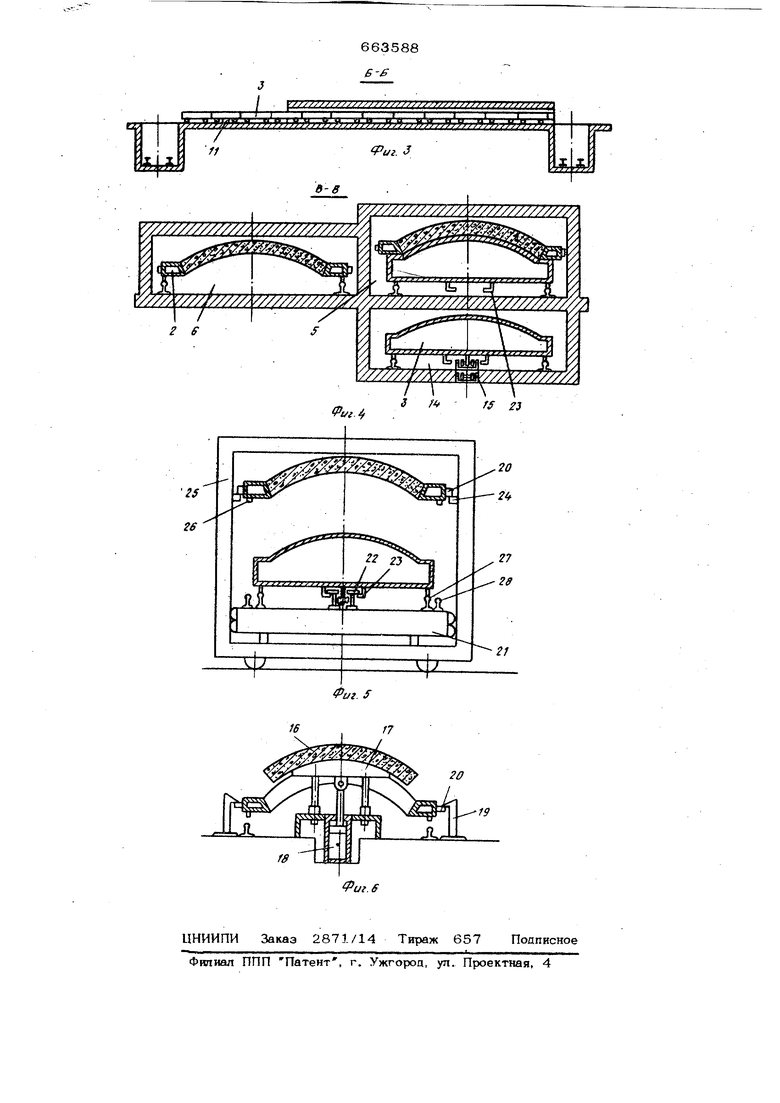
I . Изобретение ртносится к 6борудова.- «ию для производства сборного железобетона и может быть использовано при изготовлении железобетонных блоков тоннелей метрополитена, канализациоиных коллекторов и аналогичных конструкций инженерт 1х сооружений. Известна установка для изготовления железобетонных изделий 1 j. Установка содержит расположенный на ве|)хнем ярусе конвейер формования, снабженный механизмами шагового перемещения формвагонеток, и расположенные на нижнем яру се симметрично по обе стороны от продопь ной оси конвейера камеры тепловой обработки, оборудованные транспортными средствами. По торцам камер установлены пош емники- :нижатели перевода форм-йагонеток с верхнего яруса в нижний и наоборот. Недостатком указанной установки является большая металлоемкость, обусловленная использованием форм-вагонеток п полном цикле изготовления изделий. Наиболее близким к предложенному изобретению является технологическая пиния, содержащая составленные из поддова и бортов форлвл- агонетки, конвейеры, расположеань1е в различных ярусах, параллельно друг Другу, подъемникиснижатели с платформами, установленные по концам конвейеров и размешенные на верхнем ярусе тюсты термообработки, а на нижнем ярусе - камеру окончательной т мробработки, пост распалубки и средст&а для перемещения форм-еагонеток, тепловой обработки в формах-вагонетках и камеру окончательной тепловой обработки вадепий после распалубки. В результате осуществления окончательной тепловой обработки изделий вне форм количество последних сокращается 2. Недоста тком этой линии является низкая производительность, обусловленная значительными затратами времени на распалубку и сборку форм. Цель изобретения - повышение производительности путем совмещения операций транспортирования форм-вагонеток их разборкой и сборкой и автоматизаци операции распалубки. Указанная цепь достигается тем, чт линия снабжена допопнительйым конвейв ером возврата поддонов форм-вагонеток расположенным под формукжцим к жввйе каждый из подъекагаюрв-снижатшей: снаб жен устройством для сборки и разборки форм-вагонеток, а пост распалубки - , толкателем с опорной поверхностью пo торяющей форму изделия. Устройство для сборки в разборки форм-вагонеток состоит аз. подввжвых по стойкам упоров, и захватоа, закрепленных на Платформе подъамйнва-сннжатепя, причем упоры взаимодейстЬуггг с Выступами борта, а захваты входят iJB зацепление с поддоном формы «аго нетки. На фиг. 1 изображена схема линии, план; на фиг. 2 - верхний ярус и тонивл ускорениого возврата поддонов, разрез А- на фйг. 1; на фиг. 3 - камера окон чательной термообработки, разрез Б-Б на фиг. 1; на фиг. 4 - поперечвый резрез линии В-В на фиг. 1; на фиг. 5 схема отделения борта с изделием от поддона на снижателе; на фиг. 6 - схем устройства для извлечения изделий вз борта. Линия осиашена формами-вагонетками состоящими из борта 2, установленного с возможностью легкого съемй на поддоне 3. Она включает посты формования 4, камеру предварительной термообработки-5, устройства 7 для перемещения форм-вагонеток , камеру окончатель ной термообработки 6, снижатепь 8, подъемник 9, посты подготовительных операций 10, устройства 11 для извлечения изделий из борта, устройство 12 для отделения борта формы-вагонетки с изделием от поддона, устройство 13 для сборки борта с поддонок, тоннель 14 возврата поддонов, оборудованный конвейером 15. Устройство 11 для извлечения изделий 16 из борта Выполнено в виде Выта кивателя 17, смонтированного на силовом цилиндре 18, а также ограничителей 19, взаимодействующих с упорами 2 борта. Устройство 12 для отделения бор та формы- агонетки с изделием от поддона состоит из смонтированных на платформе 21 снижателя захватов 22, взаимодействующих с упорами 23 поддон И захватов 24, закрепленных на раме 25 снижателя, взаимодействующих с упорами 20 борта. Борт оборудован опорами, качания, а платформа и подъемник - направляющими 27 для поддона и направляющими 28 для борта. Конструкция устройства 13 для сборки борта с поддоном аналогична конструкцию устрЬйства 12 для отделения борта от поддона. Линия работает следующим образом. Отформованные в формах-еагонетках I изделия 16 с помощью устройства 7 по-,, даются в камеру предварительной теркй обработки 5, за время перемещения в которой изделие приобретает распалубочную прочность. После достижения изделием рвспалубочной прочности формавагонетка 1 поступает на платформу 21 с нижа теп я 8, при этом смонтированный на платфррМе захват 22 входит в упоры 23, которыми оборудован поддон фор- мы-еагонетки. При опускании ппатфорлвл 21 захваты 22 взаимодействуют с упорами 23, а упоры 20 - с захватами 24. Таким образом, происходит отделение борта с изделием от поддона. Освободившийся поддон подается в тоннель 14 поддонов и с помощью конвейера 15 за время, равное ритму формования, перемещается иа подъемник 9. При обратном ходе платформы 21, снижатели установленные на платформе, дополнительные направляющие 28 воздействуют на опо{1ы качения 26, которыми снабжен борт. В результате этого воздействия борт с изделием приподнимается, после чего снижатепь 8 перемещается и подает борт с изделием в камеру 6, где по мере перемещения завершается тепловая обработка изделия. После окончательной тепловой обработки борт с изделием перемещается на пост распалубки в устройство 11 для извлечения изделия. Извлечение изделия 16 из борта 2 формы-вагонетки осуществляется путем воздействия снизу выталкивателя 17, смонтированного на. силовом цилиндре 18, при одновременном взаимодействии ограничителей 19с упорами 20 борта, предотвращающих его вертикальное перемещение. Извлеченное изделие с помощью мостового крана подается на склад готовой продукции, а борт 2 перемещается на платформу подъемника 9 в верхнем положении последней. Зс.тем платформа опускается ь нижний ярус, оставив борт на ограничителях 24, смонтированных на раме подъемника, и на.платформу транспортером 15 возврата поддонов по дают свободный поддон. При тодъеме платформы фиксаторы -поддона 3 формы Д входят в отверстие борта 2, в результате чего осуществляе ся сборка форкаь Собранная на подъемнике 9 форма перемешается аатем на расположевные в верхнем ярусе nocTji подготовительных операций 10, где осуществляется е чистка и смазка, установка арматуры и т.д. . . . : ... ... Благодаря совкющеиию оаерааий по транспортированию и ра 5оркв форм-вагов Tok, а -писжеавтоматизация процесса ваь влечения взаелкя.обеспечивается бояее вы сокая по сравивнию с сушестйуюяямв пн нвямв пронаводительность.. Изделие иа протяжении двух стадий теркюобработки находится в иеразъемяой раме, что гарантирует точные геометрические размеры, предотвращает появление деструктивных тр«аин в снижает вероятность механических повреждений граней. ор. мупа изобретен и я 1. Технологическая линия для изготовления бетонных изделий, содержашдя составлепиые из поддонов и бортч фррмы-«агонетки, конвейеры, расположенные в различных ярусах параллельно друг другу, подъемники-снижатши с ппатформами Установленные по концам конвейеров и размещенные на верхнем ярусе посты подготовки форм-вагонеток, их формовку и камеру предварительной термообработки, а на нижнем ярусе - камеру окончательной термообработки, пост распалубки и средства для перемещения форм-вагонеток, отличающаяс я тем, что, с целью увеличения проиаводитепьности, она снабжена дополнительным конвейером возврата поддонов форм агонеток, расположенным под фор- мукяпам конвейером, каждый из поДъемнввсж-фннжателей снабжен устройством дня сборки и разборки форм-вагонеток, а tiocT распадзгбкн - топкатеяем с оиорНой ttoBepxHOCTbKV п шторяющей форму .. л 2. Линия по tt. li о т н и ч а го щ а я:с я т« Ч1ч устройст&о Для сборки н разбО|ЖИ фор «вагонеток состоит из :ПОГшн:|Кных по стойкам упоров и заяваITOB,aaspeniiaiHMX на платформе подъем:ника- ;нвжйте1пя, причем упоры взаимодействуют с выступами борта, а захваты Входят в вааепаенпе с поддоном формы ваговетки. I Источншки информации, принятые во Ъвйкганве прв эвспёртизе I. Авторс й свидетельство СССР № 476165, 7л. 2ё В 5/О2, 1973. 5i, У торсвоё свиветельстео СССР tic заявке № азебОбО-29-33, клЛв 28 В S/OO, 1976.

| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления бетонных изделий | 1976 |
|
SU998117A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1986 |
|
SU1433807A1 |
| Конвейерная линия для изготовления бетонных и железобетонных изделий | 1980 |
|
SU950533A1 |
| Двухъярусная поточно-конвейерная линия для изготовления железобетонных изделий | 1973 |
|
SU476990A1 |
| ДВУХЪЯРУСНЫЙ СТАН для ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННЫХ НЗДЕЛИЙВСЕСОЮЗНАЯliAKHTBO^T^KliH'infAfБИБЛИОТЕКА | 1971 |
|
SU306002A1 |
| Двухярусный поточно-конвейерная линия для изготовления железобетонных изделий | 1975 |
|
SU555016A1 |
| Двухярусный стан для изготовления железобетонных изделий | 1976 |
|
SU602371A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU897518A1 |
| Технологическая линия для изготовления строительных изделий | 1979 |
|
SU856804A1 |
| Двухъярусная конвейерная линия для изготовления изделий из бетонных смесей | 1989 |
|
SU1622126A1 |
J
Jim
Тл
ШТ. иг. 2
663588 Б-е
