(54) АГРЕГАТ ПРОДОЛЬНОЙ РЕЗКИ ПОЛОСЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| УСТАНОВКА ДЛЯ РАЗЛААТЫВАНИЯ РУЛОНОВ | 1972 |
|
SU424630A1 |
| Устройство для продольной резки полосы | 1975 |
|
SU612728A1 |
| Линия для поперечной и продольной резки | 1988 |
|
SU1606268A1 |
| Технологическая линия для производства спиральношовных гофрированных труб | 1989 |
|
SU1715535A1 |
| Агрегат продольной резки ленточногоМАТЕРиАлА | 1979 |
|
SU816703A1 |
| Агрегат продольной резки полосы | 1974 |
|
SU495169A1 |
| УНИВЕРСАЛЬНЫЙ СТАН ХОЛОДНОЙ ПРОКАТКИ | 1997 |
|
RU2156173C2 |
| Устройство для задачи переднего конца полос на моталки | 1988 |
|
SU1532114A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
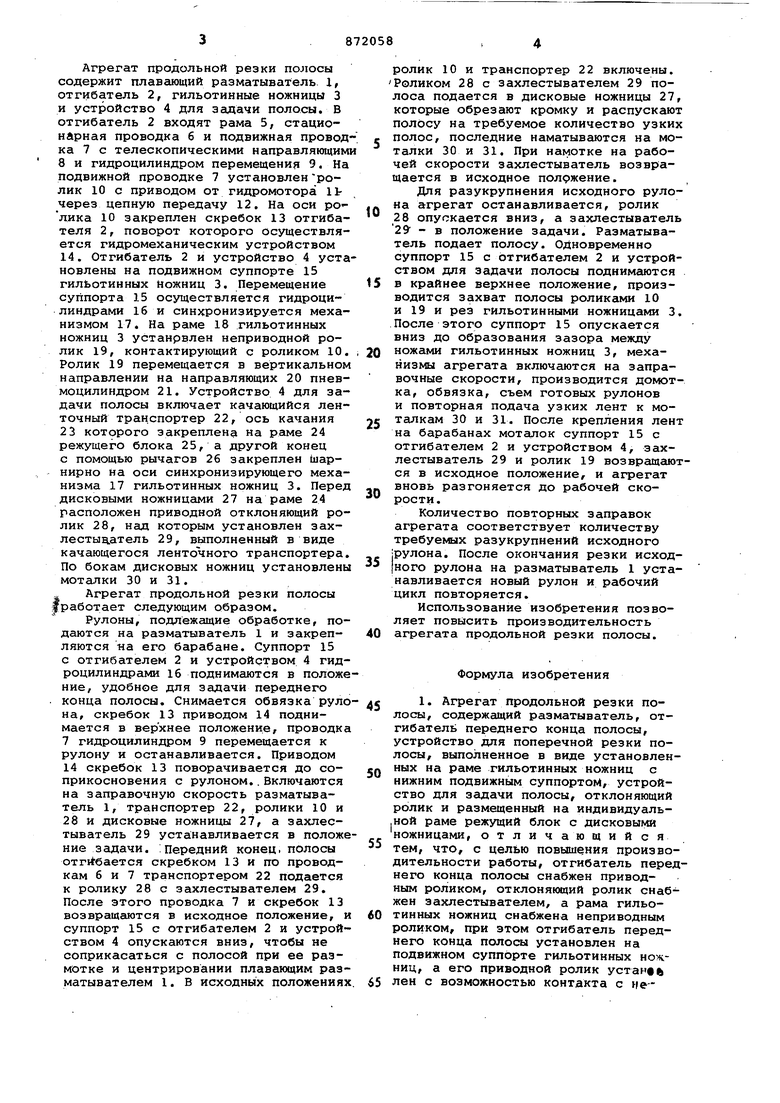
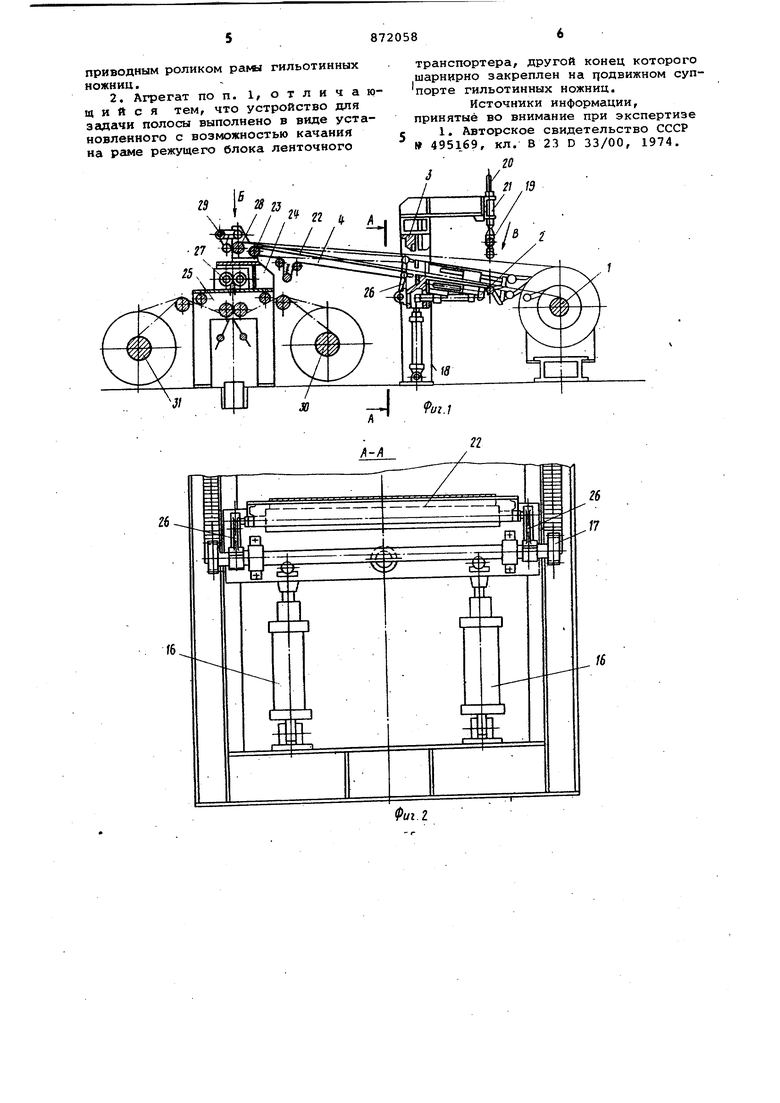
Изобретение относится к обработк металлов давлением, в частности к прокатно-отделочному оборудованию. Известен агрегат продольной резк полосы, содержащий раэматыватель, отгибатель переднего конца полосы, устройство для поперечной резки полосы, выполненное в виде установлен ных на раме гильотинных ножниц с нижним подвижным суппортом, устройство .для задачи полосы, отклоняю щий ролик и размещенный на индивиду альной раме режущий блок с дисковыми ножницами 1. Недостатком известного агрегата является потеря времени при задаче переднего и сопровождении заднего концов ПО.ПОСЫ в подающие ролики, так как требуется остановка агрегат для захвата полосы прижимом, а такж при ее освобождении. Потеря времени происходит также при разукрупнении исходного рулона. Цель изобретения - повышение про изводительности работы агрегата. Указанная цель достигается тем, что в агрегате продольной резки полосы, содержащем разматыватель, отгибатель переднего конца полосы, устройство для поперечной резки пол сы, выполненное в виде установленных на раме гильотинных ножниц с нижним подвижным суппортом, устройство для задачи полосы, отклоняющий ролик и размещенный на индивидуальной раме режущий блок с дисковыми ножницами, отгибатель переднего конца полосы снабжен приводным роликом, отклоняющий ролик снабжен захлестывателем, а рама гильотинных ножниц снабжена неприводным роликом, при этом отгибатель переднего конца полосы установлен на подвижном суппорте гильотинных ножниц, а его приводной ролик установлен с возможностью контакта с неприводным роликом paNW гильотинных ножниц. Устройство для задачи полосы выполнено в виде установленного с возможностью качания на раме режущего блока ленточного транспортера, другой конец щарнирно закреплен на подвижном суппорте гильотинных ножниц. На фиг. 1 изображен агрегат продольной резки полосы, продольный разрез; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - вид В на фиг. 1; на фиг.5 разрез Г-Г на фиг. 4.
Агрегат продольной резки полосы содержит плавающий разматыватель I, отгибатель 2, гильотинные ножницы 3 и устройство 4 для задачи полосы. В отгибатель 2 входят рама 5, стационарная проводка 6 и подвижная провод на 7 с телескопическими направляющими 8 и гидроцилиндром перемещения 9. На подвижной проводке 7 установленролик 10 с приводом от гидромотора llr через цепную передачу 12, На оси ро лика 10 закреплен скребок 13 отгибателя 2, поворот которого осуществляется гидромеханическим устройством 14, Отгибатель 2 и устройство 4 установлены на подвижном суппорте 15 гильотинных Ножниц 3, Перемещение суппорта 15 осуществляется гидроцилиндрами 16 и синхронизируется механизмом 17. На раме 18 гильотинных ножниц 3 устанрвлен неприводной ролик 19, контактирующий с роликом 10, Ролик 19 перемещается в вертикальном направлении на направляющих 20 пневмоцилиндром 21, Устройство 4 для задачи полосы включает качающийся ленточный транспортер 22, ось качания 23 которого закреплена на раме 24 режущего блока 25, а другой конец с помощью рычагов 26 закреплен iuapнирно На оси синхронизирующего механизма 17 гильотинных ножниц 3, Перед дисковыми ножницами 27 на раме 24 расположен приводной отклоняющий ролик 28, над которым установлен захлестыаатель 29, выполненный в виде качающегося ленточного транспортера. По бокам дисковых ножниц установлены моталки 30 и 31,
Агрегат продольной резки полосы :|работает следующим образом,
Рулоны, подлежащие обработке, подаются на разматыватель 1 и закрепляются «а его барабане. Суппорт 15 с отгибателем 2 и устройством 4 гидроцилиндрами 16 поднимаются в положение, удобное для задачи переднего конца полосы. Снимается обвязка рулона, скребок 13 приводом 14 поднимается в верхнее положение, проводка 7 гидроцилиндром 9 перемещается к рулону и останавливается. Приводом 14 скребок 13 поворачивается до соприкосновения с рулоном,.Включаются на заправочную скорость разматыватель 1, транспортер 22, ролики 10 и 28 и дисковые ножницы 27, а захлестыватель 29 устанавливается в положение задачи, передний конец, полосы отгибается скребком 13 и по проводкам 6 и 7 транспортером 22 подается к ролику 28 с захлестывателем 29. После этого проводка 7 и скребок 13 воэвращгиотся в исходное положение, и суппорт 15 с отгибателем 2 и устройством 4 опускаются вниз, чтобы не соприкасаться с полосой при ее размотке и центрировании плавающим разматывателем 1, В исходных положениях
ролик 10 и транспортер 22 включены, Роликом 28 с захлестывателем 29 полоса подается в дисковые ножницы 27, которые обрезают кромку и распускают полосу на требуемое количество узких полос, последние наматываются на моталки 30 и 31, При намотке на рабочей скорости захлестыватель возвращается в исходное полржение,
Для разукрупнения исходного рулона агрегат останавливается, ролик 28 опускается вниз, а захлестыватель 29 - в положение задачи, Разматыватель подает полосу. Одновременно суппорт 15 с отгибателем 2 и устройством для задачи полосы поднимаются в крайнее верхнее положение, производится захват полосы ротлкамн 10 и 19 и рез гильотинными ножницами 3, После этого суппорт 15 опускается вниз до образования зазора между ножами гильотинных ножниц 3, механизмы агрегата включаются на заправочные скорости, производится домотка, обвязка, съем готовых рулонов и повторная подача узких лент к моталкам 30 и 31. После крепления лент на барабанах моталок суппорт 15 с отгибателем 2 и устройством 4, захлестыватель 29 и ролик 19 возвращаются в исходное положение, и агрегат вновь разгоняется до рабочей скорости ,
Количество повторных заправок агрегата соответствует количеству требуемых разукрупнений исходного рулона. После окончания резки исходного рулона на разматыватель 1 устанавливается новый рулон и рабочий цикл повторяется.
Использование изобретения позволяет повысить производительность агрегата продольной резки полосы.
Формула изобретения
1, Агрегат продольной резки полосы, содержащий разматыватель, отгибатель переднего конца полосы, устройство для поперечной резки полосы, выполненное в виде установленных на раме гильотинных ножниц с нижним подвижным суппортом, устройство для задачи полосы, отклоняющий ролик и размещенный на индивидуальной раме режущий блок с дисковыми ножницами, отличающийся тем, что, с целью повышения производительности работы, отгибатель переднего конца полосы снабжен приводным роликом, отклоняющий ролик снабжен захлестывателем, а рама гильотинных ножниц снабжена неприводным роликом, при этом отгибатель переднего конца полосы установлен на подвижном суппорте гильотинных ножниц, а его приводной ролик устам лен с возможностью контакта с неприводным роликом paNbJ гильотинных ножниц.
f6
транспортера, другой конец которого шарнирно закреплен на подвижном суппорте гильотинных ножниц.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР 495169, кл. В 23 D 33/00, 1974.
22
8ид В.
fuds
гТ
W
