(Л
С



| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОДГОТОВКИ ДЕТАЛЕЙ ПОД ПАЙКУ | 2013 |
|
RU2569858C2 |
| СПОСОБ ПАЙКИ ТЕПЛООБМЕННИКА | 2013 |
|
RU2569856C2 |
| СПОСОБ СОЗДАНИЯ ТОКОПРОВОДЯЩИХ ДОРОЖЕК | 2012 |
|
RU2494492C1 |
| Способ бесфлюсовой пайки деталей | 1985 |
|
SU1276452A1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК И СОПЛОВОГО АППАРАТА ГАЗОВЫХ ТУРБИН | 2023 |
|
RU2818096C1 |
| Способ нанесения теплозащитного покрытия с двойным керамическим теплобарьерным слоем | 2022 |
|
RU2791046C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА СПЛАВАХ | 2002 |
|
RU2232206C1 |
| СПОСОБ ЗАЩИТЫ ДЕТАЛЕЙ ГАЗОВЫХ ТУРБИН | 2023 |
|
RU2818539C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ НА СПЛАВАХ | 1994 |
|
RU2073742C1 |
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ ИЗ МАГНИЯ И ЕГО СПЛАВОВ | 1999 |
|
RU2150534C1 |
Изобретение относится к пайке, в частности к способам подготовки перед пайкой поверхностей деталей корпусов СВЧ-моду- лей из алюминиевых сплавов. Цель изобретения - улучшение смачиваемости и повышение стабильности паяемости. Перед пайкой на соединяемые детали наносят двухслойное покрытие с легированным подслоем на основе никеля Компоненты внешнего слоя покрытия выбирают с меньшим сродством к кислороду, чем наиболее активный компонент легированного подслоя. Отношение толщины внешнего слоя к толщине подслоя составляет 0,02 - 0,2. После нанесения внешнего слоя производят отжиг деталей в интервале температур, при которых преобладает зернограничная диффузия легирующего компонента Затем осуществляют пайку. Способ позволяет повысить выход годного при изготовлении корпусов СВЧ- модулей. 1 табл.
Изобретение относится к пайке, в частности, к способам подготовки перед пайкой поверхностей деталей корпусов СВЧ-моду- лей, изготовленных из алюминиевых сплавов.
Цель изобретения - улучшение смачиваемости и повышения стабильности паяемо- сти.
Перед пайкой на соединяемые детали наносят двухслойное покрытие с легированным подслоем на основе никеля. Компоненты внешнего слоя покрытия выбирают с меньшим сродством к кислороду, чем наиболее активный компонент легированного подслоя. Соотношение толщин слоев составляет 0,02 - 0,2. После нанесения внешнего слоя производят отжиг деталей в интервале температур, при которых преобладает зернограничная диффузия легирующего компонента. Затем осуществляют пайку.
Состав двухслойного покрытия, толщину отдельных слоев и режим технологической адгезионной обработки выбирают с учетом свойств легирующих компонентов покрытия. Внешний слой выполняет роль регулятора (дозатора) диффузии на поверхность легирующего компонента из подслоя, а барьерная эффективность этого слоя обеспечивается термообработкой и правильным соотношением толщин слоев. Термообработка слоистой структуры, содержащей слои с легирующим элементом, имеющим высокое сродство к кислороду (фосфор, марганец), является необходимой технологической операцией, В процессе нагрева в легированном подслое за счет сегрегации легирующего компонента происходит формирование двух слоев, один из которых о
СП
VI со
обогащенный (сегрегированный) активным легирующим компонентом, а другой - обедненный им. Причем формирование сегреги- рованного слоя в данном способе происходит не на поверхности, а вблизи границы легированный подслой - внешний слой многослойного покрытия. Экспериментально установлено (послойной ОЖе- спектроскопией), что наличие межфазной границы не препятствует формированию в процессе нагрева двухслойной структуры. Сформированная термообработкой граница раздела фаз с одной стороны является барьером для диффузии вредных примесей из объема толстого слойного покрытия, а с другой стороны способствует образованию вблизи нее зоны повышенной концентрации легирующего компонента, который является раскислителем тонкого приле ающего слоя внешнего покрытия.
Если внешний слой наносится гальва- ническим способом, а легированный подслой - химическим, то возникающий в процессе нагрева градиент напряжений на границе химическое покрытие - гальваническое покрытие активирует процесс разделения (сегрегацию) компонентов химически осажденной многокомпонентной системы. Это обстоятельство также является причиной повышения активности внешнего слоя за счет формирования в области границы раздела фаз сравнительно тонкого слоя активной примеси из подслоя, которая частично раскисляет внешний слой покрытия.
Отжиг тугоплавких покрытий (на основе никеля, меди, палладия и др.) должен про изводиться при температуре не выше 230°С, так как именно в этом температурном интервале в системе металлов, имею щих высокую температуру плавления, процесс диффузии происходит преимущественно по границам зерен.
С повышением температуры увеличивается вероятность связывания легирующего компонента в химическое соединение. В этом случае диффузия легирующего компонента в свободном состоянии затруднитель- на и раскисление внешнего слоя легирующим компонентом не представляется возможным. Применение при отжиге восстановительной или инертной среды способствует диффузии легирующего компонента.
Рассмотрим влияние соотношения толщин слоев многослойного покрытия на пая- емость.
Первоначально наносимое на труднопаяемые материалы, как правило, химическим способом легированное покрытие -выполняет одновременно атикоррозионную защитную функцию по отношению к основному материалу.
Обычно толщина покрытия в этом случае составляет h 9 - 18 мкм. При уменьшении толщины покрытия на таких материалах как алюминий и титан возможно растрескивание и нарушение сплошности покрытия в условиях циклического изменения температуры. Увеличение толщины покрытия более
0 18 мкм приводит к увеличению напряженности в верхних слоях покрытия и его скалыванию. Чем тоньше верхний слой, тем активнее происходит его раскисление легирующим компонентом из подслоя.
5Однако при отношении толщины внешнего слоя к толщине подслоя менее 0 02 барьерная эффективность внешнего слоя уменьшается, вследствие чего легирующий компонент свободно диффундирует на по0 верхность и окисляется.
Увеличение отношения толщины внешнего слоя к толщине подслоя более 0,2. как экспериментально установлено, практически исключает воздействие в процессе пай5 ки легирующего компонента на паяемость внешнего слоя.
Важным условием, обеспечивающим реализацию предлагаемого способа улучшения паяемости, является соблюдение си0 отношения активностей к кислороду компонентов легированного покрытия и компонентов внешнего слоя.
Как показали эксперименты, раскисление материала легирующей добавкой воз5 можно только в том случае, если сродство к кислороду легирующего компонента выше, чем сродство к кислороду материала основы, вследствие чего и раскисление верхнего слоя металлического покрытия за счет диф0 фузии легирующей добавки из подслоя многослойного покрытия возможно только в случае, когда компоненты внешнего слоя металла или сплава обладают меньшим сродством к кислороду, чем наиболее активный
5 компонент внешнего слоя покрытия.
Пример. Подготовка поверхности деталей перед пайкой.
Перед нанесением покрытия детали из сплава АМц обрабатывают травлением в
0 NaOH, затем в растворе НМОз+ HF осветляют в НМОз, и промывают в деионизованной воде. Далее наносят химическим способом легированное покрытие никель-форфор (до 12% Р), в качестве подслоя используя элек5 тролит следующего состава: Серно-кислый
никель NiS04-7H2020 -- 25 г/л
Гипофосфит натрия25 - 30 г/л
Уксусная кислота ледяная г/л Уксусно-кислый натрий 10 - 15 г/л
Молочная кислота30 - 35 мл
Гиомочевинэ0,001 - 0,0032 г/л
Характеристика электролита: р - 4.1 4.2; Твамны 78 - 82°С.Толщина легированного подслоя никель-фосфор составляет 18 мкм.
После нанесения подслоя детали отжигают в водороде или на воздухе при 200 -- 230°С в течение 1 ч для обеспечения адгезионного сцепления покрытия и материала основы.
После отжига поверхность деталей декапируют в растворе НМОз, промывают в деионизованной воде и наносят гальваническим способом внешний слой никеля толщиной 1 мкм. Отношение толщины верхнего слоя к толщине легированного подслоя составляет не менее 0,056.
Затем детали отжигают в инертной или восстановительной среде (азот или водород с температурой точки росы не выше 40°С). Режим отжига выбирают в интервалетемпе- ратур 200 - 230°С при времени выдержки 1 ч.
После такой обработки на поверхности внешнего слоя покрытия деталей методами ОЖе-спектроскопии и вторичной ионной масс-спектроскопии регистрируют отсутствие или наличие фосфора, по которой судят о склонности поверхности к окислению.
Детали, успешно прошедшие все виды испытаний на пяемость по рассмотренной
технологической цепочке, имеют поверхно сти. пригодные для проведения операций сборки СВЧ-узлов в условиях промышленного производства. В случае смачивания
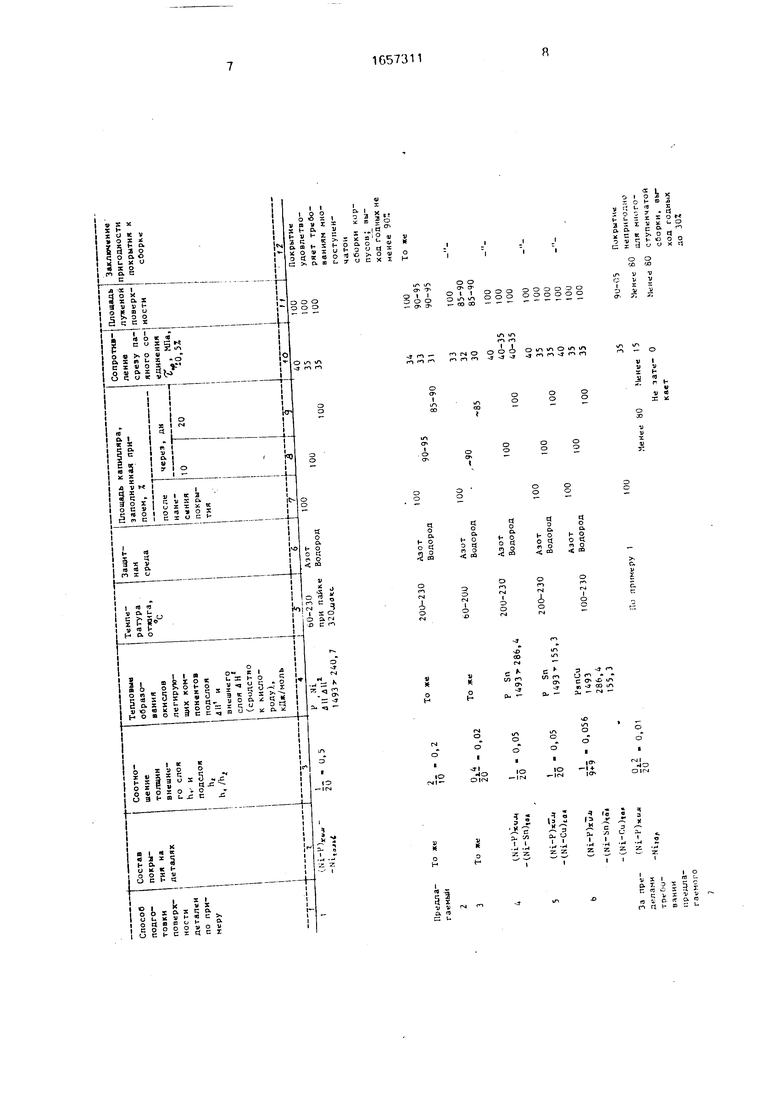
припоем менее 80% площади подготовка поверхности считается неудовлетворительной. Результаты испытаний приведены в таблице.
Использование предлагаемого способа
позволит повысить выход годного при изготовлении корпусов СВЧ-модулей.
Формула изобретения
Способ изготовления алюминиевых
корпусов модулей, включающий нанесение двухслойного покрытия с легированным. подслоем на основе никеля и пайку, отличающийся тем, что, с целью улучшений
смачиваемости и повышения стабильности1, паяемости за счет дозированного легирования внешнего слоя компонентами подслоя, отношение толщины внешнего слоя к толщине подслоя составляет 0,02 - 0,2, а компоненты внешнего слоя покрытия выбирают с меньшим сродством к кислороду, чем наиболее активный компонент легированного подслоя, при этом после нанесения внешнего слоя детали отжигаю в интервале температур, при которых преобладает зернограничная диффузия легирующего компонента.
Предла- То же гэемын
Го - ° 2
To же
°1 - 0,02 20
(.NL-V)«u.4 -(Ni-Sn),.,
(Ni-P)x.u -(Ni-Cu)m«
(Ni-V)scu
-INi-bnJtf
-(Ni-r,u),«,
(Ni-P)xuj,
-Ni.a,
20
1 20
1 9+9
0,05
0,05
. 0,056
°d - 0,01 20
o
100
IP
40 35 35
I t
Too
100 100
Z
Покрытие удовлетворяет требованиям многоступенчатом
сборки корпусов выход годных не менее 90
То же
С1 (Л
-J W
0,05
эз
. 0,056
прчмеРУ
100
35
Менее 80Менее 15
Не тате- О каст
Покрытие непригодно Менее ЬО цля Н1К,ГОМенее 80 ступенчатой сборки, выход годных до 301
Примечание. Теплоты образования окислов элементов л н.
То же
ГЛ
.
гчах.
приведены в соответствии с известным способом.
| Электронная техника | |||
| Сер | |||
| Электроника СВИ, 1979, вып | |||
| Способ восстановления хромовой кислоты, в частности для получения хромовых квасцов | 1921 |
|
SU7A1 |
