Изобретение относится к прокатному производству, а именно к экспериментальному уточнению коэффициента трения, особенно при прокатке новых сталей и сплавов.
Цель изобретения - упрощение и снижение трудоемкости способа.
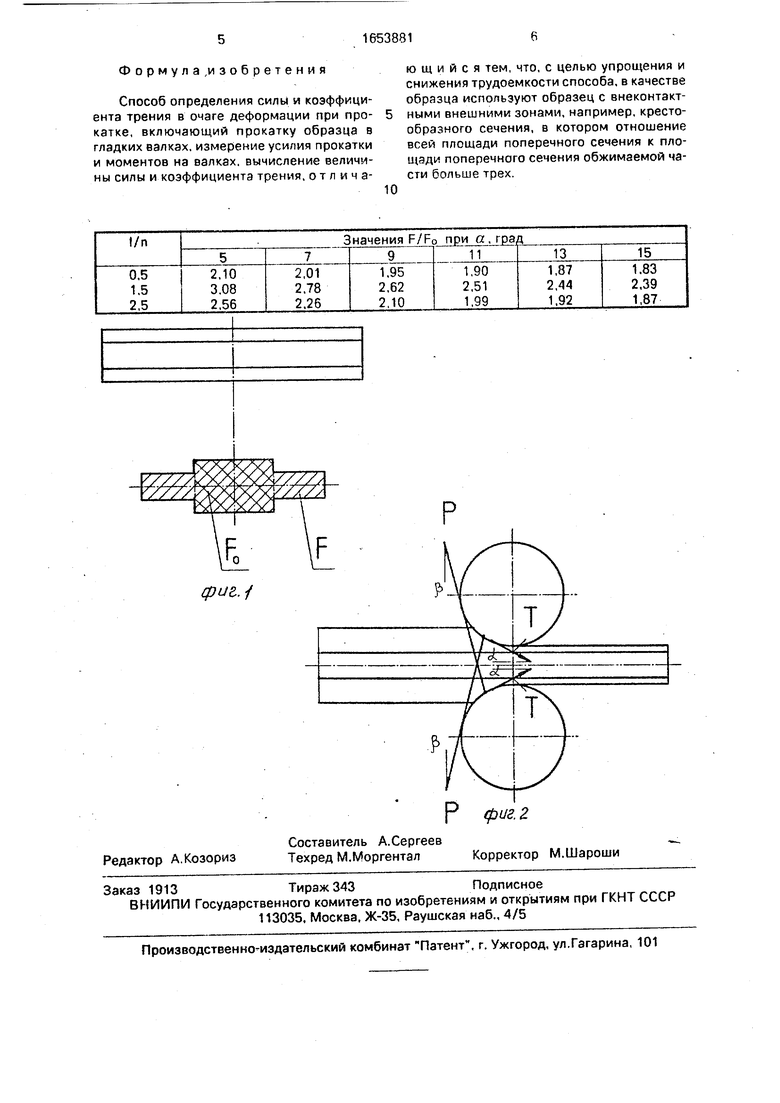
На фиг. 1 представлен профиль прокатываемого образца; на фиг.2 - схема сил, действующих на обрезец при его прокатке.
Способ определения силы и коэффициента трения в очаге деформации включает прокатку в валках образцов и измерение в процессе прокатки усилия и момента на валках, при этом согласно изобретению для прокатки используют образцы с внеконтак- тными поперечными внешними зонами, т.е. с зонами, не контактирующими с валками.
например, крестообразного поперечного сечения, причем отношение всей площади поперечного сечения образца F к площади обжимаемой части поперечного сечения F0 такое, что на поверхности контакта прокатываемого металла с валком соблюдается условие практически однонаправленного скольжения.
При прокатке такого образца вытяжка в обжимаемой части в силу сплошности среды создает во внеконтактных поперечных зонах растягивающее напряжение, которое в свою очередь, вызывает в обжимаемой части образца дополнительные напряжения сжатия.
При соответствующем соотношении F/Fo эти сжимающие напряжения создают в обжимаемой части образца подпор, доста|0СЛ СО
со
00
точный для того, чтобы по длине дуги контакта прокатываемого металла с валком со- блюдалось условие практически однонаправленного скольжения, т.е. почти вся дуга контакта представляет собой зону отставания и величина опережения равна нулю.
Зону опережения можно оценить так, что угол критического сечения у зависит от соотношения F/F0, и при F/F0 больше трех соотношение у/а меньше 0,1 (где а - угол дуги захвата).
В процессе прокатки замеряют усилие и момент на валках и по формулам (1) и (2) определяют силу и коэффициент трения:
Т М/Р;(1)
f M/RP,(2)
где М - момент на валках;
R - радиус валка;
Р - усилие прокатки.
Минимальное соотношение F/Fo. при котором соблюдается это условие, равно примерно трем (при и ,5), что хорошо согласуется с известными теоретическими выводами, согласно которым опережение S при заднем натяжении 0i(e случае прокатки крестообразного образца ai- это величина подпора) равно
S S0-ai ai:(3)
0,2-efh-i 2k
,39 -tgoc +0,05-e/h-(o,J6-tgs6); (5}
a,
0,25-t об
ZK
5o.fl.S-f (Цй где a- угол захвата;
QT5
-.- отношение длины дуги захвата к
средней толщине прокатываемого образца. Если опережение S равно нулю, то из формулы (3) имеют
(8)
-frс другой стороны напряжение подпора можно выразить следующим образом:
ст1 аг--Ц,(9)
Го
где От- предел текучести материала образца ( К).
Приравнивая (8) и (9), находят:
F FO
DO
ai (71
+ 1
После подстановки (4), (5) и (б). (7) в формулу (10) и последующих упрощений получают
JL 1,95 , ,36 -tga)
- j /i -. I
о l/ntg a
(11)
F li2i/h Ј + 1. ,
tg a
10
15
20
25
30
35
40
Формулы (11) и (12) позволяют для заданных значений а и l/h определить минимальное соотношение F/F0. при котором опережение на поверхности контакта прокатываемого металла с валком равно нулю. Значения F/F0 при сс 5-15° можно определить из таблицы.
Из таблицы следует, что условие однонаправленного скольжения всегда выполняется при F/Fo 3.
Пример. Эксперимент для реализации предлагаемого способа включает о себя прокатку образца (фиг.1) из алюминиевого сплава на стане 160 в стальных нешлифованных валках и регистрацию усилия и момента прокатки, при этом в соответствии с фиг.2 соблюдается условие равновесия 2 Р 2T cos «- 0. По данным экспериментов при прокатке такого образца с соотношением ,13. при обжатии 15% (,5; ), усилие и момент прокатки равны, соответственно Р-63 КН; .39 КНм, а значение коэффициента трения, определенное по формуле (2). равно 0,077. Эти значения согласуются с литературными данными.
Применение предлагаемого способа определения силы и коэффициента трения при прокатке позволяет используя образцы простой формы, получить значения силы и коэффициента трения на любых станах, где можно замерить усилие и момент прокатки;
упростить методику и снизить трудоемкость измерений (нет устройства для захвата и торможения заднего конца полосы, не требуется специального фрикционного меха- .ц низма для торможения валка), широко применять способ в производственных условиях.
50
55
Экономический эффект от применения способа определяется тем. что в реальных условиях прокатки на промышленных станах без создания каких-либо дополнительных устройств (например, для торможения одного из валков) оказывается возможным оперативное определение коэффициентов трения между валками и прокатываемым металлом. Это позволяет разрабатывать такие схемы обжатий, которые приводят к оптимальному использованию энергосиловых возможностей прокатных клетей.
Формула изобретения
Способ определения силы и коэффициента трения в очаге деформации при прокатке, включающий прокатку образца в гладких валках, измерение усилия прокатки и моментов на валках, вычисление величины силы и коэффициента трения, о т л и ч аю щ и и с я тем, что, с целью упрощения и снижения трудоемкости способа, в качестве образца используют образец с внеконтакт- ными внешними зонами, например, крестообразного сечения, в котором отношение всей площади поперечного сечения к площади поперечного сечения обжимаемой части больше трех.
10
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ измерения силы и коэффициента трения в очаге деформации при прокатке | 1977 |
|
SU692647A1 |
| Способ прокатки балочных профилей на непрерывном сортовом стане | 1984 |
|
SU1284617A1 |
| СПОСОБ ПРОКАТКИ РЕЛЬСОВ | 2015 |
|
RU2595082C1 |
| Способ прокатки металлов | 1984 |
|
SU1243848A1 |
| Способ управления процессом холодной прокатки полосы на реверсивном стане | 1988 |
|
SU1576216A1 |
| Способ прокатки полос | 1989 |
|
SU1688953A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА ТРЕНИЯ ПРИ ПРОКАТКЕ | 2008 |
|
RU2366525C1 |
| Способ прокатки полос | 1990 |
|
SU1810139A1 |
| СПОСОБ ПРОКАТКИ ТРУДНОДЕФОРМИРУЕМЫХ ПОЛОС ПЕРЕМЕННОГО ПРОДОЛЬНОГО ПРОФИЛЯ | 2003 |
|
RU2243832C1 |
| Способ скручивания прутков | 1985 |
|
SU1328030A1 |
Изобретение относится к прокатному производству, а точнее к эксперименталь ному уточнению коэффициента трения, особенно при прокатке новых сталей и профилей. Цель изобретения - упрощение и снижение трудоемкости способа. Эта цель достигается тем, что силу и коэффициент трения определяют по данным измерения усилия и момента на валках в процессе прокатки образца специального, например крестообразного сечения отношение всей площади поперечного сечения к площади поперечного сечения обжимаемой части которого больше трех 2 ил., 1 табл (Л С
-ш
фиг. 2
| Шадрин В.А | |||
| Инженерные методы расчетов деформации металла при прокатке | |||
| М.: Металлургия | |||
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
| Бровман М.Я Применение теории пластичности в прокатке | |||
| М.: Металлургия | |||
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
| Целиков А.И | |||
| и др | |||
| Теория прокатки: Справочник/Под ред | |||
| А И.Целикова | |||
| М.: Металлургия, 1982, с.335 | |||
| Способ измерения силы и коэффициента трения в очаге деформации при прокатке | 1977 |
|
SU692647A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
