Изобретение относится к обработке металлов давлением и может быть использовано для изготовления деталей из полосового и ленточного материала.
Цель изобретения - повышение надежности работы и производительности процесса подачи.
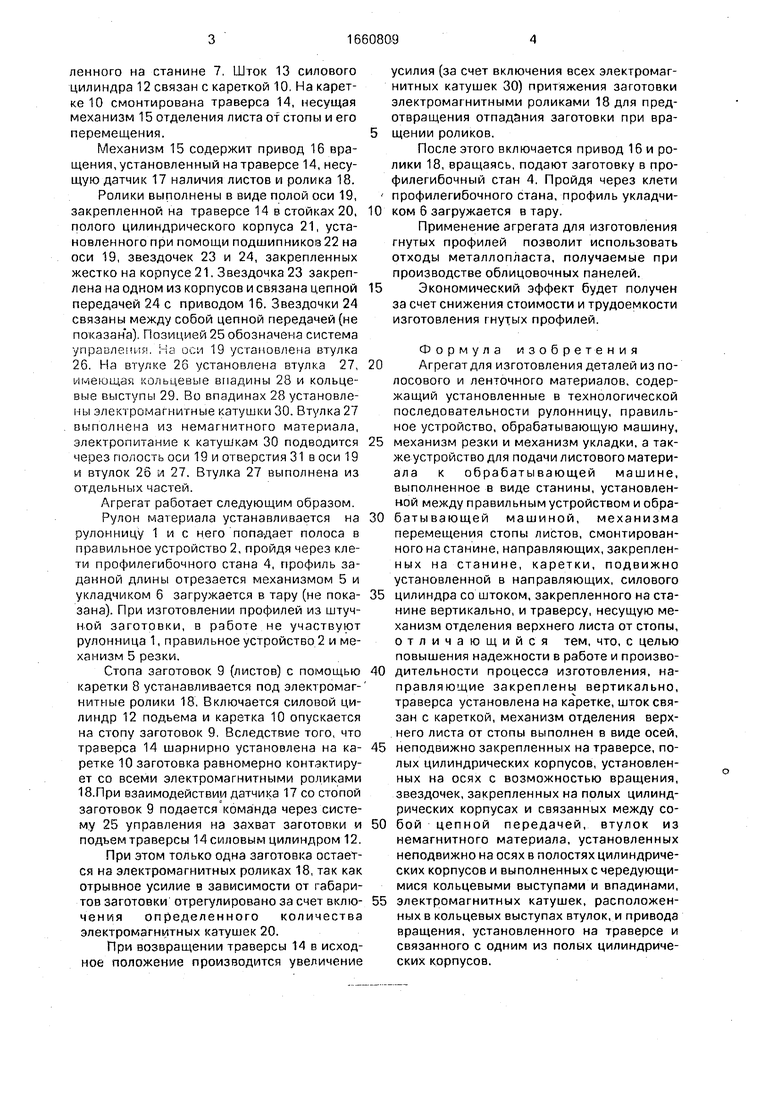
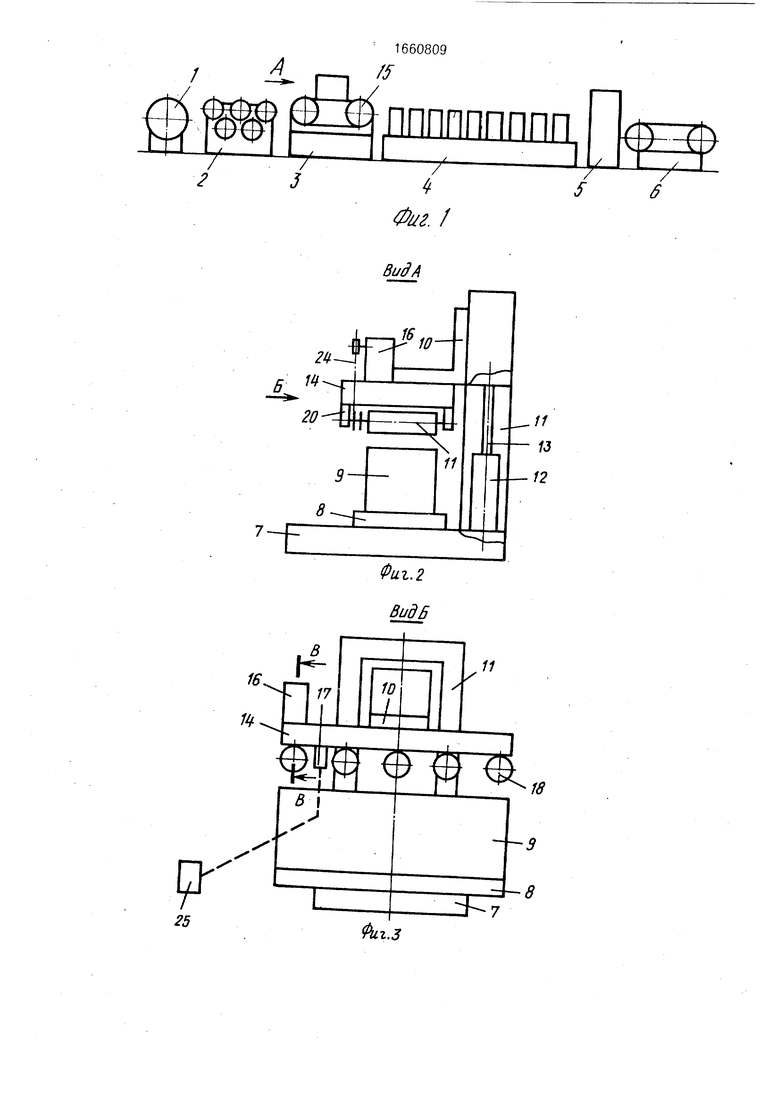
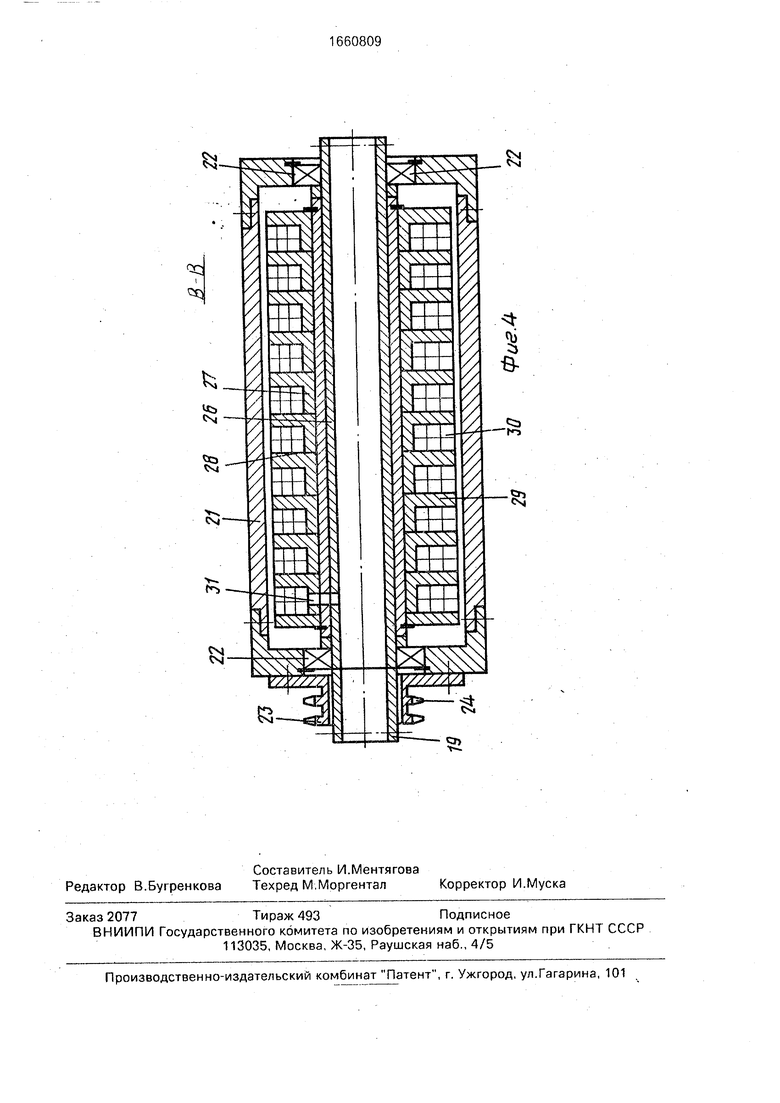
На фиг. 1 изображен агрегат для изготовления деталей из полосового и ленточного материала; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 - разрез В-В на фиг. 3.
Агрегат содержит рулонницу 1, правильное устройство 2, устройство 3 для отделения листа от стопы и его перемещения, профилегибочный стан 4 (обрабатывающую машину), механизм 5 резки, и укладчик деталей 6.
Устройство 3 содержит станину 7, каретку 8, являющейся кассетой для размещения стопы листов 9, каретку 10, направляющие 11 для перемещения каретки 10 закрепленные вертикально на станине 7, привод подъема каретки 10, выполненный в виде силового цилиндра 12, вертикально закреп ™
ленного на станине 7, Шток 13 силового цилиндра 12 связан с кареткой 10. На каретке 10 смонтирована траверса 14, несущая механизм 15 отделения листа от стопы и его перемещения.
Механизм 15 содержит привод 16 вращения, установленный на траверсе 14,несущую датчик 17 наличия листов и ролика 18. Ролики выполнены в виде полой оси 19, закрепленной на траверсе 14 в стойках 20, полого цилиндрического корпуса 21, установленного при помощи подшипников 22 на оси 19, звездочек 23 и 24, закрепленных жестко на корпусе 21. Звездочка 23 закреплена на одном из корпусов и связана цепной передачей 24 с приводом 16. Звездочки 24 связаны между собой цепной передачей (не показана). Позицией 25 обозначена система управления. Кг оси 19 установлена втулка 26. На втулке 26 установлена втулка 27, имеющая кольцевые впадины 28 и кольцевые выступы 29. Во впадинах 28 установлены злею роматнитные катушки 30. Втулка 27 выполнена из немагнитного материала, электропитание к катушкам 30 подводится через полость оси 19 и отверстия 31 в оси 19 и втулок 26 и 27. Втулка 27 выполнена из отдельных частей.
Агрегат работает следующим образом. Рулон материала устанавливается на рулоиыицу 1 и с него попадает полоса в правильное устройство 2, пройдя через клети профилегибочного стана 4, профиль заданной длины отрезается механизмом 5 и укладчиком 6 загружается в тару (не показана). При изготовлении профилей из штучной заготовки, в работе не участвуют рулонница 1, правильное устройство 2 и механизм 5 резки.
Стопа заготовок 9 (листов) с помощью каретки 8 устанавливается под электромагнитные ролики 18. Включается силовой цилиндр 12 подъема и каретка 10 опускается на стопу заготовок 9. Вследствие того, что траверса 14 шарнирно установлена на каретке 10 заготовка равномерно контактирует со всеми электромагнитными роликами 18.При взаимодействии датчика 17 со стопой заготовок 9 подается команда через систему 25 управления на захват заготовки и подъем траверсы 14 силовым цилиндром 12. При этом только одна заготовка остается на электромагнитных роликах 18, так как отрывное усилие в зависимости от габаритов заготовки отрегулировано за счет включения определенного количества электромагнитных катушек 20.
При возвращении траверсы 14 в исходное положение производится увеличение
усилия (за счет включения всех электромагнитных катушек 30) притяжения заготовки электромагнитными роликами 18 для предотвращения отпадания заготовки при вращении роликов.
После этого включается привод 16 и ролики 18, вращаясь, подают заготовку в про- филегибочный стан 4. Пройдя через клети профилегибочного стана, профиль укладчи0 ком 6 загружается в тару.
Применение агрегата для изготовления гнутых профилей позволит использовать отходы металлопласта, получаемые при производстве облицовочных панелей.
5 Экономический эффект будет получен за счет снижения стоимости и трудоемкости изготовления гнутых профилей.
Формула изобретения
0 Агрегат для изготовления деталей из полосового и ленточного материалов, содержащий установленные в технологической последовательности рулонницу, правильное устройство, обрабатывающую машину,
5 механизм резки и механизм укладки, а также устройство для подачи листового матери- ала к обрабатывающей машине, выполненное в виде станины, установленной между правильным устройством и обра0 батывающей машиной, механизма перемещения стопы листов, смонтированного на станине, направляющих, закреплен- ных на станине, каретки, подвижно установленной в направляющих, силового
5 цилиндра со штоком, закрепленного на станине вертикально, и траверсу, несущую механизм отделения верхнего листа от стопы, отличающийся тем, что, с целью повышения надежности в работе и произво0 дительности процесса изготовления, направляющие закреплены вертикально, траверса установлена на каретке, шток связан с кареткой, механизм отделения верхнего листа от стопы выполнен в виде осей,
5 неподвижно закрепленных на траверсе, полых цилиндрических корпусов, установленных на осях с возможностью вращения, звездочек, закрепленных на полых цилиндрических корпусах и связанных между со0 бой цепной передачей, втулок из немагнитного материала, установленных неподвижно на осях в полостях цилиндрических корпусов и выполненных с чередующимися кольцевыми выступами и впадинами,
5 электромагнитных катушек, расположенных в кольцевых выступах втулок, и привода вращения, установленного на траверсе и связанного с одним из полых цилиндрических корпусов.
/
2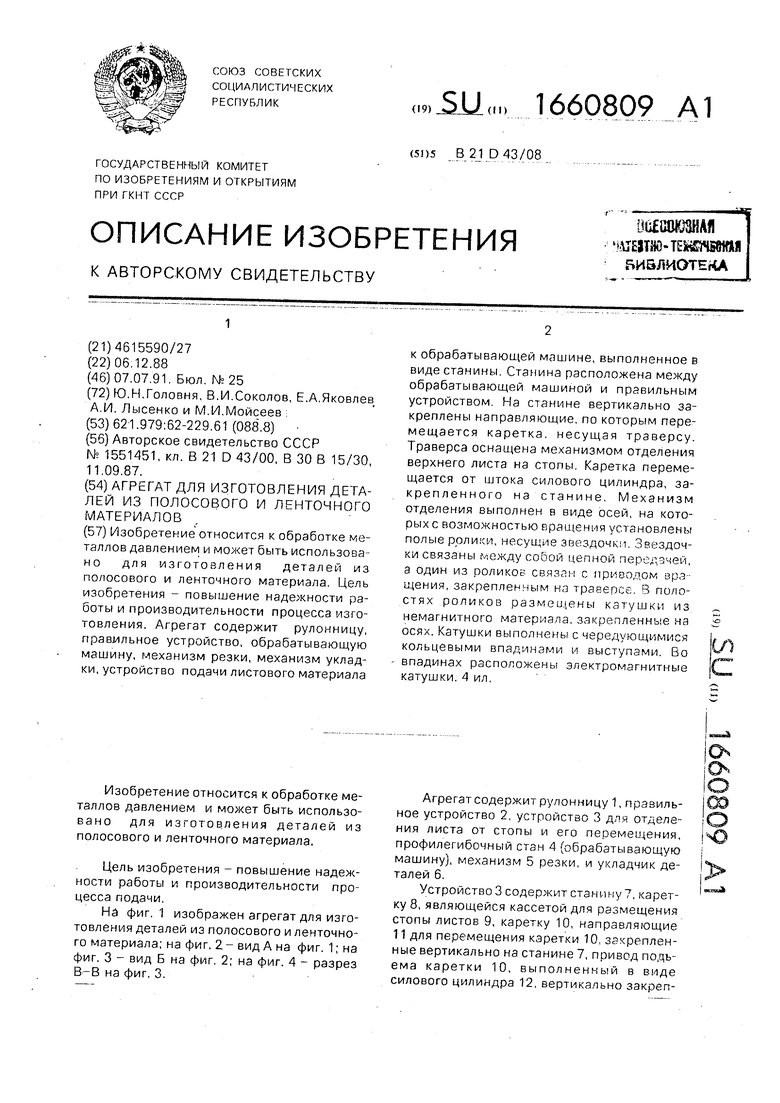
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления деталей из ленточного материала | 1982 |
|
SU1098622A1 |
| Устройство для изготовления гнутых профилей | 1982 |
|
SU1094643A1 |
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
| Автоматическая линия штамповки и профилирования длинномерных деталей из тонколистовой рулонной ленты | 1983 |
|
SU1232326A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЯ | 2015 |
|
RU2586367C1 |
| Способ изготовления деталей из ленточного материала | 1983 |
|
SU1199371A1 |
| Устройство для отделения плоской заготовки от стопы и подачи ее к обрабатывающей машине | 1983 |
|
SU1098623A1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| Комплекс для штамповки деталей из полосового и ленточного материала | 1983 |
|
SU1199379A1 |
| Устройство для натяжения движущейся полосы | 1990 |
|
SU1697945A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления деталей из полосового и ленточного материала. Цель изобретения - повышение надежности работы и производительности процесса изготовления. Агрегат содержит рулонницу, правильное устройство, обрабатывающую машину, механизм резки, механизм укладки, устройство подачи листового материала к обрабатывающей машине, выполненное в виде станины. Станина расположена между обрабатывающей машиной и правильным устройством. На станине вертикально закреплены направляющие, по которым перемещается каретка, несущая траверсу. Траверса оснащена механизмом отделения верхнего листа на стопы. Каретка перемещается от штока силового цилиндра, закрепленного на станине. Механизм отделения выполнен в виде осей, на которых с возможностью вращения установлены полые ролики, несущие звездочки. Звездочки связаны между собой цепной передачей, а один из роликов связан с приводом вращения, закрепленным на траверсе. В полостях роликов размещены катушки из немагнитного материала, закрепленные на осях. Катушки выполнены с чередующимися кольцевыми впадинами и выступами. Во впадинах расположены электромагнитные катушки. 4 ил.
Фиг. 2 ВидБ
11
Фиг.З
fc
И
n
| Автоматический комплекс для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1551451A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
