Изобретение относится к механической обработке металлов со снятием стружки и может быть использовано для улучшения обрабатываемости при . токарной обработке, фрезеровании, строгании, сверлении, протягивании, резьбонарезании жаропрочных и высокопрочных труднообрабатываемых сталей и сплавов, преимущественно никелевых сплавов.
Цель изобретения - улучшение обрабатываемости резанием.
Пример. Способ опробован при торцовом фрезеровании жаропрочного сплава ЭП666 фрезой, оснащенной твердосплавными пластинами ВК-8. Режимы фрезерования выбраны оптимальными для проведения эксперимента: скорость резания 223 м/мин; подача 160 мм/мин; глубина фрезерования
1 мм; ширина и длина фрезерования 50 мм. Наводороживание проводят катодным током 1А/дм2 в течение 0,5 ч в 1 н, После тщательной про- мывки заготовку помещают в термостат и выдерживают при 70 - 90 С в течение 1 - 2 ч„
Износ пластин по задней поверхности определяется как среднее из 3 - 5 проб.
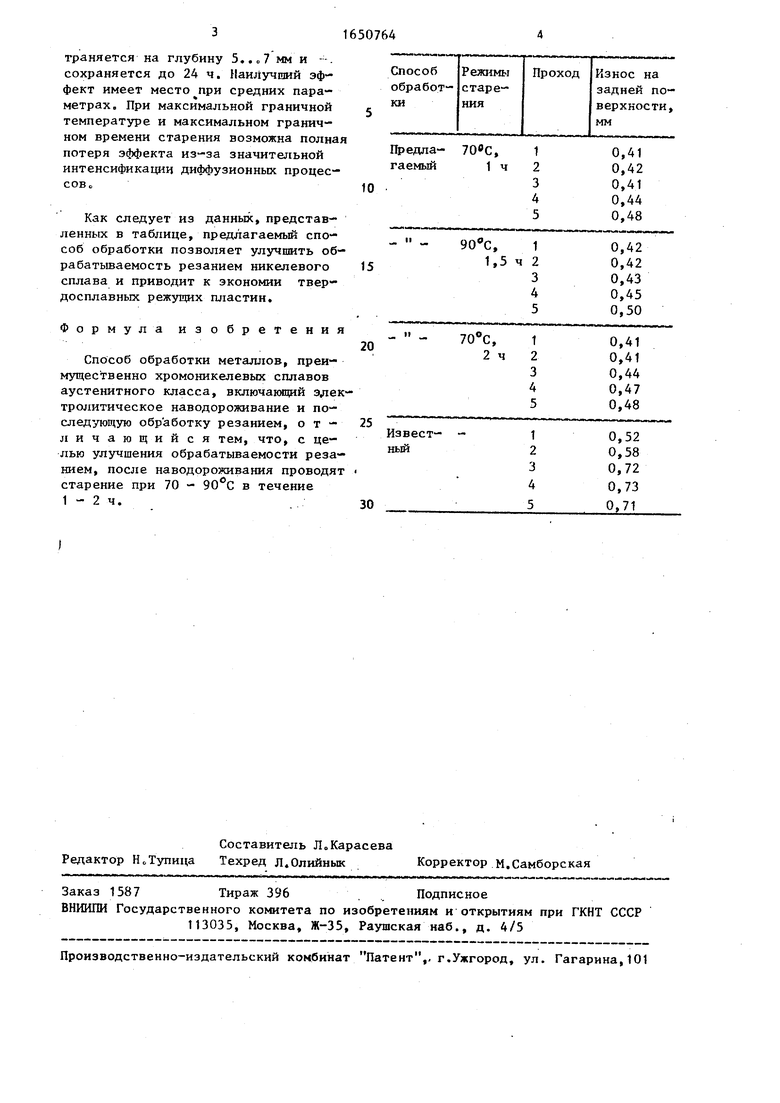
Результаты проверки способа приведены в таблице,
В результате старения по указанному режиму происходит перераспределение диффузионного водорода в макро- и микрообъемах, в результате чего свойства металла становятся более благоприятными для обработки резанием. Эффект улучшения обрабатываемости за счет старения распросо
СП
о J
ОЭ Јъ
граняется на глубину 5.. „7 мм и --. сохраняется до 24 ч. Наилучший эффект имеет место при средних параметрах. При максимальной граничной j температуре и максимальном граничном времени старения возможна полная потеря эффекта из-за значительной интенсификации диффузионных процес- сово10
Как следует из данных, представ-
ленных в таблице, предлагаемый спо- „
соб обработки позволяет улучшить обрабатываемость резанием никелевого 15 сплава и приводит к экономии твердосплавных режущих пластин.
Режимы старения
Проход
Износ на задней поверхности, мм
70«С, 1 ч
1 2 3 4 5
0,41 0,42 0,41 0,44 0,48
ч
1 2 3 4 5
0,42 0,42 0,43 0,45 0,50
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ обработки заготовок из титановых сплавов | 1989 |
|
SU1703259A1 |
| Способ получения композиционного износостойкого покрытия на твердосплавном инструменте | 2023 |
|
RU2803180C1 |
| ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ РЕЗАНИЕМ И ДАВЛЕНИЕМ | 2004 |
|
RU2271265C1 |
| Жаростойкий алюминиевый чугун | 1990 |
|
SU1770438A1 |
| Способ обработки аустенитных дисперсионно-твердеющих сталей | 1981 |
|
SU952974A1 |
| Способ диффузионной сварки металлов с металлокерамикой | 2020 |
|
RU2758655C2 |
| Способ химико-термической обработки твердосплавных пластин | 2022 |
|
RU2789642C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С МНОГОСЛОЙНЫМ ПОКРЫТИЕМ | 2012 |
|
RU2478731C1 |
| СПОСОБ СТАРЕНИЯ ЖАРОПРОЧНЫХ СПЛАВОВ | 2005 |
|
RU2366725C2 |
| Состав для комплексного насыщения режущего твердосплавного иструмента | 1989 |
|
SU1617053A1 |
Изобретение относится к способам обработки металлов, преимущественно никелевых сплавов„ Целью изобретения является улучшение обрабатываемости резанием. Способ заключается в электролитическом наводороживании, старении при 70 - 90°С в течение 1 - 2 ч и последующей обработке резанием. При фрезеровании жаропрочного сплава ЭП666 фрезой, оснащенной твердосплавными пластинками ВК-8, износ пластин по задней поверхности, обработанных по предлагаемому способу, уменьшается на 15-20% по сравнению с фрезерованием металла, наводо- роженного без последующего старения. 1 табл.
Формула изобретения
Способ обработки металлов, преимущественно хромоникелевых сплавов аустенитного класса, включающий электролитическое наводороживание и последующую обработку резанием, о т - 25 личающийся тем, что, с целью улучшения обрабатываемости резанием, после наводороживания проводят старение при 70 - 90°С в течение 1 - 2 ч..30
70°С, 2 ч
1 2 3 4 5
0,41 0,41 0,44 0,47 0,48
1 2 3 4 5
0,52 0,58 0,72 0,73 0,71
| Способ обработки металлов | 1979 |
|
SU872036A1 |
| Способ обработки металлов | 1974 |
|
SU514662A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
