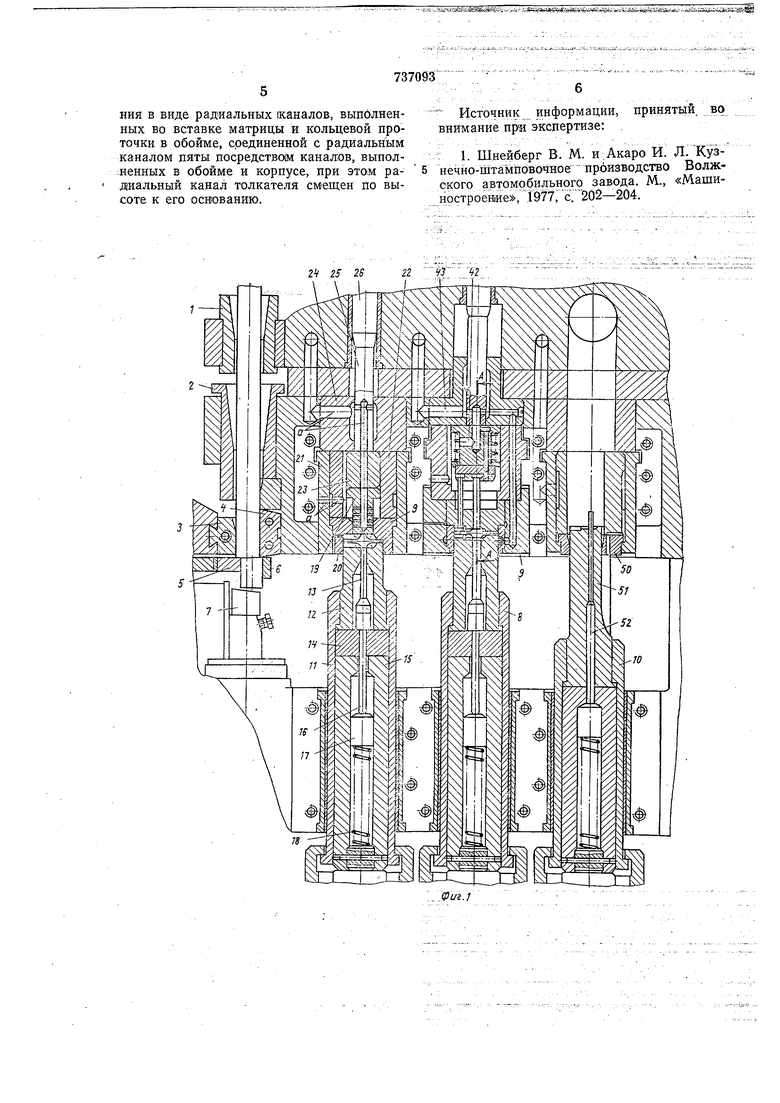
737093 . ,:--- --. ...,. - :rг --№;;-.;, .---,..- ... абочая ПОЛОСТЬ матрицы блока предва рительной штамповки образована подвйжJ 2:-,HbiM- элёментотя; вь1талкйвгпгелем 7Р и вё д1кри 519, запрессованной в обойму 21, в 1 о ё| 1сГубтановЛШУгвтулка прокладкой 23, опирающиеся на пяту 24. Стержень охлаждения 25 Опирается на толкатель 26 матричного блока. , .,,..,Систе |охлажден1ия .матрицы блока Йрёдва1рйтельнри Штамповки состоит из во 1111Ж Б 5ЩЖЩР- Жв ав пяте 2-, стёрж не охлаждения 25, выталкивателе 19, втул ке 22 к обойме 21. Конструкция пуансона блока оконча ; тельной штампрвки аналогична конструк Ш 1уансЬйаблока предварительной ШтаМповки. -: . Матрица окончательной штампов; Ки состоит из запрессованных в обойму 27 вставки 28 матрицы и кольцевой вставки 29. Корпус 30, опирающийся на пяту 31, крепится к обойме 27. Выталкиватели 32 и 33 помещены в крышку 34 и черёз прокладку 35 винтами 36 скреплены с вкладышем 37. Толкатель зрлотнйк 59 опирается на толкатель 26 матричного блокад Для . .|ьгаолнения толкателем 38 функций зйлотника «го /радиальное отверстие 39 смещено к основанию. Между прокладкой 35 и фланцем вдладыша 37 помещены пруж1ина 40 j шай уа 4L ,--у Система охлаждения матрицьГ блока окончательной щтампрвки из тол11 1 Г Т Яд 9.ЯТ™ 3Sr вбдоп6двВд щих leaна.лов 42-47, вьтрлненнь х сортве,тственнр ,корпусе, рбримё 1кЛадь1ше а так JK.& ,гх на кЛрннЫх прямых отвер стди Т в крльцевр вставке 29, кольцевой проточки 9,7вйпол| щнрй в обойм , . ОснвШьтмй раВочими детал миузла об- -pg5g -заусенца пркрвки является обрезная Ататрица 50 и обрезной пуансон 51 со сбрасывателем 52. Я - ч- .с ...... .oiS.iiSjt-..c. Многопозиционныи штамп работает еледующим образом. Напбзй1|и1б предварительной штамповки отрезанна я ofnpyTKa заготовка подает СяТ ШШ жнътм ножом 5 и приж Гмной планкой в момент, когда торец вьтталкивателя /9 вйдв йкутдо уррвня торц стрки 5.ТТри ходе главного ползуна {ТеД хЪдная заготовка вначале прижи Sfa efcftit выталкивателю 19 прижимом 13, выдвинутым из вставки 12 пуансона под действием пружины 18, что обеспечивает ее удержание при ножа и прижимной Планки. Затем происходит предва1р итёльна ч штамповка заготовки При обратном ходе поазуна полуфабри кат выт лживаетс я ш полости матрицы и держив ает я выталкивателем 19 и прижи йом ) момейта подхода и сведения клещей перекладчика.
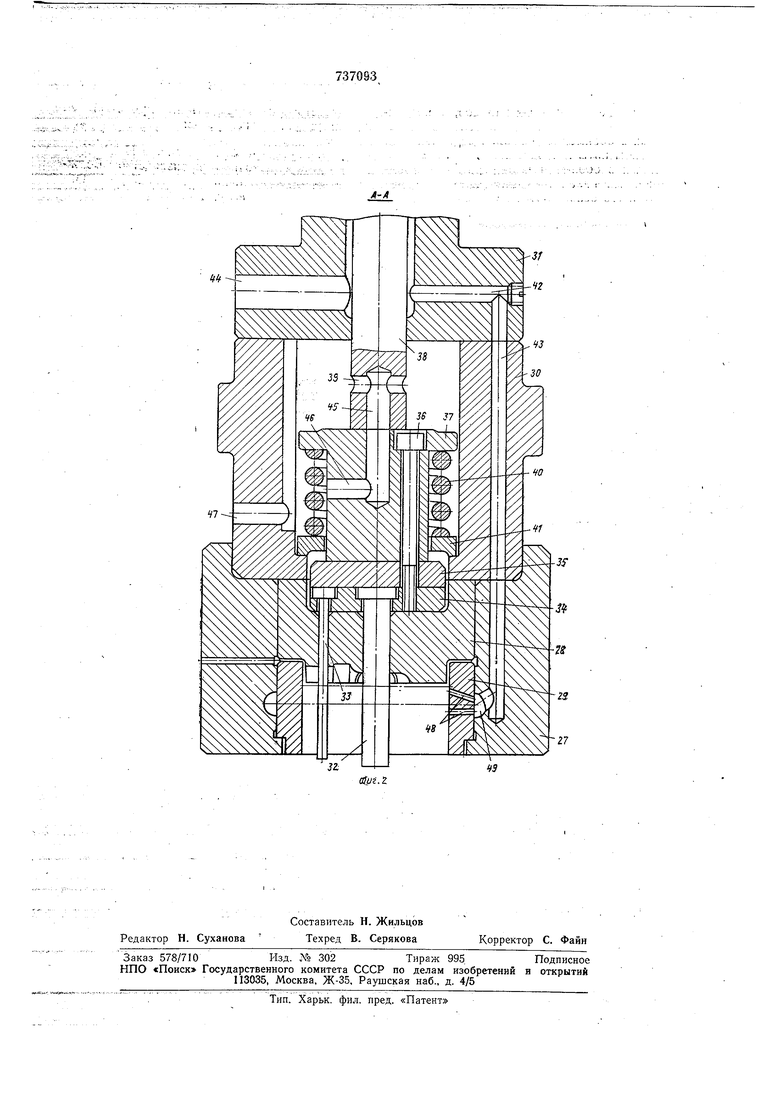
5Ьг--зэ- Ssra KUfc-rt -b Непрерывно поступающая в каналы системы охлаждения вода в этот момент по радиальным отверстиям выталкивателя 19 омывает рабочую поверхность вставки 20. Блок окончательной штампрви работает следующим образом. Т/Г В момент штамповки йода, прст пающая по каналу в полость пятьг 31 и по радиальным отверстиям 5Р и ; каналам 45 толкателя-золотника 38 и вкладыша 37, охлаждает .ггОвёрХности деталей, не конта/кти1рующие с горятам металлом, и идет на сброс. -у- :;- - На фиг. 2 изрбражен момент, когда отштампованная деталь извлечена из рабочёгб пространства матрицы, а ка.налы 45 толкателя-золотника 58 разобщены с полостью пяты 31. По сообщающимся между србой кана;1 ам. 42 и 43 пяты, корпуса и обоймы вода поступает в крльцевую. проточку обоймы 27, откуда пО рад иальным отверстиям 48 «ольцеврй вставки 29 омывает рабочие поверхности деталей матрицы. Пружина 40 служит для возврата выталкивателей 33 к 33 заподлицо с торцом :кольцевой вставки 29, 1кот01рые в момент выталкивания могут выступать за этот уровень, мешая работать перекладчику. Обрезка заусенца вьшрлняется с помрщью матрйцы КО й пуансрна сб сбрасывателем 52., Отделен1ие й ЬЖца от маттрицы производится Ъбдбй, поступающей через отверстйя в матрице. ; Штамп обесцёчивает повышение стойкости рабочего инструм.ента за счет интенсивного охлаждения рабочих поверхностей деталей матрицы водой тогда, когда при яалых диаметрах дьтт§лки.вателей сечения (расположенных в них врдрподврдящихкан4лрв,неДрстаточньт или отсутствуют. Так при щтамповке крестовины карданного вала автомобиля предложенным штампом экономия составляет 28 тыс руб. Формула изобретения Многопрзиционный штамп, содержащий блоки предварительной и окончательной штамповки, включающ ие пуансоны, установленные в обоймах, закрепленных в Основании, матрицы, состоящие из кольцевых вставок, установленных в обоймы, закреплег ные в корпусе, опирающемся на пяту, имеющую центральное отверстие и кольцевую дроточку до внутреннему Дйа,метру от ёрстйя, вытал| идате;1ь, установленный в полости матрицы, толкатель, размещенный в отверстии пяты, « систему о;слаждения в виде осевых и радиальных каналов, вьгпрднёйных в пяте, толкателе и вытaлк вaтeлe, Q т л и ч а ю щ и и с я тем, что, с целью увелй ченйя интенсивности юхлаждения и расширения технологических возможностей Ц1тампа, матрицы блока акончатедьной штамповки снабжены системой охлаждеНИИ в виде радиальных каналов, выполненных во вставке матрицы и кольцевой проточки в обойме, соединенной с радиальным каналом пяты посредством каналов, выполненных в обойме и корпусе, при этом радиальный канал толкателя смещен по высоте к его основанию. Источник информации, принятый, во внимание при экспертизе: 1. Шнейберг В. М. и.Акаро И. Л. нечно-штампбвочное производство Волжского автомобильного завода. М., «Машиностроеаие, 1977;сГ202-204.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для чистовой вырубки | 1977 |
|
SU662207A1 |
| Штамп для горячей объемной штамповки | 1989 |
|
SU1657268A1 |
| Штамп | 1980 |
|
SU899216A1 |
| УСТРОЙСТВО ДЛЯ БЕЗОТХОДНОГО ИЗГОТОВЛЕНИЯ ПЛОСКИХ ОСЕСИММЕТРИЧНЫХ ЗАГОТОВОК | 1997 |
|
RU2111824C1 |
| Штамп для объемной штамповки | 1986 |
|
SU1461579A1 |
| Комбинированный штамп | 1977 |
|
SU657899A1 |
| Комбинированный штамп | 1985 |
|
SU1286337A1 |
| ШТАМПОВАННАЯ ПРЕЦИЗИОННАЯ ПАТРОННАЯ ГИЛЬЗА | 2013 |
|
RU2732462C1 |
| ШТАМП-АВТОМАТ | 2000 |
|
RU2193941C2 |
| Штамп для холодной объемной штамповки | 1988 |
|
SU1579624A1 |
24 Z5 2S
««-:r
t3
