Изобретение относится к холодной обработке металлов давлением и может быть использовано для изготовления деталей из ленточного материала.
Известна линия для изготовления деталей из ленточного материала, содержащая расположенные в технологической последовательности рулонницу, правильное устройство, механизм образования компенсационной петли ленточного материала, механизм подачи и пресс 1.
Недостатком линии является низкая надёжность в работе.
Наиболее близкой к изобретению по совокупности существенных признаков и достигаемому эффекту является линия лтля изготовления деталей из ленточного материала, содержащая расположенные в технологической последовательности рулонницу, правильное устройство, механизм образования компенсационной 1етли ленточного материала, подающие валки, пресс для вырубки заготовок, направляющие, механизм перемещения вырубленных заготовок и обрабатывающую маплину 2.
Недостатками известного устройства являются низкие надежность в работе и производительность процесса изготовления деталей.
Цель изобретения - повыщение надежности в работе и производительности процесса изготовления деталей.
Поставленная цель достигается тем, что линия для изготовления деталей из ленточного материала, содержащая расположенные в технологической последовательности рулонпицу, правильное устройство, механизм образования компенсационной петли ленточно1Ч) материала, подающие валки, пресс для вырубки заготовок, направляющие, механизм перемещения вырубленных заготовок, связанный с приводом, обрабатывающую мащину, снабжена профилированными валками, расположенными за правильным устройством по ходу подачи материала, механиз.м образования петли выполнен в виде обхватываемых ленточным материалом двух барабанов, один из которых установ;1ен неподвижно, а другой барабан смонтирован с возможностью нере.мещения в направле1щи гюдачи .материала, механизм перемещения заготовок выполнен в виде шиберного толкателя, связанного с приводом через кулисный механизм, и снабжен датчиками, электрически соединенными с подающими валка.ми и с приводом.
Кроме того, направляющие выполнены в виде рольганга.
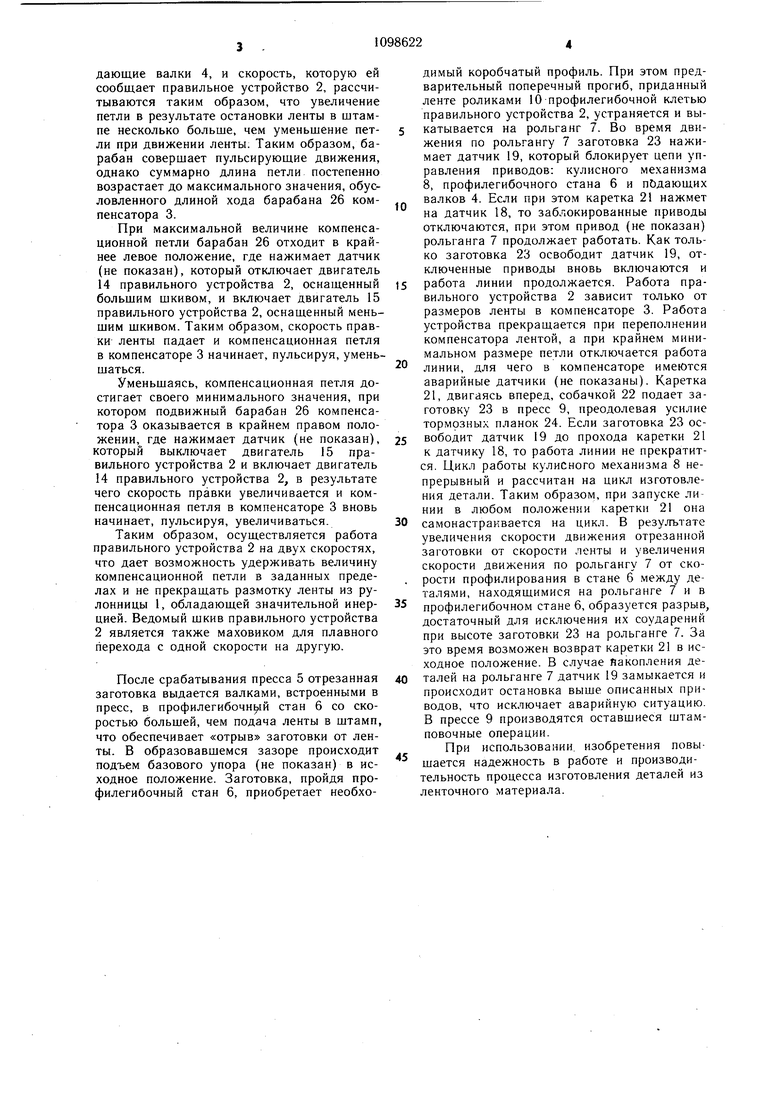
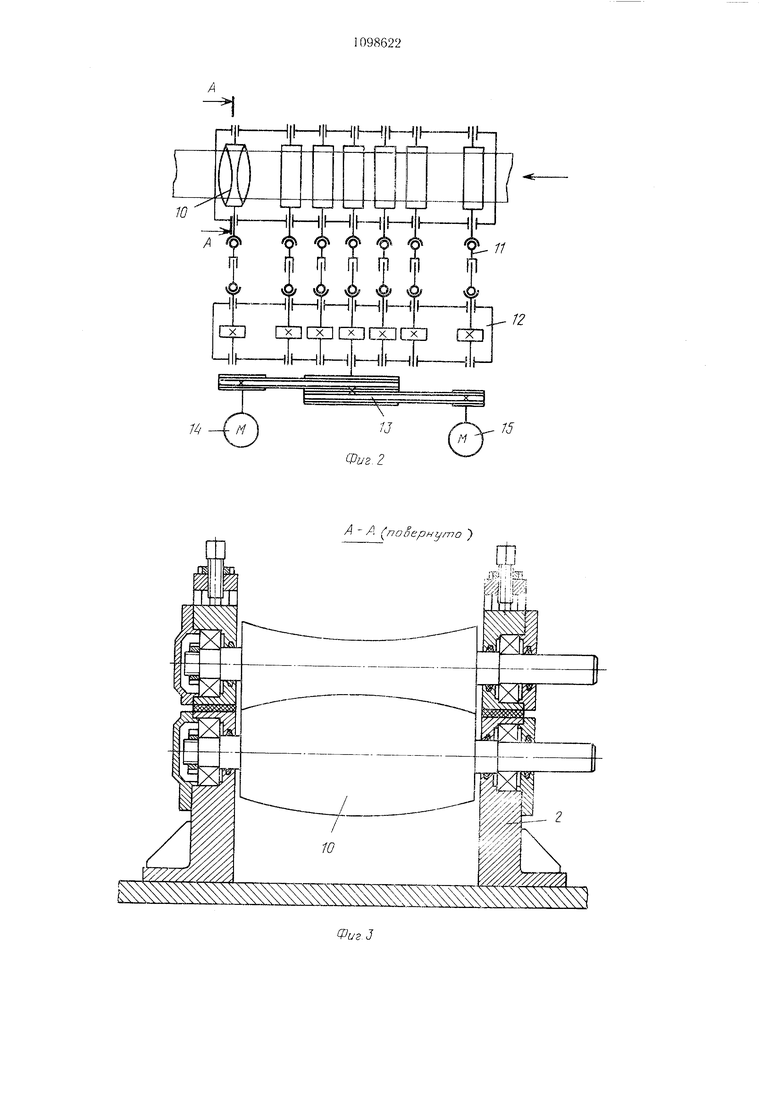
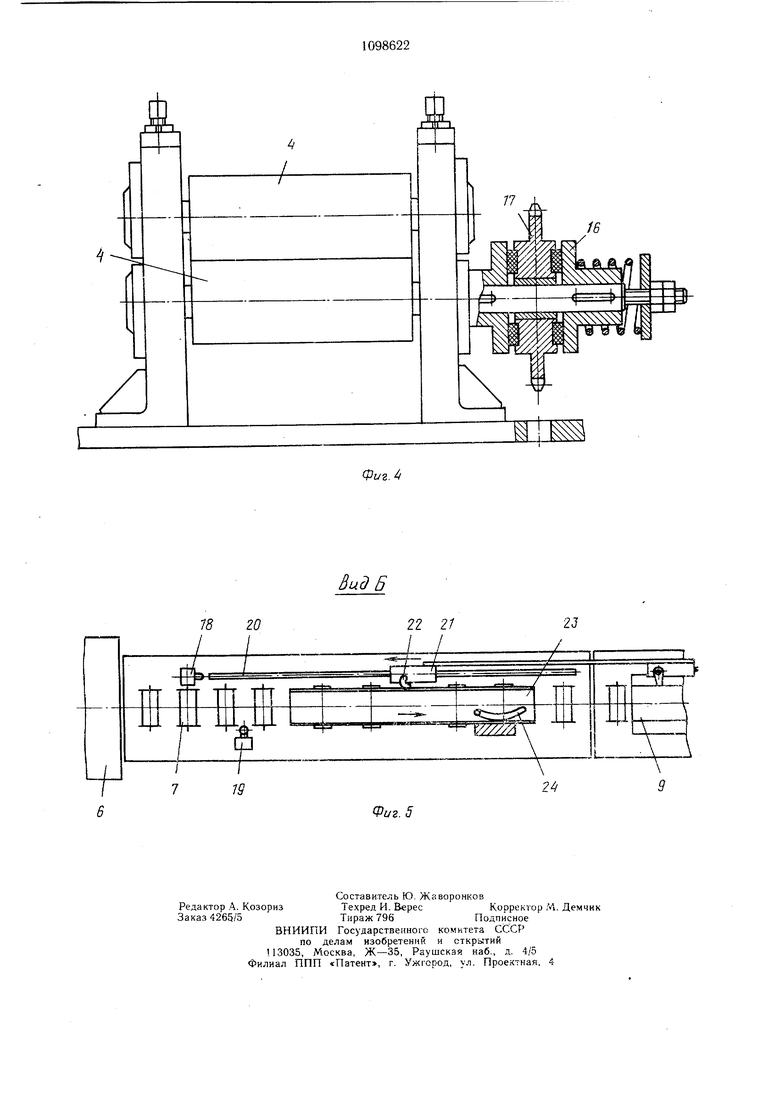
На фиг. 1 изображена линия для изготовления деталей из лепточно1о материала; на фиг. 2 - правильное устройство; на фиг. 3 - разрез А-А на фиг. 1 и 2; на фиг. 4 - подающие валки; на фиг. 5 - вид Б на фиг. 1.
Линия содержит рулонницу 1, правильное устройство 2, петлевой компенсатор 3, подающие валки 4, пресс 5, профилегибочный стан 6, рольганг 7, механизм 8 подачи и
вытяжной пресс 9.
Правильный механизм содержит ролики 10, связанные через валы 11, редуктор 12 и ременную передачу 13 с электродвигателями 14 и 15. Подающие валки 4 связаны
через муфту 16 и звездочку 17 с приводом (не показан).
На рольганге 7 смонтированы датчики 18 и 19, направляющие 20, по которым перемещается каретка 21 (щиберный толкатель), несущая захватный орган, выполненный в виде собачки 22, взаимодействующий с заготовкой 23 (материалом). На рольганге 7 закреплены также тормозные планки 24. Каретка 21 приводится в движение от привода (не показан) через кулисный механизм 25. Ролики 10 являются профилегибочной клетью, а компенсатор 3 - механизмом образования компенсационной петли ленточного материала и содержит обхватываемые ленточным материалом два барабана 26 и 27. Барабан 27 установлен неподвижно, а барабан 26 смонтирован с возможностью перемещения в направлении подачи материала.
Линия работает следующим образом. Правильное устройство 2, непрерывно разматывая ленту с рулонницы 1, подает ее в ролики 10, являющиеся профилегибочной клетью, установленной на выходе правильного устройства 2, 1де лента приобретает поперечный прогиб, что придает ей продольную жесткость и предохраняет от царапин
при движении в пресс 5 для вырубки заготовок (не показаны).
Пройдя профилегибочную клеть, лента попадает в компенсатор 3, создающ.ий компенсационную петлю, и далее подающими валками 4 направляется в пресс 5. Дойдя
до упора (не показан) пресса 5, лента останавливается. Придание роликами 10 ленте продольной жесткости в результате поперечного прогиба достаточно для срабатывания .муфты 16 проскальзывания, установленной
на подаюц;их валках 4.
Упор, нажав на датчик (не показан), включает х-од пресса. Во время срабатывания пресса правильное устройство 2 работает непрерывно и происходит увеличение компенсационной цетли. Для изменения размеров петли ленты в компенсаторе 3 предусмотрен подвижный барабан 26, который под действием груза откатывается назад (не показан).
После срабатывания пресса упор в штампе (не показан) опускается и лента продолжает движение, компенсационная петля начинает уменьщаться до тех пор, пока лента вновь не остановится в щтампе. Скорость движения ленты, которую ей сообщают подающие валки 4, и скорость, которую ей сообщает правильное устройство 2, рассчитываются таким образом, что увеличение петли в результате остановки ленты в штампе несколько больше, чем уменьшение петли при движении ленты. Таким образом, барабан совершает пульсирующие движения, однако суммарно длина петли постепенно возрастает до максимального значения, обусловленного длиной хода барабана 26 компенсатора 3.
При максимальной величине компенсационной петли барабан 26 отходит в крайнее левое положение, где нажимает датчик (не показан), который отключает двигатель 14 правильного устройства 2, оснащенный большим шкивом, и включает двигатель 15 правильного устройства 2, оснашенный меньшим шкивом. Таким образом, скорость правки ленты падает и компенсационная петля в компенсаторе 3 начинает, пульсируя, уменьшаться.
Уменьшаясь, компенсационная петля достигает своего минимального значения, при котором подвижный барабан 26 компенсатора 3 оказывается в крайнем правом положении, где нажимает датчик (не показан), который выключает двигатель 15 правильного устройства 2 и включает двигатель 14 правильного устройства 2, в результате чего скорость правки увеличивается и компенсационная петля в компенсаторе 3 вновь начинает, пульсируя, увеличиваться.
Таким образом, осуществляется работа правильного устройства 2 на двух скоростях, что дает возможность удерживать величину компенсационной петли в заданных пределах и не прекращать размотку ленты из рулонницы 1, обладающей значительной инерцией. Ведомый шкив правильного устройства 2 является также маховиком для плавного перехода с одной скорости на другую.
После срабатывания пресса 5 отрезанная заготовка выдается валками, встроенными в пресс, в профилегибочн1 1Й стан 6 со скоростью большей, чем подача ленты в штамп, что обеспечивает «отрыв заготовки от ленты. В образовавшемся зазоре происходит подъем базового упора (не показан) в исходное положение. Заготовка, пройдя профилегибочный стан 6, приобретает необходимый коробчатый профиль. При этом предварительный поперечный прогиб, приданный ленте роликами 10 профилегибочной клетью правильного устройства 2, устраняется и вы5 катывается на рольганг 7. Во время движения по рольгангу 7 заготовка 23 нажимает датчик 19, который блокирует цепи управления приводов: кулисного механизма 8, профилегибочного стана 6 и подающих валков 4. Если при этом каретка 21 нажмет на датчик 18, то заблокированные приводы отключаются, при этом привод (не показан) рольганга 7 продолжает работать. Как только заготовка 23 освободит датчик 19, отключенные приводы вновь включаются и
5 работа линии продолжается. Работа правильного устройства 2 зависит только от размеров ленты в компенсаторе 3. Работа устройства прекращается при переполнении компенсатора лентой, а при крайнем минимальном размере петли отключается работа
линии, для чего в компенсаторе имеются аварийные датчики (не показаны). Каретка 21, двигаясь вперед, собачкой 22 подает заготовку 23 в пресс 9, преодолевая усилие тормозных планок 24. Если заготовка 23 ос5 вободит датчик 19 до прохода каретки 21 к датчику 18, то работа линии не прекратится. Цикл работы кулисного механизма 8 непрерывный и рассчитан на цикл изготовления детали. Таким образом, при запуске линии в любом положении каретки 21 она
0 самонастраивается на цикл. В результате увеличения скорости движения отрезанной заготовки от скорости ленты и увеличения скорости движения по рольгангу 7 от ско. рости профилирования в стане 6 между деталями, находящимися на рольганге 7 и в
профилегибочном стане 6, образуется разрыв, достаточный для исключения их соударений при высоте заготовки 23 на рольганге 7. За это время возможен возврат каретки 21 в исходное положение. В случае Пакопления деталей на рольганге 7 датчик 19 замыкается и происходит остановка выше описанных приводов, что исключает аварийную ситуацию. В прессе 9 производятся оставшиеся штамповочные операции.
При использовании, изобретения повы5шается надежность в работе и производительность процесса изготовления деталей из ленточного материала.
A
I-11-H (-I t-HII1|(- f ч . I-. I
7
(Pz/g. 2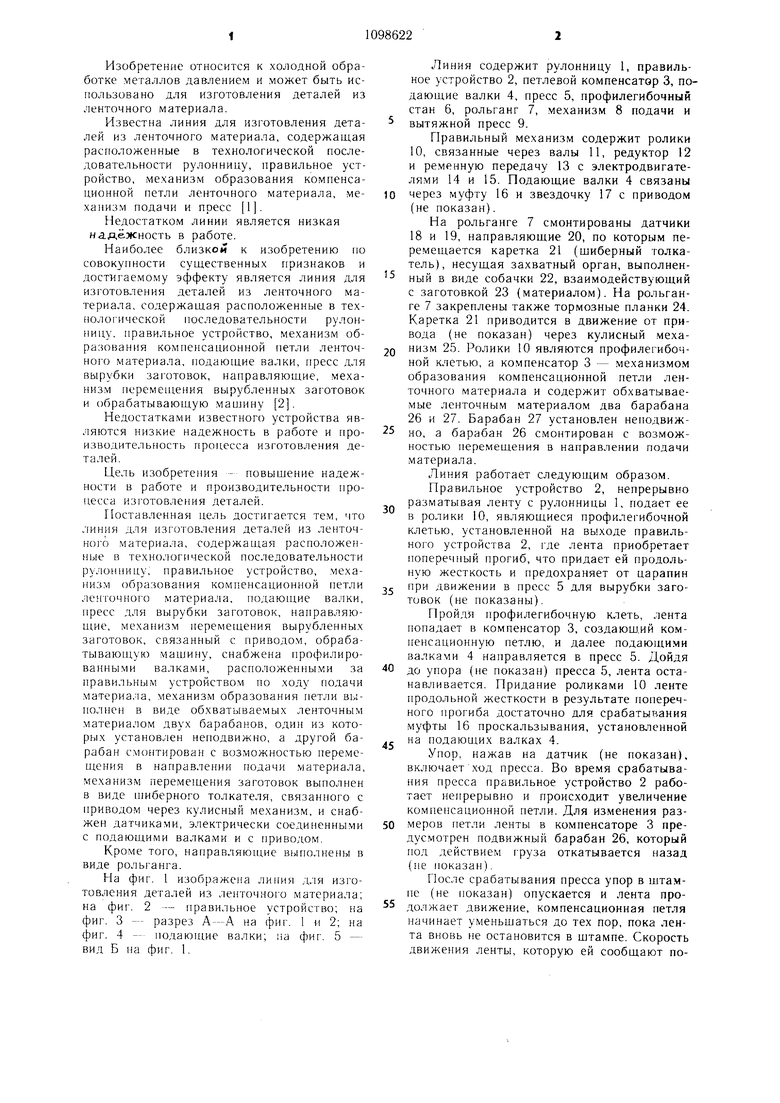
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия изготовления деталей из ленточного материала | 1986 |
|
SU1409385A1 |
| Способ изготовления деталей из ленточного материала | 1983 |
|
SU1199371A1 |
| Автоматическая линия штамповки и профилирования длинномерных деталей из тонколистовой рулонной ленты | 1983 |
|
SU1232326A1 |
| Автоматическая линия изготовления гнутых профилей | 1985 |
|
SU1299648A1 |
| Устройство для изготовления гнутых профилей | 1982 |
|
SU1094643A1 |
| Линия для изготовления деталей из ленточного материала | 1985 |
|
SU1311818A1 |
| Агрегат для изготовления деталей из полосового и ленточного материалов | 1988 |
|
SU1660809A1 |
| Линия для изготовления деталей из ленточного материала | 1987 |
|
SU1586827A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Устройство для штамповки деталей из ленточного материала | 1988 |
|
SU1590170A1 |
1. ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ЛЕНТОЧНОГО МАТЕРИАЛ.4, содержащая расположенные в технологической последовательности рулонницу, правильное устройство, механизм образования компенсационной петли ленточ ного материала, подающие валки, пресс для вырубки заготовок, направляюш.ие, меха низм перемещения вырубленных заготовок, связанный с приводом, обрабатывающую машину, отличающаяся тем, что, с целью повышения надежности в работе и производительности процесса изготовления деталей, линия снабжена профилированными валками, расположенными за правильным устройством по ходу подачи материала, механизм образования петли выполнен в виде обхватываемых ленточным материалом двух барабанов, один из которых установлен неподвижно, а другой барабан смонтирован с возможностью перемещения в направлении подачи материала, механизм перемещения S заготовок выполнен в виде шиберного толкателя, связанного с приводом через кулис(Л ный механизм, и снабжен датчиками, электрически связанными с подающи.ми валками и с приводом. 2. Линия по п. 1, отличающаяся тем, что направляющие выполнены в виде ро.гтьганга.
A A (по8ернугпо )
Вид Б
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Виц Ю | |||
| И., Амосов Ю | |||
| М | |||
| Автоматическая линия профилирования корпусных деталей люминесцентных светильников | |||
| - « Кузнечно- шта м повоч ное производство, 1978, № 7, с | |||
| Солесос | 1922 |
|
SU29A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Порицын И | |||
| А | |||
| и Власов В | |||
| И | |||
| Автоматизация и механизация технологических процессов ковки и штамповки | |||
| М., «Машиностроение, 1967, с | |||
| Приспособление для увеличения сцепной силы тяги паровозов и других повозок | 1919 |
|
SU355A1 |
| Ротационный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию, и т.п. работ | 1924 |
|
SU204A1 |
