Изобретение относится к подъемно- транспортному машиностроению и может быть использовано в различных отраслях промышленности для транспортирования материалов, склонных к налипанию.
Цель изобретения - повышение эффективности и надежности работы винтового конвейера.
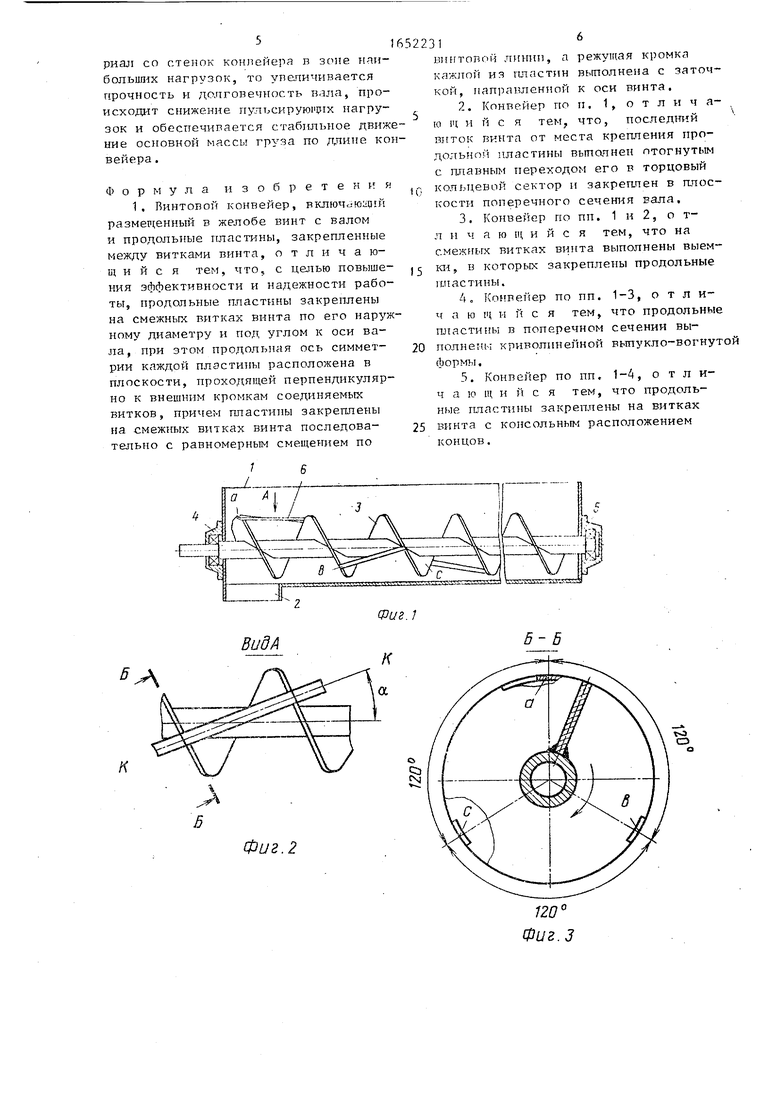
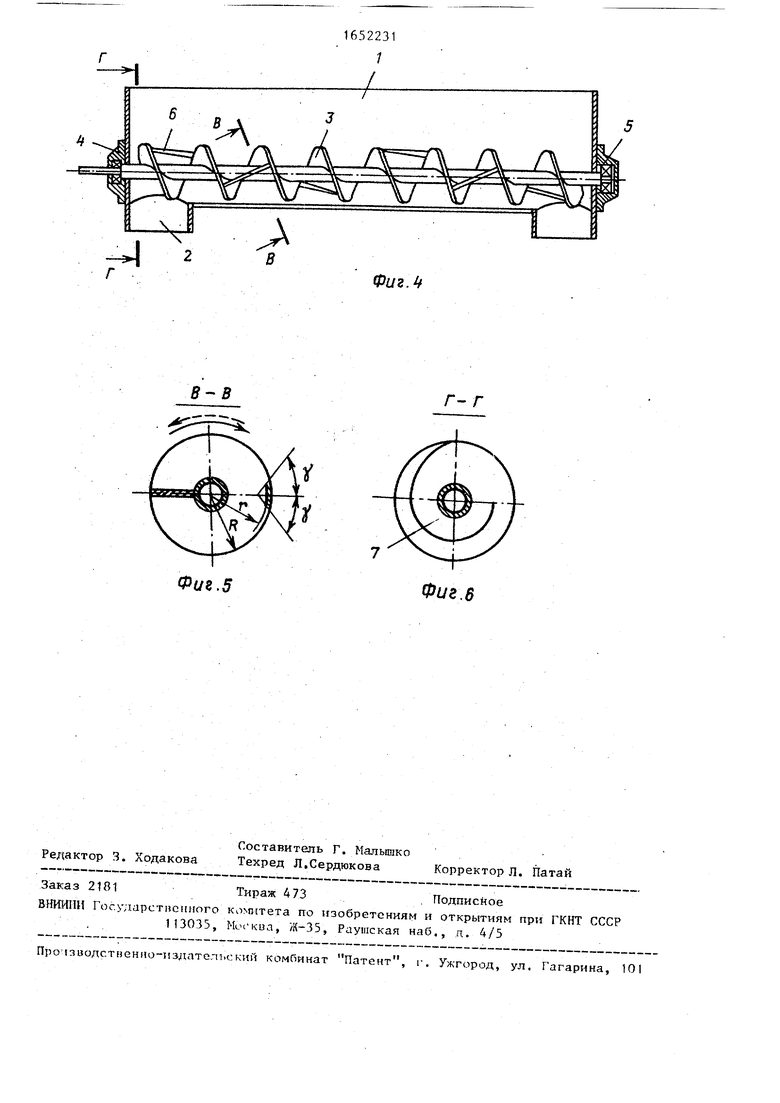
На фиг. 1 показан винтовой конвейер, общий вид; на фиг. 2 - вид по стрелке А на фиг. 1; на . 3 - сечение Б-Б на . 2; на фиг. 4 реверсивный винт с консольным креплением концов пластины, общий вид; на фиг. 5 - сечение В-В на фиг. 4; на фиг. 6 - сечение Г-Г на фиг. 4.
Бинтовой конвейер состоит из желоба 1 с разгрузочным патрубком 2. В же- побе 1 размещен винт 3 при помощи подшипниковых узлов 4, 5. По поверхности цилиндра с диаметром, равным наружно- | му диаметру винта, под углом к оси вала закреплены продольные пластины 6. При этом продольные оси симметрии пластин 6 расположены в плоскости,
проходящей перпендикулярно внешним кромкам витков винта (фиг. 2). На пластинах 6 режущие кромки выполнены с заточкой, направленной к оси винта например, под углом у 25-30° (фиг.5). Сами пластины в поперечной плоскости закреплены между смежными витками последовательно с равномерным смещением по винтовой линии одна относительно другой на угол, например, 120 (фиг. 3). Пластины 6 могут быть установлены как по всей длине винта, так и на части его (в зоне наибольшей изгибающей нагрузки на витки). Они могут крепиться как к торцам смежных витков, так и в выемках, выполненных на внешнем контуре винта и по форме поперечного сечения пластин, которые в свою очередь могу г быть выполнены плоскими и выпукло-вогнутыми в зависимости от вица транспортируемого груза и режимов работы. Крепление пллптии 6 на витках может быть выполнено в впемках на витках винта с консольным расположении концов ластин относительно витков (фиг. 2) Концы витка со стороны разгрузки выполнены отогнутыми с переходом его
кольцевой сектор
1
в торчовыи
крепленный в плоскости поперечного счения вала (фиг. 6),
Нинтовой конвейер работает следу- 10 iqiM образом.
При вращении винт 3 в желобе 1 материал перемещается в направлении разгрузки к патрубку 2. При этом налипший на поверхности желоба 1 материал очищается режущими кромками пластин 6 и транспортируется для вигрузки вместе с основной массбй . Причем пластины входят в контакт с налипшим и уплотнившимся материалом не сразу по всей длине, а постепенно, что способствует равномерному нагруженшо и вшков, и опор винта. Число пластин по длине винта и vroji их смещения зависят от физико механнческих свойств транспортируемого материала и от давления груза в бункере. При транспортировании материала повышенной влажности целесообразно применение пластин с консольным креплением концом (фиг. 2). Тако конструктивное исполнение позволяет осуществить полную очистку поворхнос ти желоба, обеспечив соответствующее перекрытие консольными концами последующих пластин рабочих зон пре
о
5
0
5
дыдущих. Лобовое сопротивление пластин снижается при умпньшеини поперечного сечения их лобового контура. 15 этом
случае предпочтительно, чтобы поперечное сечение пластин было криволинейным, выпукло-вогнутым, радиусом кривизны, близким к наружному диаметру БИТКОВ винта. Расположат пластин со
смещением последовательно по диаметру и оси винта обеспечивает периодическое взаимодействие каждого ряда с подрезаемым материалом, способствует снижению сопротивления и вызывает сгла5 живание неблагоприятного пульонруюцеп цикла нагружпння вала и опор. Для реверсивных конвейеров (Фиг. - наилучший эффект очис пш желоба при минимальной затрате мощности обеспечиваетQ ся в случае использования пластин выпукло-вогнутой формы с заточкой обеих режущих кромок каждой пластины. При этом затраты мощности на транспортирование и очистку желоба не зависят
5 от направления вращения шипа. Кроме того, выпукло-вогнутая форма пластин
способствуем увеличению жесткости вшков и надежности винта, Наиболее нагруженным участком винта является его концевая часть, отстоящая на 1/3 от зоны разгрузочного окна. Выполнение конца винта отогнутым с переходом его в торцовой кольцевой сектор, закрепленный в плоскости поперечного сечения вала, выполняется для повышения надежности винта, так как без увеличения габаритов винта увеличивается его длина за счет торцового участка, и следовательно, возрастает и прочность соединения винта с валом так как торцовый участок воспринимает незначительные нагрузки непосредственно со стороны груза, и кроме того, торцовый кольцевой сектор, являясь дг продолжением винта, способствует
уменьшению попадание материала в зону опоры вала. При вращении винта кольцевой сектор выполняет функцию под- ррчной пластины v отбойного диска, сбрасывая материал и разгрузочное окно, Таким образом, во время работы винта происходит постоянная очистка поверхности желобя в чоне каждой пластины, в результате чего снижаются радиальные нагрузи на вал винта и его опоры. Пинт значительно меньше деформируется, повышается надежность его работы. Л поскольку пластины с:ю- евременн : пояре- -ымт чалнпакшзш мате0
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для промежуточной разгрузки ленточного конвейера | 1986 |
|
SU1431987A1 |
| Устройство для разгрузки ленточного конвейера | 1988 |
|
SU1564078A1 |
| Винтовой конвейер | 1982 |
|
SU1134118A3 |
| ВИНТОВОЙ КОНВЕЙЕР | 2009 |
|
RU2405728C1 |
| Винтовой конвейер | 1991 |
|
SU1807971A3 |
| СПОСОБ ТРАНСПОРТИРОВАНИЯ ГЛИНИСТОГО СЫРЬЯ И ВИНТОВОЙ КОНВЕЙЕР ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2349525C2 |
| ПЛАСТИНЧАТЫЙ КОНВЕЙЕР ДЛЯ СЫПУЧИХ МАТЕРИАЛОВ, ЯЧЕЙКА ПЛАСТИНЧАТОГО КОНВЕЙЕРА И ГРУЗОНЕСУЩИЙ ЛОТОК ПЛАСТИНЧАТОГО КОНВЕЙЕРА | 2011 |
|
RU2483013C2 |
| ВЕРТИКАЛЬНЫЙ ВИНТОВОЙ КОНВЕЙЕР | 2011 |
|
RU2486124C2 |
| Скребковый конвейер с вертикальным участком транспортирования | 1990 |
|
SU1756235A1 |
| Устройство для очистки ленты конвейера | 1979 |
|
SU955651A1 |
Изобретение относится к подъемно- транспортному машиностроению и м.б. использонано в различных отраслях пром-тИо Цель - повышение эффективности и надежности работы винтового конвейера. Винтовой конвейер включает желоб 1, в котором размещен винт 3. По его наружному диаметру и под углом к оси вала на смежных витках винта 3 закреплены продольные пластины (ПИ) 6. Продольная ось каждой ПП 6 расположена в плоскости, проходящей перпендикулярно к внешним кромкам соединяемых витков. Закреплены ПИ 6 на смежных витках винта 3 последовательно с равномерным смещением по винтовой линии. Режущая кромка каждой из ПП 6 выполнена с заточкой, направленной к оси винта 3. На смежных витках винта 3 выполнены выемки, в которых закреплены ПП 6. В зависимости от транспортируемого материала и режимов ПП 6 м.б. выполнены плоскими и выпукло-вогнутыми. При вращении винта 3 в желобе 1 материал перемещается в направлении разгрузки к патрубку 2. При этом налипший на поверхности желоба 1 материал очищается режущими кромками ГОТ 6. 4 з,п. ф-лы, 6 ил. Ш (Л С
ВидА
Фиг. 2
5-6
8-В
Фиг.5
Г- Г
Фиг. 6
| Шнековый конвейер | 1977 |
|
SU716926A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Винтовой конвейер | 1983 |
|
SU1135695A1 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
