Ll HiH- bt
д-л
i
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термической резки металлических листов | 1982 |
|
SU1082573A1 |
| Способ стыкования концов непрерывно движущихся листов при прокатке | 1948 |
|
SU75729A1 |
| Способ обрезки боковых кромок листового проката на дисковых ножницах | 1975 |
|
SU517414A1 |
| Устройство для резки листового материала | 1971 |
|
SU378053A1 |
| Технологическая линия | 1969 |
|
SU327736A1 |
| Способ отрезки кромок листов | 1990 |
|
SU1754353A1 |
| Линия термической резки листов | 1987 |
|
SU1518094A1 |
| Поточная линия для термической резки листа | 1980 |
|
SU903005A1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЕЙ И ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2005 |
|
RU2362644C2 |
| Способ изготовления сварных цилиндрических изделий | 1980 |
|
SU910274A1 |
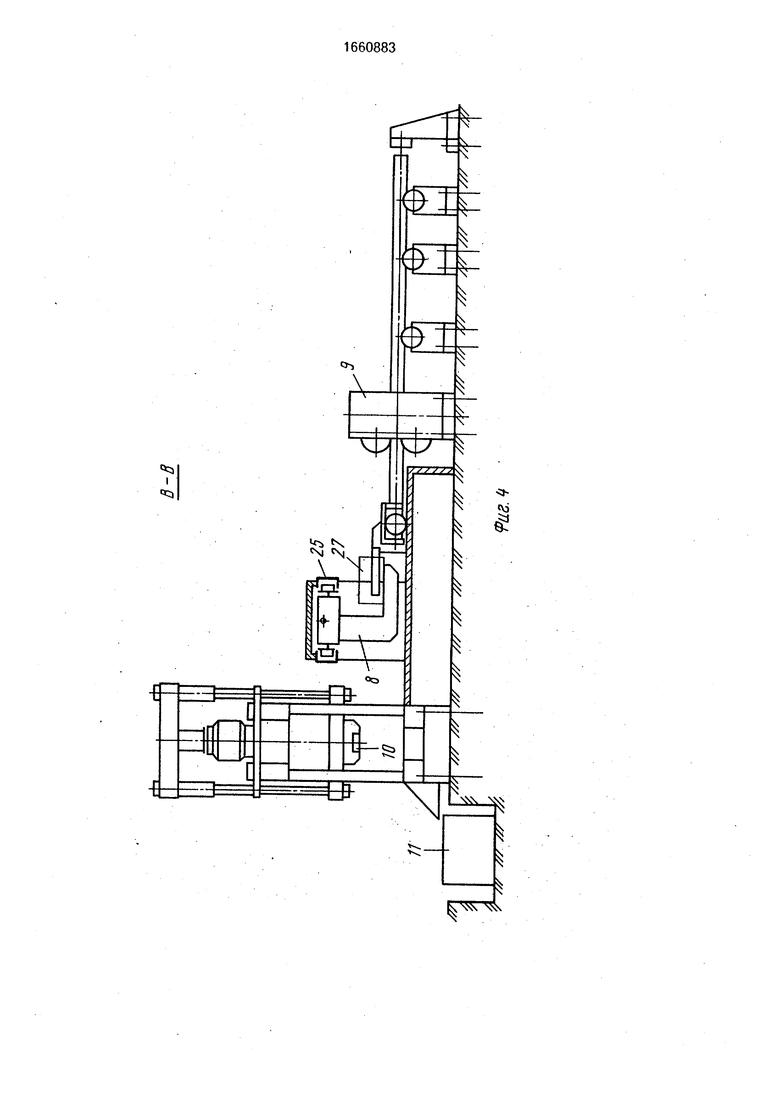
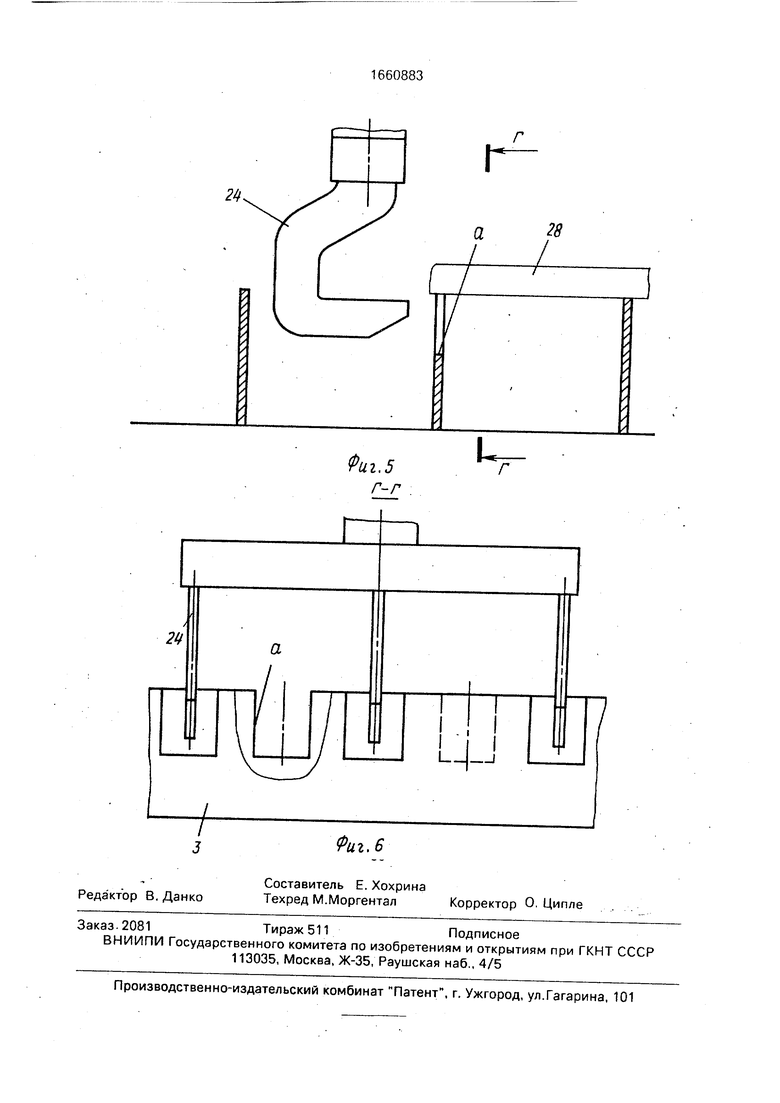
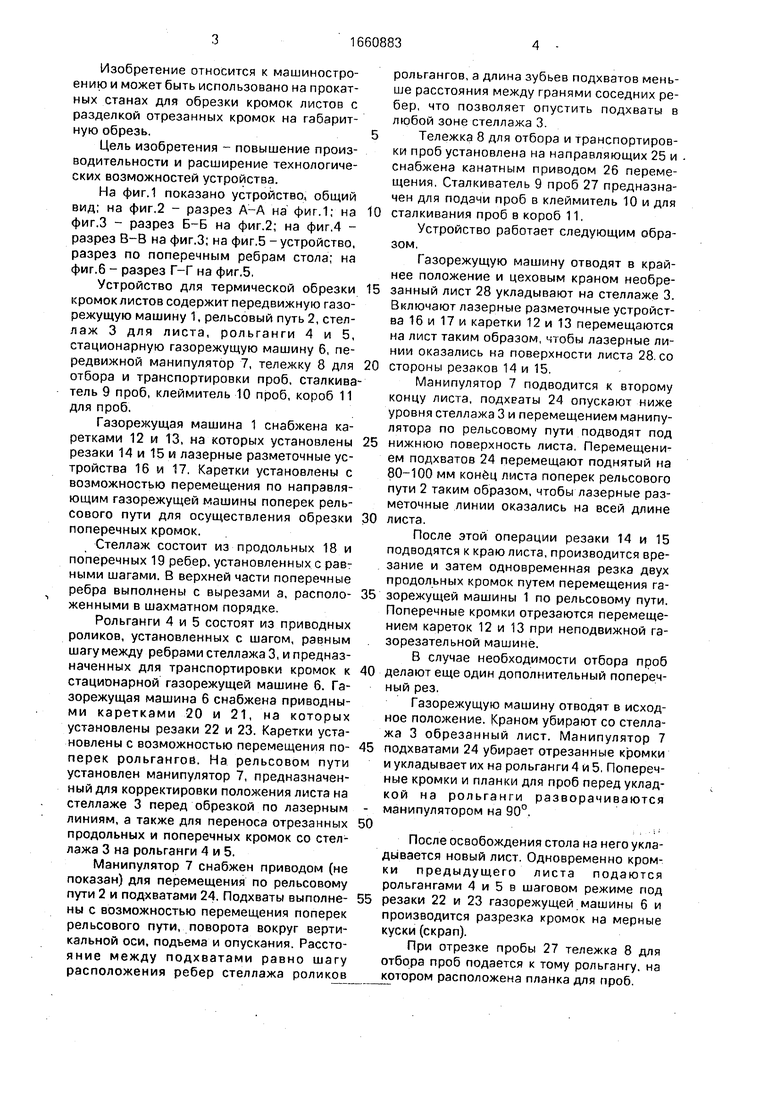
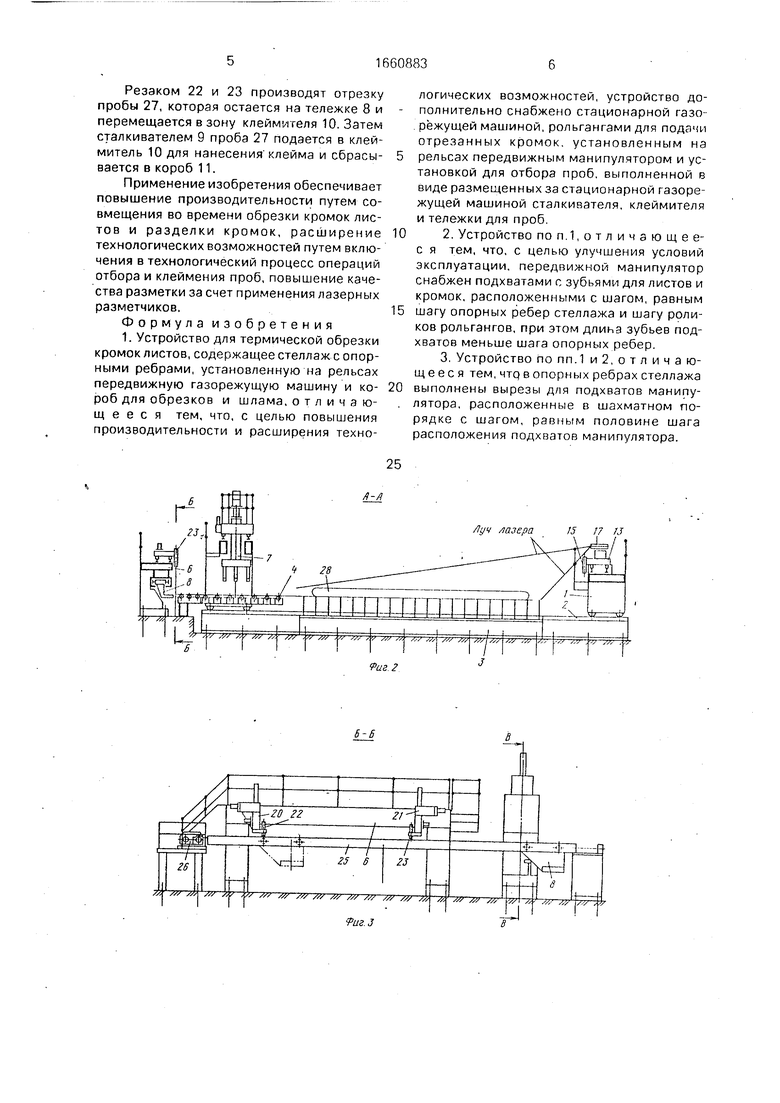
Изобретение относится к машиностроению и может быть использовано для обрезки кромок листов с последующей их разделкой. Цель - повышение производительности и расширение технологических возможностей. Уложенный на стеллаж 3 лист размечают с помощью лазерных устройств. При движении газорежущей машины 1 вдоль листа производят обрезку продольных кромок, поперечные кромки отрезают перемещением кареток 12 и 13 при неподвижной газорезательной машине. Манипулятор 7 убирает отрезанные кромки и укладывает их на рольганги 4 и 5 для подачи в шаговом режиме к газорежущей машине 6. При отрезке проб планка для проб укладывается на тележку для отбора проб, которая после отрезки пробы подает ее на операцию клеймения и сталкивателем сбрасывается в короб для проб. Производительность повышается путем совмещения операций. Технологические возможности расширяются благодаря включению операций отбора и клеймения проб. 2 з.п.ф-лы, 6 ил.
24
а
г
Г
а
Г7
2В
I
Фиг,5 г-г
г
77
А
I-1
| Линия термической резки листов | 1987 |
|
SU1518094A1 |
