Изобретение относится к обработке металлов давлением, в частности к способам производства сварных спирале«™ шовных стальных гофрированных труб.
Цель изобретения «- повышение ка«- чества труб за счет стабилизации раз« меров гофров
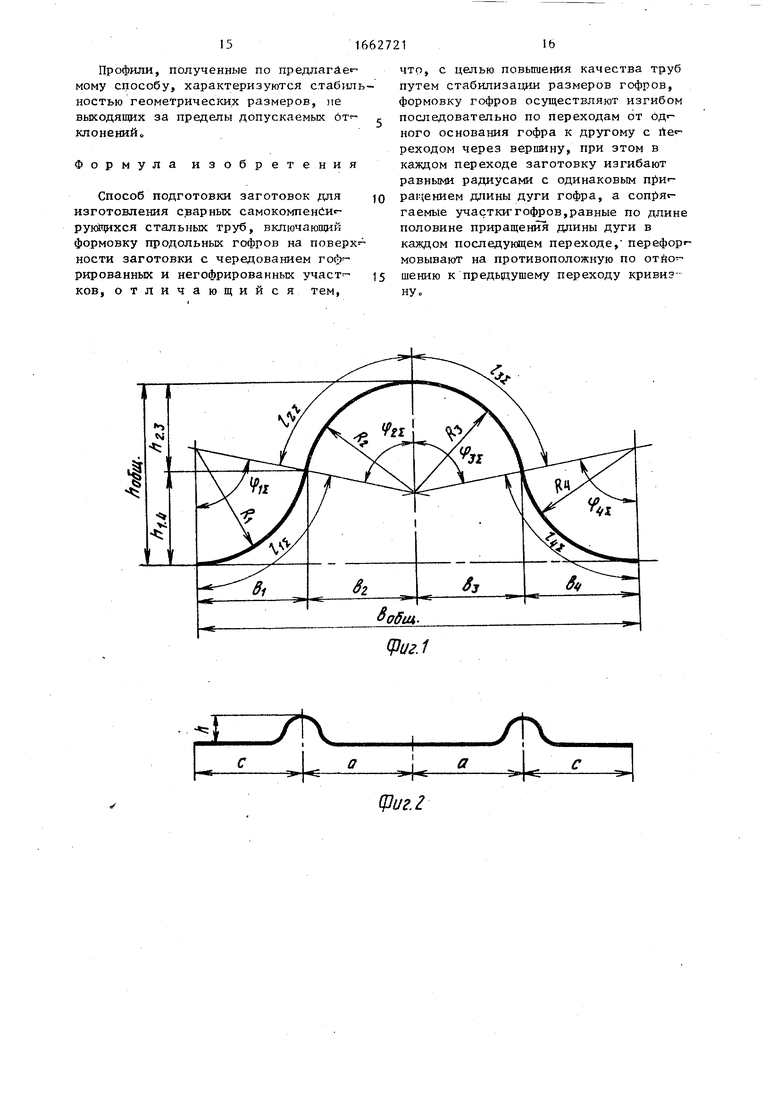
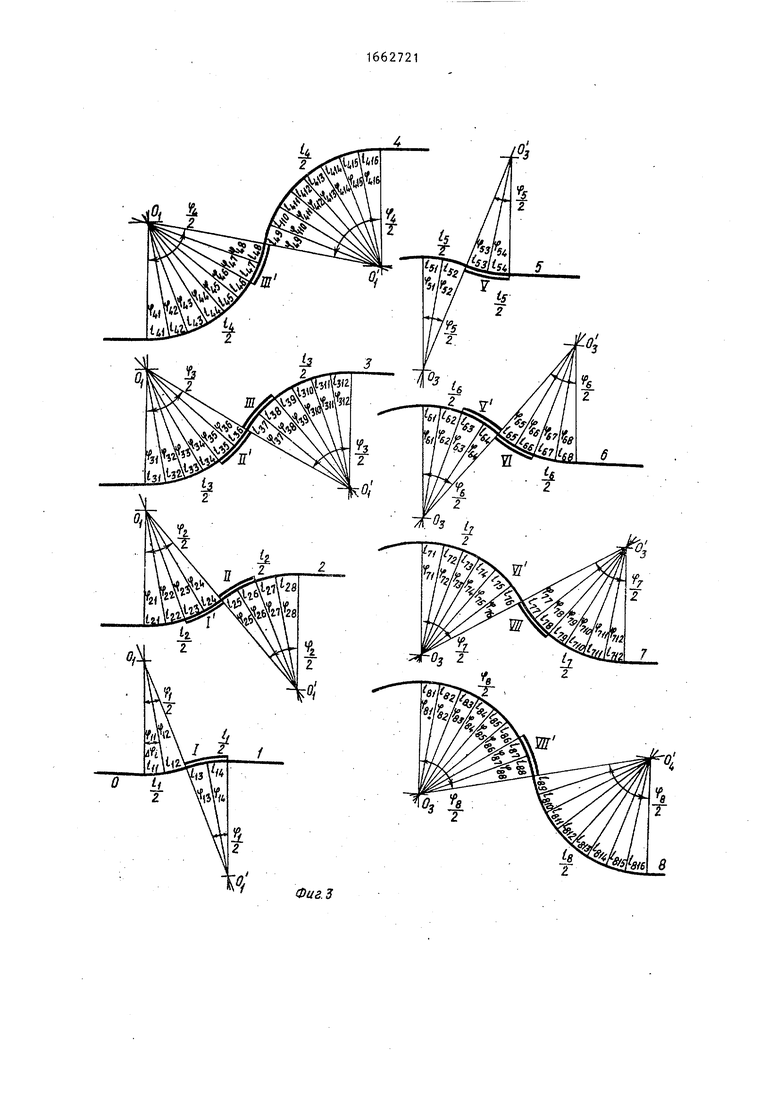
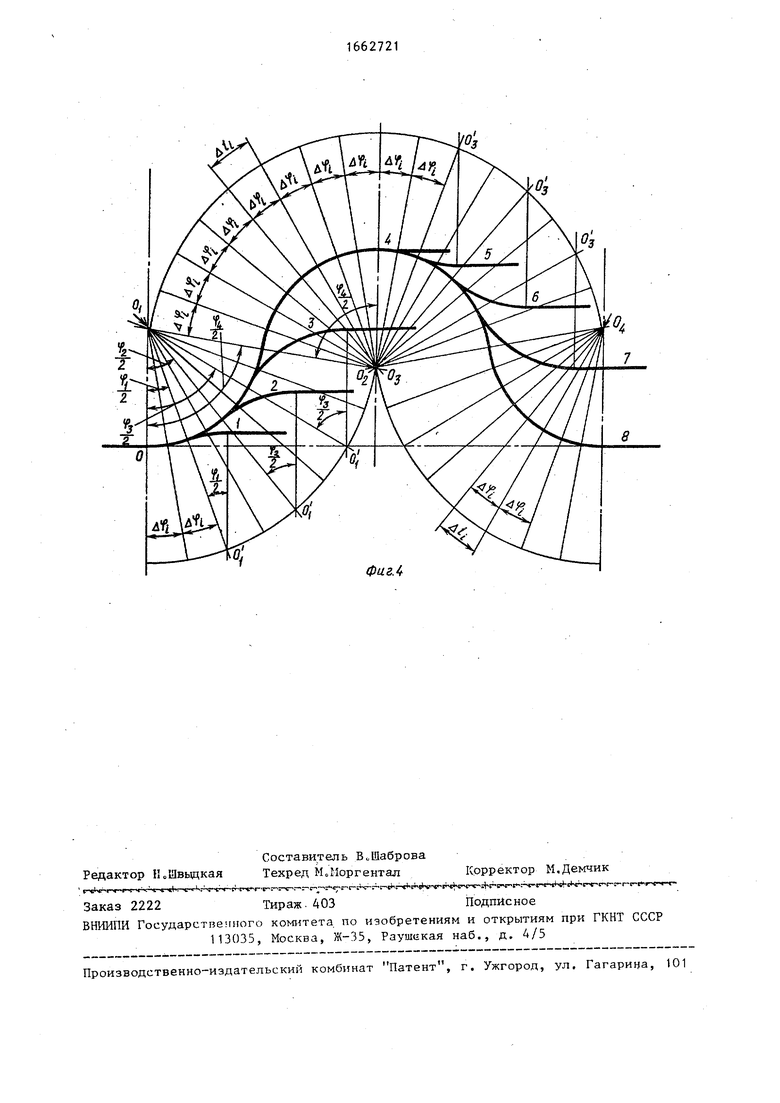
На фиг,1 приведен профиль гофра на полосе; на фиг, 2 размещение гОф«- ров на полосе (симметричное относи - тельно продольной оси полосы); на фиг.З « схема формовки профиля гофра на девятиклетевом профилегибочном стане, имеющем восемь формующих кле«тей; на фиг,4 «- совмещенная схема формовки профиля гофра по переходам. На фиг,1 представлена волнообразная форма профиля каждого гофра, со« стоящая из четырех сопрягающихся дуг окружности одного радиуса R с одина новыми секториальными углами q каадой из дуг и их длинами 1, ширинами b и высотами h, где
и) ). секториальный
угол подгибки профиля j
.К4, - радиус подгибки
профиля;
ON ON Ю VI ГО
:
длина дуги секг
тора гофра;
ширина сектора
гофра;
высота сектора
гофра;
общая высота
гофра;
общая ширина
гофра.
На фиг о 2 обозначено:
а « расстояние от оси симметрии
полосы до оси гофра; с « расстояние от оси гофра до
края полосы; h - высота гофра с
На фиГоЗ обозначено;
1 г- 8 - количество переходов, со
ответствующее 8 формующим
клетям;
tP{2. ЛР 13 - УГОЛ ПОДГИбКИ II Д. 1«,
11 V 13 1ф
филя гофра и длина дуги в первом пере ходе;
Ч)гг 5 ССг4 У110 подгибки про ,cp26, , фил я гофра и длина
1г1 ,122 ,l,j3 Д24 ДУГИ во втором rter
125Д б5327 реходе;
1 угол подгибки за ипя гофра и длина
Ч зчг ДУГИ в третьем Пе
111 ДзгДззэ1 реходе;
36 Э7 « ЭВ
Эу} -40 Дэн .
Ч .щЧЧг. УГОЛ подгибки поло
45 ВИНЬ
-И.о 4W и Длина дуги в , вертом пер еходе;
Д42
Длд ДА Us
4-15
149 Д-41О Д4А1
1/И2. 413
416
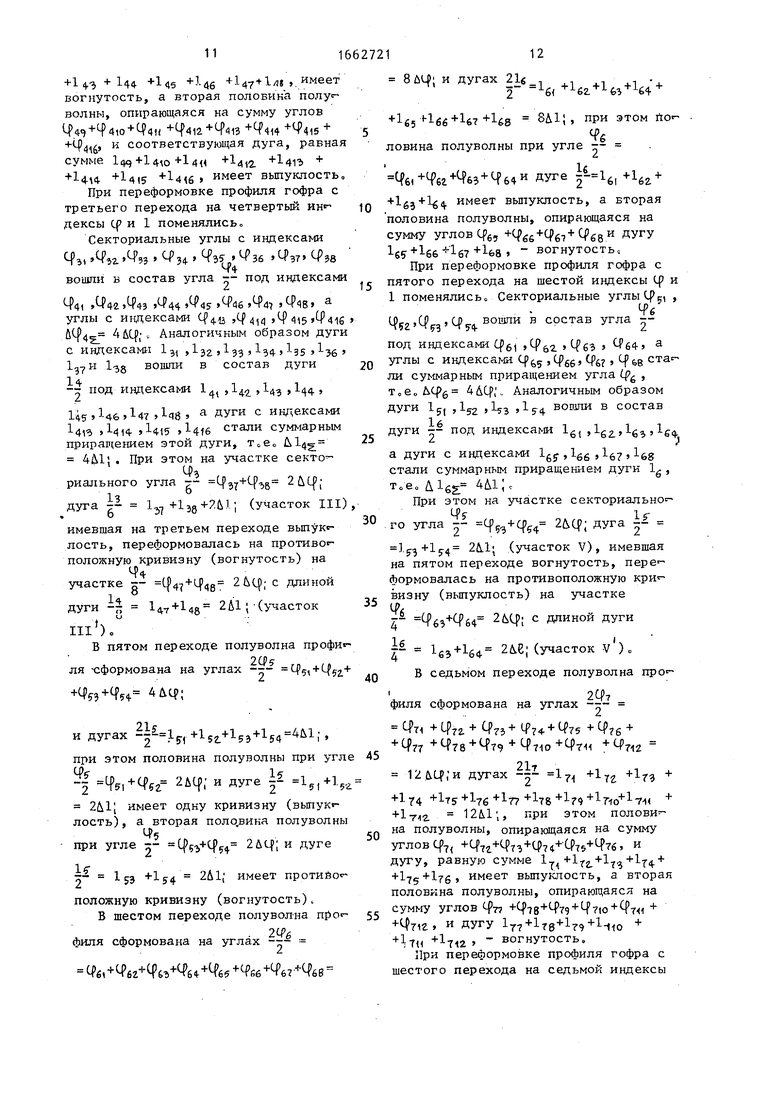
Ч я УГОЛ подгибки BTot1( рой половины и ДЛИна Дуги в пятом
переходе;
, угол подгибки про- Ч бб -Рб6 Ф6Т 6в иля гофра и длина 16 1бгДбЭ 1б4- ДУГИ В шестом пере 165 166 167 Дб8 ходе; fr угол п°Дгибки npot- Тб Г8 ИЛЯ и Длина
Г« , В геД-мом пе
реходе;
71 7 9 1
72 73 -Т-И
IT Дгб Т7 7 Г10 711 1
L714
)8г Ч 8з %4- п°ДГибки ПР° Ч в 4W филя г°ФРа и Длина (2. ДУГИ в восьмом пег- )3, 019 %Ј Реходе;
0
5
0
5
0
5
0
50
5
& Igs 1-86 Ifi Iggj 1в9 Д ВЮ
ISH Дв1г Д&1Э &15 1б16,
длина участков пере
IIl -V Vf VI
Mi
формовки на npotn воположную кривизну, равная половине суммарного прираще ния длины дуги в каждом переходе0 Па фиг04 обозначено: ДЦ1 «- приращение угла подгибки в каждом переходе;
-приращение длины дуги гофра в каждом переходе;
-количество переходов,соот«™ ветствующее 8 формующим кле
ТЯМо
Способ заключается в следующем
Для изготовления сварных компенсирующихся труб из полосовой стали на заготовке формуют продоль - ные гофрыо
В соответствии с предложенным спо«™ собом целесообразно формовку прово - дить на девятиклетевом профилегибоч - ном стане, имеющем одну направляющую и восемь формующих клетей, т„е„ в 8 переходах
Таким образом, формовку продоль ных гофров ведут в 8 переходах от одного основания гофра к другому с переходом через вершину, что позво« 45 ляет получить профиль гофра заданных геометрических размеров,, Формование профиля гофра от одного основания к другому с переходом через вершину дает возможность получить профиль гофра на полосе, один край которого щемлено В первых четырех переходах осуществляют формование одной поло вины гофра от основания до вершины, а в остальных четырех переходах «- от вершины до второго основания,
В каждом переходе поверхность за готовки последовательно подвергают изгибу равными радиусами с одинако - вым приращением длины дуги и угла,,
Профиль гофра от одного основания к другому получают четырьмя сопря гающимися участками (сопрягающимися дугами окружностей) „
Эти сопрягающиеся участки подвер гают частичной переформовке на проти воположную кривизну, тйе«, воздейст - вуют на них знакопеременным изгибом
При этом длину участка переформов ки выбирают равной половине суммарно го приращения длины участка дуги в каждом переходе.
Таким образом, данный способ воляет достичь стабилизации размеров гофра при одновременном изгибе его контура
Предлагаемый способ может быть осуществлен с помощью девятиклетево - го профилегибочного стана, содержа - щего ряд последовательно установлен - ных клетей0
Для обеспечения оптимальных дефор наций и нагрузок на клети принимают количество формующих клетей профиле - гибочного стана при возможном диапазоне от до
При количестве клетей меньше 4 профилирование полного профиля нег- возможно, так как гофр состоит из 4 равных сопрягающихся дуг, если кле«- тей больше 12, экономически неоправ - данно усложняется стан„
Формовку продольных гофров прово«- лили на заготовке из стали марки 17ПС толщиной 6 мм, шириной 670 мм„
Исходя из заданной компенсирую«- щей способности трубы выбирают форму профиля гофров и их количество.
Выбирают форму профиля каждого гофра волнообразной, состоящей из че тырех сопрягающихся дуг окружностей одного радиуса R с одинаковыми ториальными углами Ц каждой из дуг и их длинами 1, ширинами b и высота - ми h (фиг о 1) о
ПРИ этом Cf q li q q 3s cf4S;
R R{ R3 1 I22r 13Z 1451; b ,.t a b; R. sinCf; h h,,l,4,a h- R(l-costp);
n06ul, h +h2 14+14
a ho6m 2R(l-cos(f) ;
вещ
b, +V
b3+ b,
a ьобы 4b: 4R sin f
Профиль симметричен относительно вертикальной оси, проходящей через его вершину
5
0
5
0
5
Выбирают количество гофров на по лосе , которые расположены метрично относительно продольной оси полосьи
Расстояние от оси симметрии сы до оси гофра а и от оси гофра до края полосы t выбирают одинако - выми (фиг„2)
а с 100 о,„ 250 (мм)0
Секториальный угол ср каждой сопрягаемой четверти дуги окружности выбирают Cf 80 при диапазоне его зна« чений 60-90°,
Радиус кривизны профиля гофра вы«- бирают равным R 40 мм при диапазо-- не его размеров мм (,Ra 40 мм)„
Параметры процесса профилирования могут быть вычислены по следующим формулам:
суммарный (общий) угол подгибки профиля Cf для полной волны гофра
+ Ч)гЈ+Чзг+Ч 4г 80 + 80 + 80 + 80 320°;
суммарное (общее) приращение угла подгибки для полной волны гофра в каждом из 1 переходов
fcfz4 3|0° в 4()0 1ши
ЛСр 4АЦ); 4-10 40°;
частное приращение для четверти волны в каждом из 1 переходов
0
5
10 или
% 40°
4 4
Ш. 320 т« 41 4-8
длина дуги окружности для каждой четверти волны профиля
1
55,85 (мм);
10
цг - IZTL WRLj °
Тзо5
3А14-4и° 80° 780°
суммарная (общая) длина волны полного профиля гофра
1z
+
Us:
80°
4-55,85 223,4 (мм);
суммарное (общее) приращение длиг- ны дуги полной волны профиля в каж дом из i переходов
.ilf. |- 22|A44 27)9 (мм).
частное приращение длины дуги четверти волны профиля в каждом из i переходов
Mr
1 27А9
(мм) или
ти волны (фиГоЗ) имеем для первой - полуволны гофра
Јil

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ С ТРАПЕЦИЕВИДНЫМИ ГОФРАМИ | 1993 |
|
RU2050999C1 |
| СПОСОБ ПРОИЗВОДСТВА C-ОБРАЗНОГО ГНУТОГО ПРОФИЛЯ | 1997 |
|
RU2118213C1 |
| Способ изготовления гнутых профилей замкнутого сечения | 1981 |
|
SU940910A1 |
| Способ изготовления корытных профилей | 1989 |
|
SU1639826A1 |
| Способ производства гофрированных профилей | 1990 |
|
SU1750775A1 |
| Способ изготовления гнутых профилей | 1987 |
|
SU1480918A1 |
| Способ изготовления гнутых профилей с элементами двойной толщины на кромках | 1987 |
|
SU1488060A1 |
| Способ изготовления коробчатых профилей с продольным гофром на горизонтальной стенке | 1990 |
|
SU1731349A1 |
| Способ изготовления корытных гнутых профилей | 1990 |
|
SU1755995A1 |
| Способ производства гнутых профилей проката | 1988 |
|
SU1634347A1 |
Изобретение относится к обработке металлов давлением, в частности к технологии производства сварных спиралешовных гофрированных стальных труб. Цель изобретения - повышение качества труб путем стабилизации геометрических параметров гофр. Способ заключается в формовке продольных гофр на поверхности заготовки, которую после окончания процесса формовки гофр изгибают по спирали в трубу и сваривают по стыкам кромок. Гофр формуют последовательно в несколько переходов. Формирование ведут от одного до другого основания гофра с переходом через вершину. В каждом переходе поверхность заготовки подвергают изгибу равными радиусами с одинаковым приращением длины дуги и угла. Сопрягающиеся участки подвергают частичной переформовке на противоположную кривизну знакопеременным изгибом. Длина участка переформовки равна половине суммарного приращения длины дуги в каждом переходе. Способ характеризуется стабильностью геометрических размеров, не выходящих за пределы допускаемых отклонений. 4 ил.
. . 1-у 223,4 т , ч Ы,-И 7 мм).
В каждом переходе общая длина дуги равна сумме ее приращения и дл ны дуги предыдущего перехода, т„е0 осуществляется одинаковое суммарное приращение дуги, равное ulg или 4А1; . Если для значения 1 и ср ставить их выражения через ДСр; и то для полной волны профиля получае
1, uls 4&lj ;
, 8М; ;
l3 UE+ilЈ+Mg 3&l2 3l(12ul; J
l4.Alg+ulg.+&lg.-tAlЈ 4ulЈ 4l1 16/il
15 5ilg 51, 20И; ;
16 , 2Ш; ;
17 7Alg 71, 28&1; ;
18 Ша 81, 32U; ; С|, ЬСрг
мр +aq , 3 % Aq E+utfs-HWg-3Acp 3Cf,«l2 44lfs 4Cfj 5tp, 2( epe 6cp, j q7 7&q)x 7Cf, 28 i
8&cp 8q, 32Щ5. I
Так как в каждом переходе формую
ся одновременно две сопрягающиеся
35 для второй полуволны гофра:
четверти противоположной кривизны (фигоЗ), то профиль гофра каждого пе«- рехода представляет собой полуволну с точкой сопряжения четвертей волн, лежащей на линии, проходящей через центры (,) и ()s сопрягаю - щихся окружностей радиуса R, а общая суммарная) длина полуволны и ее приращение, как и общий (суммарный) угол и его приращение, делится этой линией на две равные и симметричные частио
В каждом из i переходов формуется одновременно две четверти волны гофра противоположной кривизны, причем на четырех из восьми переходов формует ся одна половина гофра с увеличением подъема края полосы до максимальной высоты ПОБЦ, и на четырех оставшихся переходах формуется другая половина гофра с уменьшением высоты положения края полосы до исходной (нулевой)„
Учитывая симметрию профиля гофра, в каждом переходе для каждой четверо
, , 4W 40 (г ,
Ч &В (1 81Z Ч %5 Ч в16 Ч11.
Обозначения индексов при 5 меняются от перехода к пере именно: в первом переходе п профиля сформована на углах
50
осР,
Г (г+Ч)о + Ч и
и дугах
211 ,
9 - М
+ 11г + 113 +
55
при этом половина полуволны
ч.
Г cfM + tf,aH дуге i
имеет одну кривизну (вогнут вторая половина полуволны п
Чэ
32
.-1з5 - -36-1з : -36 - -39 -1ЯО
-Э12.
-1
1
Jl
ldd-l45 d ;
Мб
l4n :L4i6 i;;
для второй полуволны гофра
5
16Ч- 1б5 1
.С5 1 К7 1йя 1т 1г5
66 Х67L68
тн
17б : -88: 1ТВ - -79
5г. -.
88 169 1б(о 1B12 8(3
0
5
гг.
79 5-7fO
,- -e 184 - -fi.s::::; -e6:
69
ul
Таким образом, в каждом переходе
формуются одновременно четыре прира щения длины волны профиля, ограни«- ченные их секториальными углами, а именно, каждому 1 соответствует U,, ( Для первой полуволны гофра:
,q)
.5 ,1 ,
38 )3,0 ср31 Ч) )
)4 ( 4А
44( b4);j
, , , (г ,
Ч &В (1 81Z Ч в1 %5 Ч в16 Ч11.
Обозначения индексов при 1 и U меняются от перехода к переходу, а именно: в первом переходе полуволна профиля сформована на углах
50
осР,
Г (г+Ч)о + Ч и 4&с
и дугах
211 ,
9 - М
+ 11г + 113 + lu 4W
при этом половина полуволны при угле
ч.
Г cfM + tf,aH дуге i 11г
имеет одну кривизну (вогнутость), а вторая половина полуволны при угле
-{ wre L Х1з+ Ч
имеет противоположную обратную кри- визну (выпуклость)
Во втором переходе полуволна про« филя сформована на углах
СР5
-Г Ч г,+ + Ч 2з+Ч г +Ч г5+Ч гв+
и дугах
2Ь 2
1г1+1гг+1гз+12 1гу+12б+
+ Ч7+128 «Л1,1
при этом половина полуволны при угле
+4 Z3+Cfz4H ДУГЈ Г 12 +
щаяСЯ на СУММУ УГЛОВ СРг5+ + (2Т +
+ Ch8и дугу 12 +126+12г +1Z8
выпуклость
При переформовке профиля гофра с первого перехода на второй индексы и ср поменялись Секториальные углы С|,( , (-fti M e вошли в состав угла
.
-- под индексами Cf2, , ,Ср„,Ср ,
а углы с индексами Cf25 ,tf26,, стали суммарным приращением угла срг , т0е„ 4Ср2г АДСР;
Аналогичным образом дуги 1 (, ,, 1.а,1 «л. вошли в состав дуги 1г
13 14--- ПОД
индексами 121 , 12г, а ДУГИ с индексами 12 , 12б , lzy 1Z8 стали сум марным приращением дуги 12, т0е0
M2S ш;.
При этом на участке секториально
ср,
го угла -- Ци+Уц дуга профиля г- 1,3 +1 4- J (участок I) ,
имевшая на первом переходе выпуклость переформовалась на противоположную кривизну (вогнутость) на участке
Г 5+ ZW с Г Чз +
+124 2M; (участок I1).
В третьем переходе полуволна про филя сформована на углах
Щ2 ,+ 9Z + +ЧЧ +Ч 35 + +
+tp +cfw+cfw +фэш+ч зи+ч т 12ucf;
и дугах
-|- 4l+42+l33+l34+W+136 + 137 +
.
JO
15
20
25
30
35
40
45
50
5
+15в+1з« , +1лг 12Ы;, при этом половина полуволны, опиг- рающаяся на сумму углов Cfa,i + +Lf,,3 +Ч)4+ Ч г.5+Ч 5би ДУГУ, равную сумме 1 1+- - 2+1з +1 4+ 95 + Эь имеет вогнутость, а вторая половина волны, опиракячаяся на сумму секто- риальных углов (f}8+С(}9 + ц,10+ +44n+44i2 и соответствующая дуга, равная сумме l-j +l-38+1v + -Uio зн + +1з12. имеет выпуклость,
При переформовке профиля гофра с второго перехода на третий индексы ( и 1 поменялись о
Секториальные углы с индексами
2i Ч 22 Ч гз с/ 24 Ч|г5 Ч гв вошти Б йо
Cfj став угла под индексами , С|) ,
,3 ,v,35М зб а УГЛЫ с индексами Cf,g,Cf9to ,Ц)31( ,CP31Z стали суммарным приращением углаС|, т,е udf,,
Аналогичным образом дуги с индек«- сами 12 , 122 ,123,1И ,125:,176 вошли
1з в состав дуги -- под индексами 1 ,.
..iss а ДУГИ с индексами 1,1з10 ,1-зи . стали суммар«- ным приращением дуги 1$, Tjej
АЦ AM; .
При этом на участке секториально«Ч гго угла - дуга npot12филя -- Ii5 +126 2Л1; (участок
II), имевшая на втором переходе вы пуклость, в третьем переходе пере«- формовалась на противоположную кри визну (вогнутость) на участке секто Уъриального угла -- С|з5+ зб )i
с длиной дуги g- 1 Э5 +1 Эь 2М ;
(участок II ),
В четвертом переходе полуволна про« (о филя сформована на углах ---
+ + + + 9 + )4Н +Ц))4(Ф+Ч 415 +
и дугах +14г+14,+144+145+14б +
+147 + Цв +1410 +l4f( +141Z
+14l +14.5 +1416 16u1.
при этом половина полуволны, опираю
.щаяся на сумму углов + 4г +Ч)45 + +4 -44-H4 45+4)46+Cf47+tf48 и соответствующая дуга, равная сумме 141 +
4,0 + Ч|4И +Ч)412+Ч)413 + СЫ + к соответствующая дуга, равная
сумме +14Ц +1412. + +1-4Л (5 имеет выпуклость.
При переформовке профиля гофра с третьего перехода на четвертый ин дексы Cf и 1 поменялись о
Секториальные углы с индексами
ЧЧ, СРМ вошли в состав угла -- под индексами
,«,tP« 44 .45 6 , ЛЧВ а
углы с индексами J ,q 41„ ,Ц ,15 ,( Utp4 4&СС;Ь Аналогичным образом дуги с индексами 1Э1 Цб и 1-зд вошли в состав дуги
- под индексами 14 ,142 ,14Э , Цц. ,
Дчй а дуги с индексами l4i 1414 1-415 1-416 стали суммарным приращением этой дуги, т0ео )§; 4А1;. При этом на участке сектоМ 5риального угла - 2ULP;
13Ь
ДУга -- Ц7
+138+2| 1; (участок III)
имевшая на третьем переходе выпукр- лость, переформовалась на противо - положную кривизну (вогнутость) на
ЧЧ участке 47+Ч) c длиной
дуги - - I v+I4g 2Л1;-(участок
III ).
В пятом переходе полуволна профи 2СР -ля -сформована на углах --- Ч15 + М15г+
+%+(fH
2k- 2
и дугах ,+15г+15Э+154 4Л1;
О Т
дугах --- 171
2&1; имеет одну кривизну (выпук«- лость), а вторая половика полуволны
при угле -- (}п+у 2&q; и дуге
L76 +1т
+178+1 9
+1тг +1ГЗ + + 1Г-го+17 +
+ СР7г + 73 + + М т + +
+ q) + + q)710+cp7 +cpr«
при этом половина полуволны при угле 4э
(О,-1 ,
-| Ч)5,+М)5г 2iCP. и дуге 2
+1Г4
12&11,, при этом полови - 50 на полуволны, опирающаяся на сумму
УГЛОВ +4 7Z+4 n+tP74+ U 76+4 76, И
дугу, равную сумме ,+1Т4 + + 75+l7g, имеет выпуклость, а вторая половина полуволны, опирающаяся на
СУММУ УГЛОВ +Ср78+Ч 79 + Ц17Ю+С{)7.1 +
г- +1-54 2Д1; имеет противо положную кривизну (вогнутость)ь
В шестом переходе полуволна про-55
и дугу 177+178+179+1 10 +
2% филя сформована на углах ---
Чб Убг+У ы+Чб +( ее 7 68
4l Byr™P-ift+i +i W+
+1б5 blg +167 8il| ПРИ этом rto«4 e
ловина полуволны при угле --
+ дуге ) +16г +
+1бз+1 4- имеет выпуклость, а вторая половина полуволны, опирающаяся на сумму углов Ср6, +Ч бб+сРб7+(б8и дугу Т- +Т-бб+Т-б 1 вогнутостьс
При переформовке профиля гофра с
пятого перехода на шестой индексы Ц и 1 поменялись Секториальные ,
IfV . вошли в состав угла -под индексами С|)61 ,Ср&г ,Cf бз j 64 а углы с индексами , tf66, Cf67 , Ср ье ста ли суммарным приращением угла ф6, т„е„АСр6 . Аналогичным образом
ДУГИ 15( ,152 ,l53 ,15-4 ВООШИ В СОСТЗВ
ДУГИ 2 П°Д HHfleKCaivIH 1б( 1бг 16 1б. а дуги с индексами 16,166,16,168 стали суммарным приращением дуги 1,
т0е„ А 1бЈ Jc
При этом на участке секториально
Lpf1с
го угла -- )f4 дуга --
5-3 (участок V), имевшая на пятом переходе вогнутость, формовалась на противоположную визну (выпуклость) на участке
Уб
Cf6,+Cf64 с длиной дуги
|Ј 1бЗ+1б4 26.е; (участок V).
В седьмом переходе полуволна про 2СР7
филя сформована на углах ---
О Т
дугах --- 171
L76 +1т
+178+1 9
+1тг +1ГЗ + 1Г-го+17
+1Г4
СУММУ УГЛОВ +Ср78+Ч 79 + Ц17Ю+С{)7.1 +
и дугу 177+178+179+1 10 +
+ +1712 ВОГНУТОСТЬ.
При переформовке профиля гофра с шестого перехода на седьмой индексы
Ц и 1 поменялись, Секториальные углы
М Ч вг боСРбУ в°шпи в С07
Ч1 став угла -- под индексами Ср7
( а Углы с индексами 7ю Ч1 стали суммарным приращением угла , T,e0&(p7g 4 &lf;,
Аналогичным образом дуги 1 , 162 , 1-6Э -64- -б 1-66 вошш в состав дуги -| под индексами I7f , ,1ГЗ ,1Т4 ,1Т5 ,
176 , а дуги с индексами , , 1-711 1-712. стали суммарным приращени - ем дуги 1, &l7g 4&1;.
При этом на участке секториального
у™ г t 65+cte 2И; пуга |-
-65 +16б 2Ы; (Участок VI), имёв«- шая на шестом переходе вогнутость, переформовалась на противоположную кривизну (выпуклость) на участке
6 с Длиной дуги
1 5+17б 2Д1; (участок VI ).
s;
восьмом переходе полуволна про
2Уг сформована на углах --- т ч+18« +1S13+181«- +1SAF +1816 1бА1|,при этом половина полуволны
ча при угле -- 4 8i+cPgz+%3+c 84-fM e5+
+ Cf66 +tf87 Г 181+18г +
+18 184+185+18б+187+1в8 имеет вьг пукпость, а вторая половина полувол«ны, опирающаяся на сумму углов
W+cfe вн +Я й12-|-ф813ч-((81Ч-+ 8|У(- + (816 и 189+18to +1в-1г +
+1Bt5 +18t4
+18t5 вогйу
+4 8t-|-4 8i+ &4+4 85+Q 86+Cf8l+ gB+q)89+
+Ч 8И +УВК +(f 813 +(ВН +CPglS +
21я + 614Я . и дугах 2-а 181+1й2 +
+183+184+18 +1бб+187+188 + 189+1810 + 35
30
д«
дс
тость„
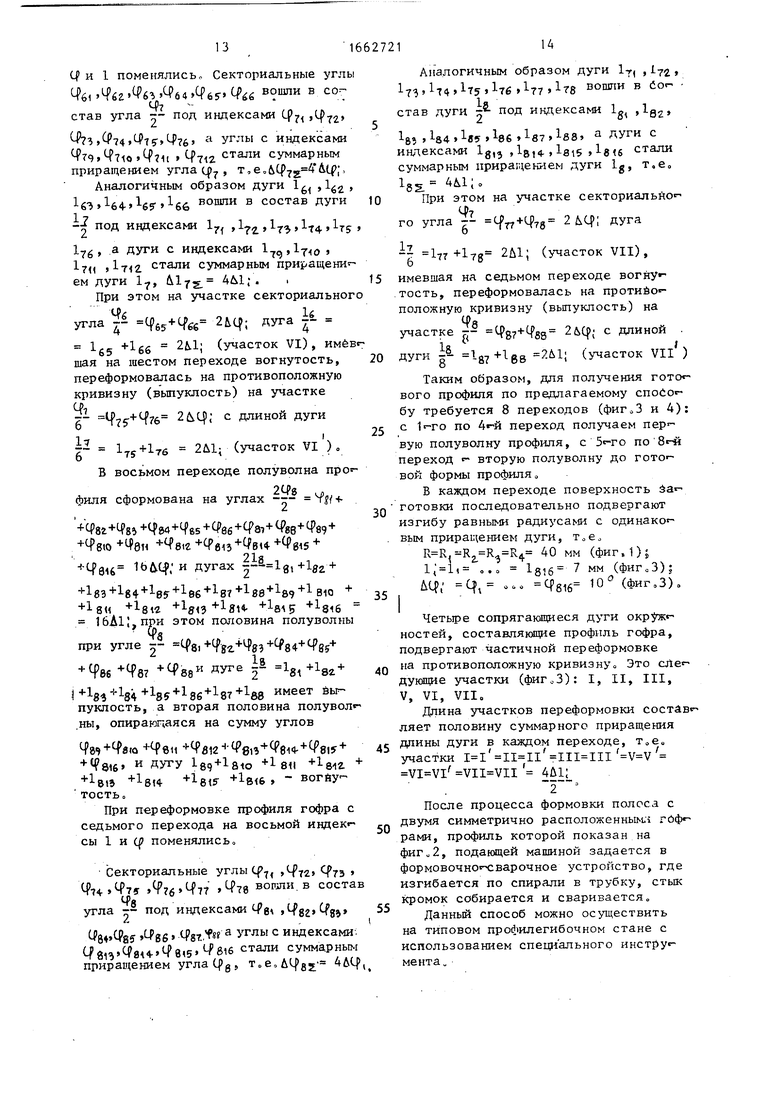
При переформовке профиля гофра с седьмого перехода на восьмой индек« сы 1 и (| поменялись
Секториальные углы Cf7 ,4J72 Я тз ворли в состав
угла -- под индексами , ,4 g2,Cfg.,
i
% Vg %.,f«f a углы с индексами tPe, стали суммарным приращением углаС| 8, т„е„АЦ в5; Ч(,
Аналогичным образом дуги 1-г( , 1уг 1 3 1- 4 1 5«176 177 1Г8 вошли в &0 став дуги под индексами 1 Ддг,
& , а ДУГИ С
индексами lg,3 ,18J4. , IBIS Дв1б стали суммарным приращением дуги lg, т,е„
15S- 4ili°
При этом на участке секториальйо
О го угла -- 2 дуга
if 177+178 2Л1; (участок VII),
имевшая на седьмом переходе вогну - тость, переформовалась на противо«положную кривизну (выпуклость) на
участке т-- 4 g7+4lgg 2&( с длиной .
1я
ДУГИ -3- 18 +18в 2&1; (участок VII )
Таким образом, для получения вого профиля по предлагаемому спосо бу требуется 8 переходов (фиг03 и 4): с 1то по переход получаем вую полуволну профиля, с 5«-го по переход «- вторую полуволну до гото вой формы профиля о
В каждом переходе поверхность за готовки последовательно подвергают изгибу равными радиусами с одинаков- вым приращением дуги, т0е0
. 40 мм (фигИ);
1( «.о lgi.6 мм ():
Щ- х ... Cpg16 10° (фиг.З).
Четыре сопрягающиеся дуги окруж«
ноетей, составляющие профиль гофра,
подвергают частичной переформовке на противоположную кривизну Это crte«дуюшие участки (фиг„3): I, II, III,
V, VI, VII.
Длина участков переформовки состав
ляет половину суммарного приращения длины дуги в каждом переходе, т„е„
участки
4Д1;
После процесса формовки полоса с двумя симметрично расположенным, гоф« рами, профиль которой показан на фиг о 2, подающей машиной задается в формовочно сварочное устройство, где изгибается по спирали в трубку, стык кромок собирается и сваривается„
Данный способ можно осуществить на типовом профилегибочном стане с использованием специального инструмента „
Профили, полученные по предлагаем мому способу, характеризуются стабильностью геометрических размеров, не выходящих за пределы допускаемых от- клонений„
Формула изобретения
Способ подготовки заготовок для изготовления сварных самокомпенси«- рующихся стальных труб, включающий формовку продольных гофров на поверх ности заготовки с чередованием гоЛ- рированных и негофрированных участ- ков, отличающийся тем,
л
аа
эИ-е
что, с целью повышения качества труб путем стабилизации размеров гофров, формовку гофров осуществляют изгибом последовательно по переходам от од«- ного основания гофра к другому с пе«- реходом через вершину, при этом в каждом переходе заготовку изгибают равными радиусами с одинаковым рацением длины дуги гофра, а сопряс- гаемые участки1 гофров,равные по длине половине приращения длины дуги в каждом последующем переходе, перефор мовывают на противоположную по отношению к предыдущему переходу кривиэ ну о
Фиг.1
(Риг. г
ФигЗ
Фиг. 4
| Способ подготовки заготовок для производства сварных самокомпенсирующихся стальных труб | 1984 |
|
SU1274791A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
