Изобретение относится к области микросварки давлением и может быть использовано в электронной промышленности для контроля процесса ультразвуковой сварки ленточных алюминиевых выводов навесных элементов с контактными площадками.
Целью изобретения является повышение точности контроля за счет снижения ударного воздействия на сварную точку и зону прихватывания при отводе инструмента.
На чертеже изображено устройство, разрез.
Устройство содержит основание 1 с ограничительным упором 2, катушку 3 индуктивного датчика перемещения, укрепленную в подвижной резьбовой втулке 4, регулировочную гайку 5, пружину 6. В катушке 3 датчика размещен с зазором шток 7, на котором с помощью втулки 8 укреплены две гибкие мембраны 9, наружные края которых закреплены в основании 1. На верхнем конце штока 7 смонтирован рабочий столик 10, опирающийся-в исходном положении на ограничительный упор 2. В основании 1 размещено средство уравновешивания столика 10, имеющее кольцевую опору 11, в которой равномерно по окружности размещены пружины 12. Опора 11 установлена на регулировочной гайке 13, для обеспечения доступа к которой в основании 1 выполнен полукольцевой паз 14.
Устройство работает следующим образом.
На рабочем столике 10 размещают изделие (не показано), например плату гиб- ридной микросхемы с навесными элементами, имеющими ленточные алюминиевые выводы на полиамидной рамке- носителе, совмещенные с контактными площадками платы. Рабочий столик 10 на ограничительный упор 2. При настройке компенсируют электрический сигнал с катушки 3 датчика путем вращения гайки 5 и возвратно-поступательного перемещения втулки 4 относительно штока 7 и основания 1. В найденном нулевом положении вращают гайку 13 через паз 14 в основании 1, перемещая вверх кольцевую опору 11, которая посредством пружин 12 воздействует на рабочий столик 10. Уравновешивание рабочего столика с изделием регистрируется по возникновению электрического сигнала с датчика, что свидетельствует о снятии столика с упора 2. Затем следует немного отпустить гайку
13 до восстановления нулевого показания. В результате такой настройки рабочий столик 10 с изделием оказывается уравновешенным усилием сжатия пружин 12, мембраны 9 не испытывают прогиба,
сигнал с датчика нулевой. Затем совмещают инструмент (не показан) с каким-либо выводом, производят сварку При правильно выбранном режиме образуется прочное сварное соединение вывода с контактной
площадкой, и одновременно происходит прихватывание инструмента к выводу с усилием, составляющим 0,1-0,3 от прочности сварной точки. При отводе инструмента с некоторой скоростью возникает динамическое усилие отрыва инструмента, которое вызывает перемещение рабочего столика 10 вверх, прогиб мембран 9 и перемещение штока 7 относительно катушки 3 индуктивного датчика, что сопровождается возникновением электрического сигнала, по величине которого судят о силе прихватывания
Устройство позволяет путем подбора жесткости пружин 12 регулировать динамическую составляющую силы прихватывания путем изменения величины измерительного хода датчика и тем самым выбирать оптимальные условия контроля процесса сварки при заданной скорости отвода инструмента.
Формула изобретения
1. Устройство для контроля процесса микросварки давлением, преимущественно ультразвуковой сварки ленточных алюминиевых выводов, содержащее подвижно установленный на основании рабочий столик, средство его уравновешивания, ограничительный упор и силоизмеритель, включающий связанные со столиком упругий элемент и датчик перемещения, отличающ е е с я тем, что, с целью повышения точности контроля за счет снижения ударного воздействия на сварную точку и зону прихватывания при отводе инструмента, рабочий столик установлен с возможностью
поступательного перемещения посредством закрепленного на нем штока, связанного с упругим элементом силоигмерителя, ьы полненным в виде двух мембран, а средегпо уравновешивания столика представляет со- бой расположенные по периметру стопика пружины, при этом ограничительный упор выполнен жестким, а датчик перемещения - бесконтактным, например индуктивным.
2.Устройство по п. 1, от л и ч а ю .д е е- с я тем. что оно снабжено средством регулировки усилия поджатия пружин к столику.
3.Устройство по п. 1, от л ич а ю ще е- с я тем, ч го датчик перемещения установлен с возможностью регулировочного перемещения вдоль штока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для ультразвуковой микросварки | 1989 |
|
SU1719178A1 |
| Способ контроля качества ультразвуковой микросварки | 1988 |
|
SU1574406A1 |
| Способ контроля процесса микросварки давлением | 1983 |
|
SU1110582A1 |
| Установка для микросварки проволочных проводников | 2021 |
|
RU2759103C1 |
| Установка для ультразвуковой микросварки и контроля соединения | 1988 |
|
SU1540986A1 |
| Устройство для микросварки | 1978 |
|
SU667360A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОГО ТОНКОСТЕННОГО СВАРНОГО ИЗДЕЛИЯ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2019 |
|
RU2718507C1 |
| Установка ультразвуковой микросварки | 2020 |
|
RU2742635C1 |
| Установка для монтажа ленточных перемычек | 1988 |
|
SU1540988A1 |
| Устройство для микросварки | 1989 |
|
SU1808589A1 |
Изобретение относится к области микросварки давлением и может быть использовано в электронной промышленности для контроля процесса ультразвуковой сварки ленточных алюминиевых выводов навесных элементов с контактными площадками. Целью изобретения является повышение точности контроля за счет снижения ударного воздействия на сварочную точку и зону прихватывания при отводе инструмента. Устройство содержит рабочий столик 10. установленный посредством двух мембран 9 в основании 1. Столик 10 обезвешен посредством пружин 12, установленных с возможностью регулировочного перемещения, и оперт на жесткие упоры 2. Столик 10 посредством штока 7 связан с индуктивным датчиком перемещения, катушка 3 которого установлена с возможностью регулировоч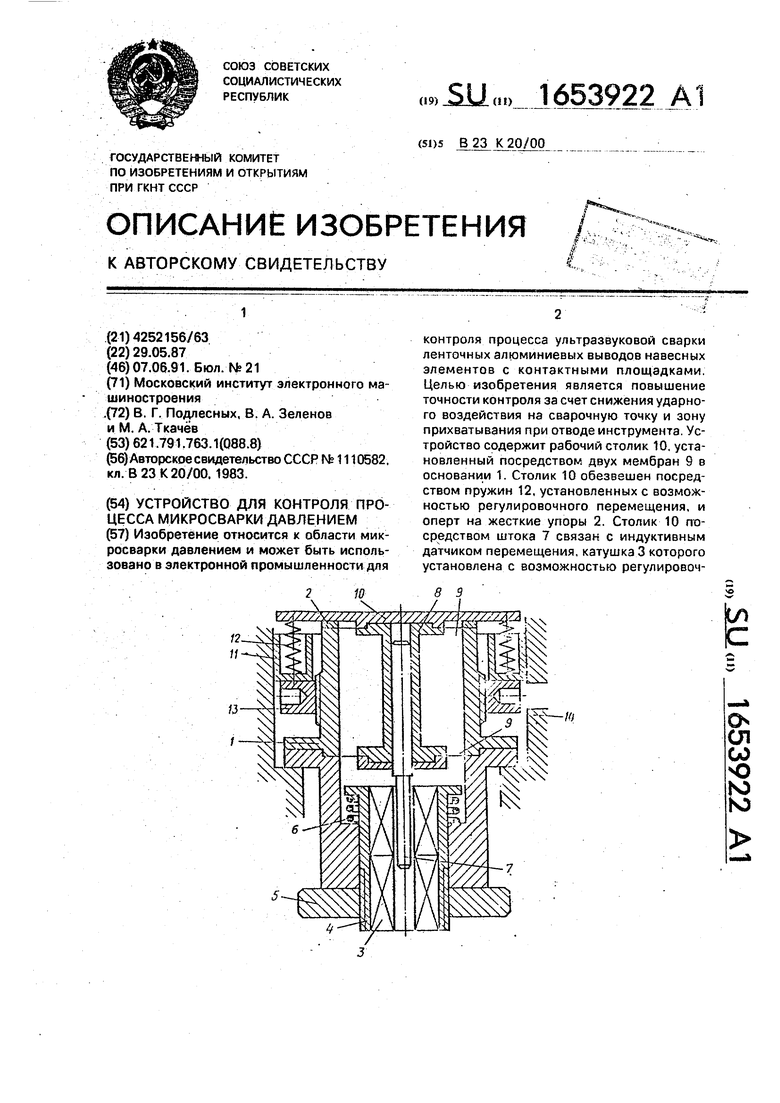
| Способ контроля процесса микросварки давлением | 1983 |
|
SU1110582A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Гребенчатая передача | 1916 |
|
SU1983A1 |
