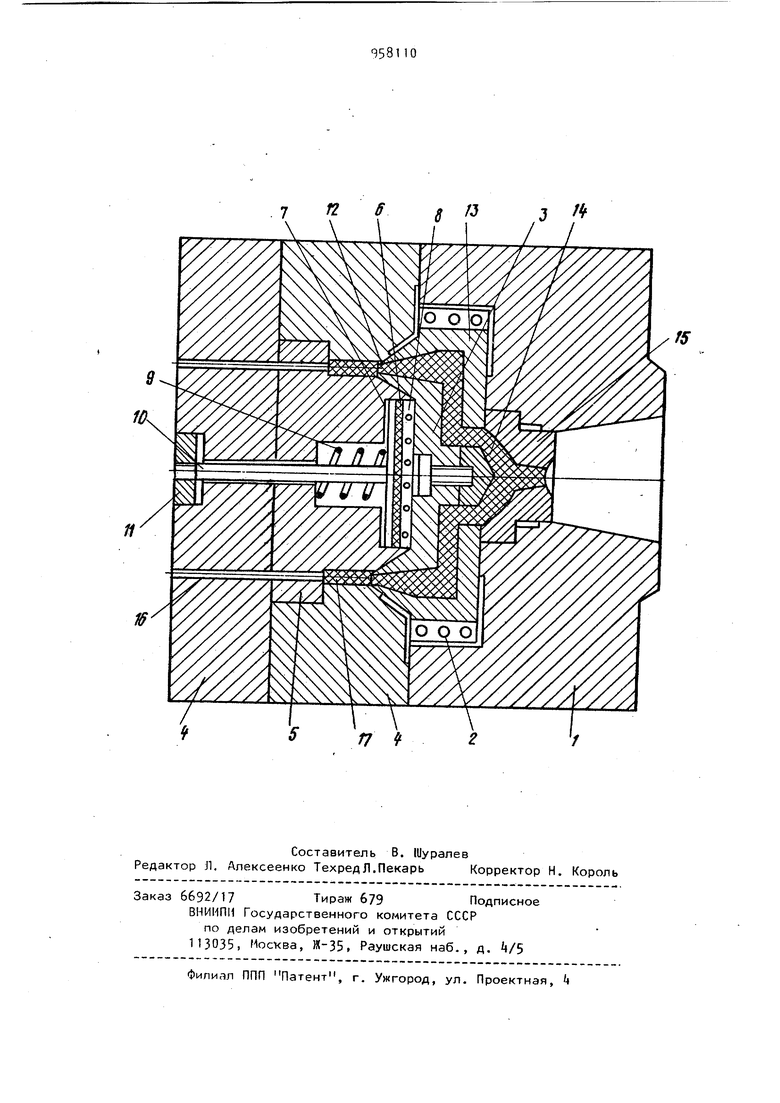
Изобретение относится к переработ ке пластмасс и может быть использова но для изготовления из них изделий в литьевых формах. Наиболее близкой к предлагаемой является литьевая форма для изделий из полимерных материалов, содержащая матрицу, пуансон, литниковую плиту с электронагревательными элементами и выталкиватели 1. Однако в известной форме невозмож но изготавливать кольцеообразные изделия с замкнутым контуром. Цель изобретения - обеспечение возможности изготовления кольцеобразных изделий с замкнутым контуром. Поставленная цель достигается тем, что литьевая форма для изделий из полимерных материалов, содержащая матрицу, пуансон, литниковую плиту с электронагревательными элементами и выталкиватели, снабжена сердечником, закрепленным в литниковой плите, и размещенным на пуансоне подIпружиненным элементом с электронагревателями, закрепленным на штоке, установленном а пуансоне с возможностью ограниченного перемещения отнocиteльнo него. Электронагреваемый тарельчатый элемент предотвраидает застывание . полимерного материала в литниковом канале со стороны сердечника и способствует равномерному заполнению формующей полости расплавом. На чертеже показана литьевая форма, разрез. Литьевая форма содержит неподвижно литниковую плиту 1 с электронагрезательными элементами 2 и закрепленным в ней сердечником 3, подвижную плиту k с жестко закрепленным в ней пуансоном 5, на котором размещен с теплоизоляционной прокладкой 6 тарельчатый элемент 7 с электронагреватедями 8, подпружиненный упругим элементом 9. Шток 10, жестко закрепленный в тарельчатом
элементе 7, установлен впуансоне 5 с возможностью ограниченного перемещения за счет взаимодействия ограничителя 11 с подвижной плитой k.
Кольцевой литниковый канал 12 образован вставкой 13 установленной в литниковой плите, и сердечником 3.
Центральный литниковый канал И выполнен в литниковой втулке 15.
Выталкиватели 16 изделия из формующей полости 17, образованной матрицей и пуансоном 5. размещены в под вижной плите и пуансоне 5,
Форма работает следующим образом.
В ходе работы, независимо от взаимного положения пуансона и матрицы, нагревательными элементами 2, установленными в литниковой плите 1, по командам контрольно-измерительной аппаратуры поддерживается на заданном уровне температура каналов 12 и . При смыкании формы осуществляется нагрев сердечника 3 тарельчатым элементом 7, плотность контакта которых обеспечивается упругим элементом 9.
После подачи расплава в формующую полость 17 и технологической выдержки производится разъем формы, в процессе которого тарельчатый элемент 7 контактирует с сердечником 3 до тех пор, пока ограничитель 11 не упрется в подвижную плиту k. Далее тарельчатый элемент 7 отводится от сердечника 3, перемещаясь совместно с пуансоном 5 и подвижной плитой , а изделие удаляется из формующей полости 17.выталкивателями 16. Использование предлагаемой литьевой формы позволит изготавливать кольцеобразные изделия с замкнутым контуром и повысить надежность работы оборудования.
Формула изобретения
Литьевая форма для изделий из полимерных материалов, содержащая матрицу, пуансон, литниковую плиту с электронагревательными элементами и выталкиватели,отличающая с я тем, что, с целью обеспечения возможности изготовления кольцеобразных изделий с замкнутым контуром, она снабжена сердечником, закрепленным вЛИТНИКОВОЙ плите,- и размещенным на пуансоне подпружиненным
элементом с электронагревателями, заю- реПленным на штоке, установленном в пуансоне с возможностью ограниченного перемещения относительно него. Источники информации,
принятые во внимание при экспертизе
1. Авторское свидетельство СССР If 2366f J, кл. В 29 С 5/00, 1966. (прототип) . 7 f 17 # //
| название | год | авторы | номер документа |
|---|---|---|---|
| Литьевая форма для изготовления полимерных изделий с арматурой | 1981 |
|
SU954241A1 |
| Литьевая форма | 1976 |
|
SU604703A1 |
| Литьевая форма для изготовления полимерных изделий | 1988 |
|
SU1659214A1 |
| Способ изготовления изделий из термопластов литьем под давлением | 1979 |
|
SU1043018A1 |
| Литьевая форма для изделий из термопластов | 1981 |
|
SU981001A1 |
| Литьевая форма для изготовления изделий из полимерных материалов | 1981 |
|
SU1031742A1 |
| Литьевая форма с двухступенчатой системой выталкивания | 1980 |
|
SU897542A1 |
| Литьевая форма для изготовления полимерных изделий | 1982 |
|
SU1054074A1 |
| Литьевая форма для изготовления изделий с арматурой | 1987 |
|
SU1509268A1 |
| Литьевая форма для изготовления полимерных изделий с внутренней резьбой | 1987 |
|
SU1435468A1 |