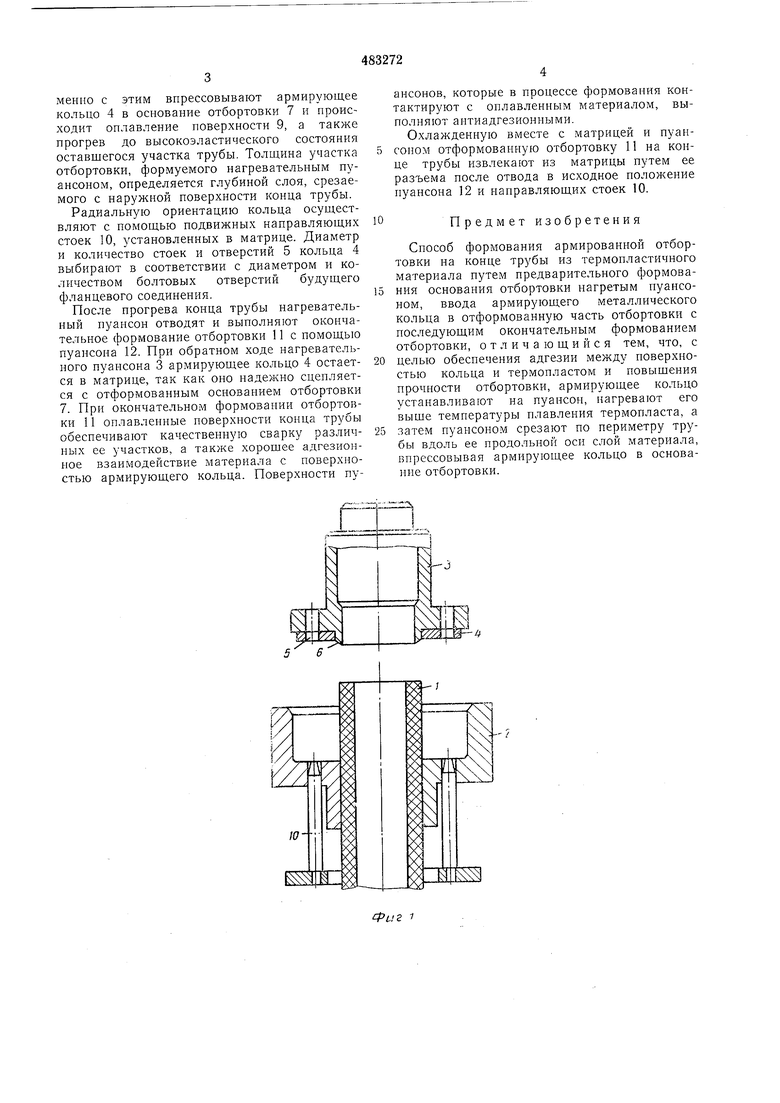
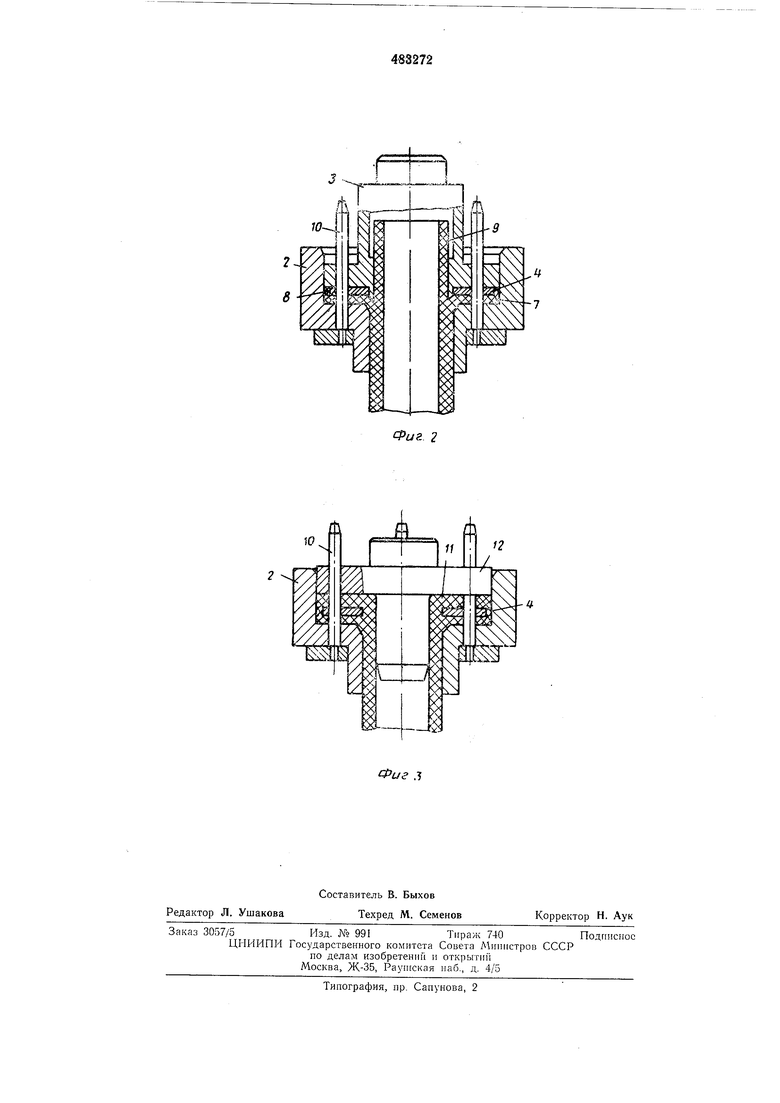
Способ поясняется чертежами, где на фиг. 1 - расположение конца трубы, матрицы и пуансона в начале работы; на фиг. 2 - то же, при формовании основания отбортовки, на фиг. 3 - то же, при окончательном формовании отбортовки.
Способ осуществляют следующим образом.
Конец формуемой трубы 1 из термопластичного материала неподвижно закрепляют в матрице 2, состоящей из двух частей с осевым разъемом. На нагревательном пуансоне 3 устанавливают металлическое армирующее кольцо 4 с выполненными в нем отверстиями 5, обеспечивая взаимное контактирование торцовых поверхностей армирующего кольца и пуансона. Пуансон может обогреваться с помощью электросопротивле П1я, индукционным путем или горячим газом.
Для улучшения адгезионного взаимодействия в процессе формования армирующее кольцо нагревают выше температуры плавления термопласта, из которого изготовлены трубы. Нагревательный пуансон выполняет в виде . гильзы, внутренний диаметр которой меиьще иаружного диаметра формуемой трубы, и снабжают его режущей кромкой 6.
После этих операций нагревательный пуансон надвигают на конец трубы и перемещают его вдоль продольной оси трубы, в процессе чего по периметру трубы кромкой 6 пуансона срезают оплавленный слой материала, который поступает в пространство, ограниченное матрицей и пуансопом, с кольцом, и в момент полного заполнения материалом этого пространства формуют основанпе отбортовки 7 и боковую поверхность 8 отбортовки. Одновременно с этим впрессовывают армирующее кольцо 4 в осиование отбортовки 7 и происходит оплавление поверхности 9, а также прогрев до высокоэластического состояния оставшегося участка трубы. Толщина участка отбортовки, формуемого иагревательиым пуансоном, определяется глубиной слоя, срезаемого с наружной поверхности конца трубы.
Радиальную ориентацию кольца осуществляют с помощью подвижных направляющих стоек 10, установленных в матрице. Диаметр и количество стоек и отверстий 5 кольца 4 выбирают в соответствии с диаметром и количеством болтовых отверстий будущего фланцевого соединения.
После прогрева конца трубы нагревательный пуансон отводят и выполняют окончательное формование отбортовки 11 с помощью пуансона 12. При обратном ходе нагревательного пуансона 3 армирующее кольцо 4 остается в матрице, так как оно надежно сцепляется с отформованным основанием отбортовки 7. При окончательном формовании отбортовки 11 оплавленные поверхности конца трубы обеспечивают качественную сварку различных ее участков, а также хорошее адгезионное взаимодействие материала с поверхностью армирующего кольца. Поверхности пуансонов, которые в процессе формования контактируют с оплавленным лтатериалом, выполняют антиадгезионными.
Охлажденную вместе с матрицей и пуансоном отформованную отбортовку 11 на конце трубы извлекают из матрицы путем ее разъема после отвода в исходное положение пуансона 12 и направляющих стоек 10.
Предмет изобретения
Способ формования армированной отбортовки на конце трубы из термопластичного материала путем предварительного формования основания отбортовки нагретым пуансоном, ввода армирующего металлического кольца в отформованную часть отбортовки с последующим окончательным формованием отбортовки, отличающийся тем, что, с
целью обеспечения адгезии между поверхностью кольца и термопластом и повышения прочности отбортовки, армирующее кольцо устанавливают на пуансон, нагревают его выще температуры плавления термопласта, а
затем пуансоном срезают по периметру трубы вдоль ее продольной оси слой материала, впрессовывая армирующее кольцо в основание отбортовки.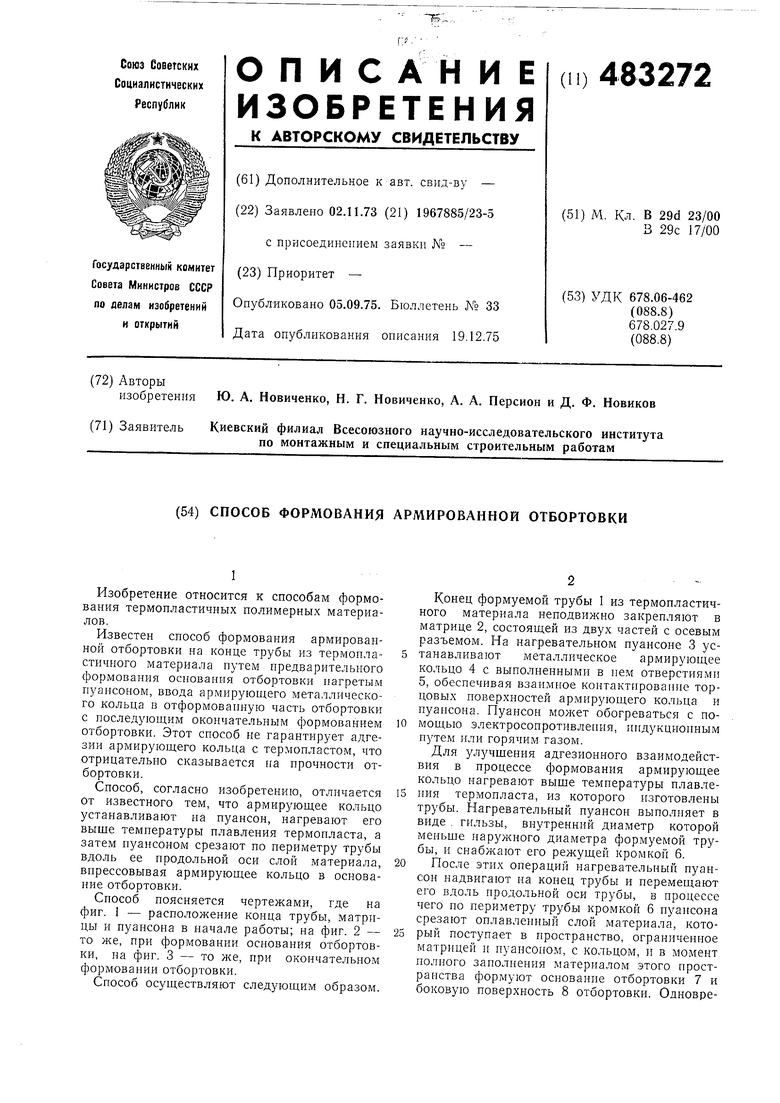
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования армированной отбортовки | 1978 |
|
SU735414A1 |
| Устройство для изготовления утолщений на концах термопластичных труб | 1976 |
|
SU556042A1 |
| АРМИРОВАННЫЙ ВОЛОКНОМ ПОРИСТЫЙ ЛИСТ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И КОМПОЗИТ ИЗ НЕГО | 1991 |
|
RU2105093C1 |
| БИПЛАСТМАССОВАЯ ТРУБА | 2004 |
|
RU2263243C1 |
| СПОСОБ ФОРМОВАНИЯ ОТБОРТОВКИ НА КОНЦЕ ТРУБЫ ИЗ ТЕРМОПЛАСТИЧНОГО МАТЕРИАЛА | 1972 |
|
SU420472A1 |
| Устройство для изготовления утолщений на концах термопластичных труб | 1987 |
|
SU1645171A1 |
| Устройство для формования отбортовкиНА ТРубАХ, фуТЕРОВАННыХ плАСТМАССОВыМиОбОлОчКАМи | 1978 |
|
SU804482A1 |
| Многослойная гибкая полимерная труба, способ ее непрерывного изготовления и устройство для осуществления способа | 2019 |
|
RU2717736C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЖИМАЕМОГО ПЕЧАТНОГО МАТЕРИАЛА, СЖИМАЕМЫЙ СЛОЙ, СЖИМАЕМОЕ ПЕЧАТНОЕ ПОЛОТНО | 1993 |
|
RU2106964C1 |
| Нагреватель для стыковой сварки труб из термопластов | 1986 |
|
SU1419909A1 |
Фиг ,т
