Изобретение относится к оборудованию пганной промышленности и предназначено для формирования протектора путем навивки резиновой ленточки на каркас покрьпики.
Целью изобретения является повышение качества навивки за счет обеспечения равномерного распределения заданного количества резино- вой смеси в заданном профиле протектора.
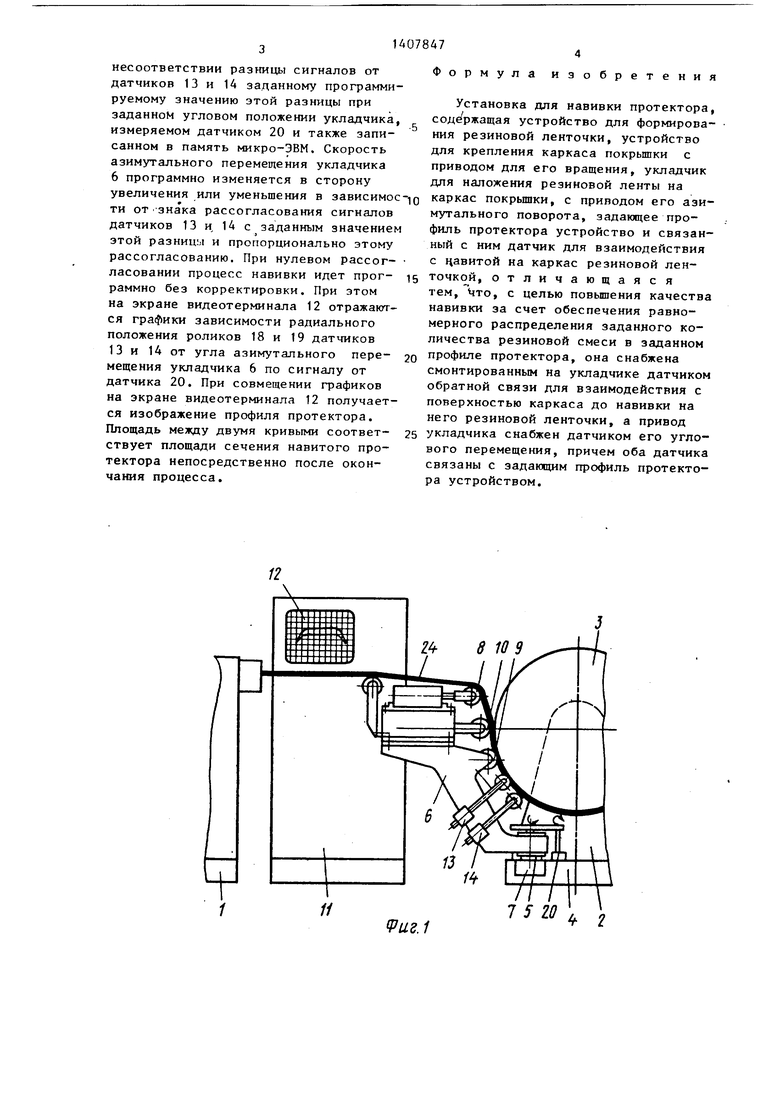
На фиг. 1 изображена установка, общий вид; на фиг. 2 - схема расположения датчиков.
Установка для навивки протектора содержит устройство для формировани резиновой ленточки в виде червячной машины 1, устройство 2 для крепления каркаса 3 покрьппки, установленн на раме 4 и имеющее привод для его вращения (не показан). На раме 4 поворотной оси 5 смонтирован укладчик 6 для наложения резиновой ленты на каркас покрьшки с приводом 7 его азимутального дискретного поворота. На укладчике 6 установлены подающий ролик 8, прижимной ролик 9 и прика- точные ролики 10.
Установка снабжена задающим про- филь протектора устройством 11 на базе микро-ЭВМ, выход которой связан с видеотерминалом 12, приводом червячной мащины 1,приводом вращения каркаса 3 и приводом 7.
В микро-ЭВМ заложена программа, задающая профиль навиваемого протектора с возможностью коррекции в процессе навивки.
Установка имеет также датчик 13 для взаимодействия с навитой на каркас 3 резиновой ленточкой и датчик 14 обратной связи для взаимодействия с поверхностью каркаса 3 до навивки на него резиновой ленточки. Каждый из датчиков 13 и 14 содержит потенциометр 15, на валу которого установлено зубчатое колесо 16, находящееся в зацеплении с зубчатыми рейками 17, закрепленными на укладчике 6 с возможностью возвратно-пос тупательного перемещения.
Зубчатые рейки 17 снабжены роликами 18 и 19. Ролик 18 смонтирован с возможностью взаимодействия с наружным контуром каркаса до навивки резиновой ленты, а ролик 19 - с наружным itoHTypoM навиваемого протектора по мере навивки ленты. Привод
укладчика 6 также снабжен датчиком 20, вьтолненным в виде закрепленного на раме 4 потенциометра 21, на валу которого установлено зубчатое колесо 22, находящееся в зацеплении с зубчатым колесом 23, установленным на поворотной оси 5. Входы устройства 11 связаны с датчиками 13, 14 и 19.
Установка работает следующим образом.
Резиновая лента 24 из червячной машины 1 поступает на подаюсций ролик 8 укладчика 6. Последний подводят к каркасу 3 до контакта с прижимным роликом 9. Подающий ролик 8 приводят в контакт с поверхностью каркаса 3 и приклеивают конец резиновой ленты к поверхности каркаса. После наложения одного витка ленты на вращающийся каркас подающий ролик 8 отходит от каркаса, не препятствуя прикатке ленты 24 роликами 10.
Резиновая лента 24 спирально навивается на каркас 3 азимутально перемещаемым укладчиком 6, формирующим заданный профиль протектора в соответствии с программой, заложенной в память микро-ЭВМ устройства 11. В процессе навивки ролики 18 и 19 датчиков 13 и 14 обкатьгоают поверхность каркаса перед наложением последующего витка и после его наложения, формируя выходные сигналы, пропорциональные изменению поперечного наружного контура каркаса 3 до и после навивки ленты, причем их разность соответствует толщине формируемого массива резины при заданном положении укладчика, а датчик 20 углового положения укладчика 6 при его повороте формирует выходной сигнал, пропорциональный -углу поворота укладчика. Поскольку датчик 13 сдвинут вперед относительно датчика 14 по ходу поступления ленты 24 на некоторый угол с( , значение сигнала, поступающего от него, запоминается микро-ЭВМ и затем программно вызывается из соответствующего регистра запоминающего устройства микро-ЭВМ. Таким образом, осуществляется сканирование наружных контуров каркаса и формируемого протектора в одной секущей плоскости.
Программа навивки протектора резиновой лентой, занесенная в память микро-ЭВМ, составлена с учетом внесения коррекции в процессе навивки при
несоответствии разницы сигналов от датчиков 13 и 14 заданному программируемому значению этой разницы при заданном угловом положении укладчика, измеряемом датчиком 20 и также записанном в память микро-ЭВМ. Скорость азимутального перемещения укладчика 6 программно изменяется в сторону
рмула
изобретения
Установка для навивки протектора, содержащая устройство для формирования резиновой ленточки, устройство для крепления каркаса покрьшки с приводом для его вращения, укладчик для наложения резиновой ленты на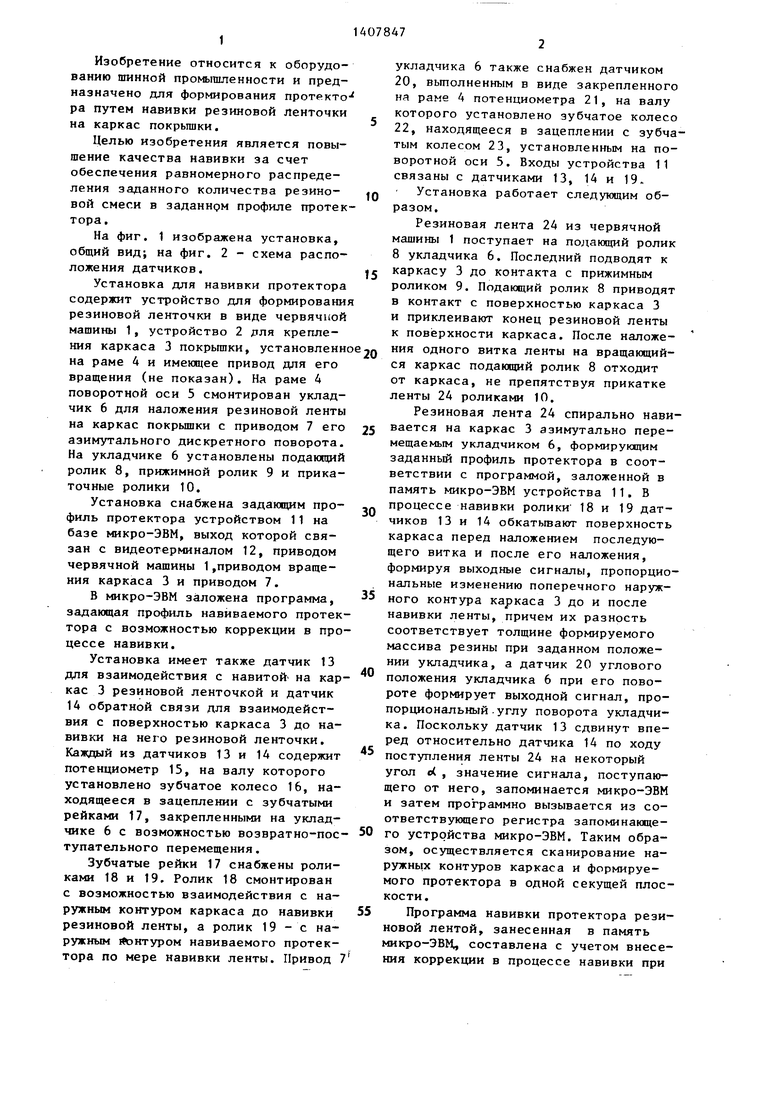
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования протектора | 1989 |
|
SU1657409A1 |
| Установка для наложения протектора ленточкой | 1981 |
|
SU960045A2 |
| Устройство для навивки протектора ленточкой | 1985 |
|
SU1260244A1 |
| Устройство для наложения протектора ленточкой | 1979 |
|
SU856849A2 |
| Устройство для наложения протектора ленточкой | 1983 |
|
SU1118546A1 |
| ВСЕСОЮЗНАЯ шт •^^-1^.:г-.Л7Г;:.ИДЙ- БИБЛИОТЕКА [ | 1973 |
|
SU368081A1 |
| Устройство для наложения протектора ленточкой | 1986 |
|
SU1390067A2 |
| Способ изготовления протекторных заготовок | 1984 |
|
SU1154110A1 |
| Установка для наложения протектора ленточкой | 1980 |
|
SU889472A2 |
| Установка для наложения протектора ленточкой | 1980 |
|
SU899365A2 |
Изобретение предназначено для формирования протектора путем навивки резиновой ленточки при изготовлении и восстановлении покрьшек пневматических шин. Цель изобретения - повьппение качества навивки за счет обеспечения равномерного распределения заданного кЬличества резиновой смеси в заданном профиле протектора. Для этого установка снабжена смонтированным на укладчике датчиком обратной связи для взаимодействия с поверхностью каркаса до навивки на него резиновой ленточки. Привод укладчика снабжен датчиком углового перемещения укладчика. Оба датчика связаны с задающим профиль протектора устройством. Устройство позволяет в случае каких- либо отклонений контура каркаса от заданного путем формирования системой управления управляющих импульсов корректировать запрограммированное значение шага навивки с целью обеспечения равномерного распределения заданного количества резиновой смеси в заданном профиле протектора, что позволяет значительно уменьшить вероятность возникновения стетичес- кого и динамического дисбалансов. Кроме того, установка позволяет вести визуальное наблюдение на экране видеотерминала, сравнивая изображение заданного сечения протектора и реально навиваемого, следить за достоверностью воссоздания заданного протектора. 2 ил. с в (Л 00 4ib -Kj
увеличения или уменьщения в зависимос- д каркас покрышки, с приводом его азити от знака рассогласования сигналов датчиков 13 и, 14 с заданным значение этой разницы и пропорционально этому рассогласованию. При нулевом рассогласовании процесс навивки идет программно без корректировки. При этом на экране видеотерминала 12 отражаются графики зависимости радиального положения роликов 18 и 19 датчиков 13 и 14 от угла азимутального перемещения укладчика 6 по сигналу от датчика 20. При совмещении графиков на экране видеотерминала 12 получается изображение профиля протектора. Площадь между двумя кривыми соответствует площади сечения навитого протектора непосредственно после окончания процесса.
мутального поворота, задающее профиль протектора устройство и связанный с ним датчик для взаимодействия с навитой на каркас резиновой ленточкой, отличающаяся
тем, 1то, с целью повышения качества навивки за счет обеспечения равномерного распределения заданного количества резиновой смеси в заданном
профиле протектора, она снабжена
смонтированным на укладчике датчиком обратной связи для взаимодействия с поверхностью каркаса до навивки на него резиновой ленточки, а привод
укладчика снабжен датчиком его углового перемещения, причем оба датчика связаны с задающим профиль протектора устройством.
(Риг.1
7 5 20
15 16 17
/7
(риг. 2
| Патент США № 3497408, кл | |||
| Упругое экипажное колесо | 1918 |
|
SU156A1 |
| Кинематографический аппарат | 1923 |
|
SU1970A1 |
| Патент США № 4551806, кл | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
