(Л
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования изделий из порошка | 1990 |
|
SU1748939A1 |
| Устройство для создания высокого давления и температуры | 1973 |
|
SU542546A1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ | 2006 |
|
RU2333061C2 |
| Пресс-форма для горячего прессования порошков | 1988 |
|
SU1629157A1 |
| Способ выдавливания рельефных полостей в заготовках и штамп для его осуществления | 1988 |
|
SU1599152A1 |
| Устройство для формирования функциональных покрытий из порошкового материала на торцевой поверхности металлической детали двухсторонним прессованием | 2020 |
|
RU2761060C1 |
| Инструмент для прессования | 1980 |
|
SU946714A1 |
| Пресс-форма для прессования полых изделий из порошка | 1989 |
|
SU1616783A2 |
| Устройство для прессования изделий с опережающим движением контейнера | 1981 |
|
SU1015952A1 |
| КАМЕРА ПРЕССОВАНИЯ МУСОРОВОЗА | 2022 |
|
RU2796155C1 |
Изобретение относится к порошковой металлургии. Целью изобретения является расширение технологических возможностей за счет увеличения сжимающего хода и диапазона регулирования давления в формующей полости. В процессе сближения верхней и нижней плит при прессовании материал контейнера 12, в котором размещен прессуемый материал 13, выдавливается в зазоры, образованные чередующимися по окружности каждой плиты выступами 5 и впадинами 6 с вертикальными боковыми внутренними поверхностями. Образующиеся при этом заусенцы запирают полость с прессуемым материалом и создают условия всестороннего сжатия деталей пресс-формы. Конические поверхности 9 снижают напряжения изгиба в выступах 5. Зазоры при сближении плит не меняются по величине. 3 ил.
Изобретение относится к порошковой металлургии, в частности к пресс-формам для прессования порошков при высоких давлениях.
Цель изобретения - расширение технологических возможностей за счет увеличения сжимающего хода и диапазона регулирования давления в формующей полости.
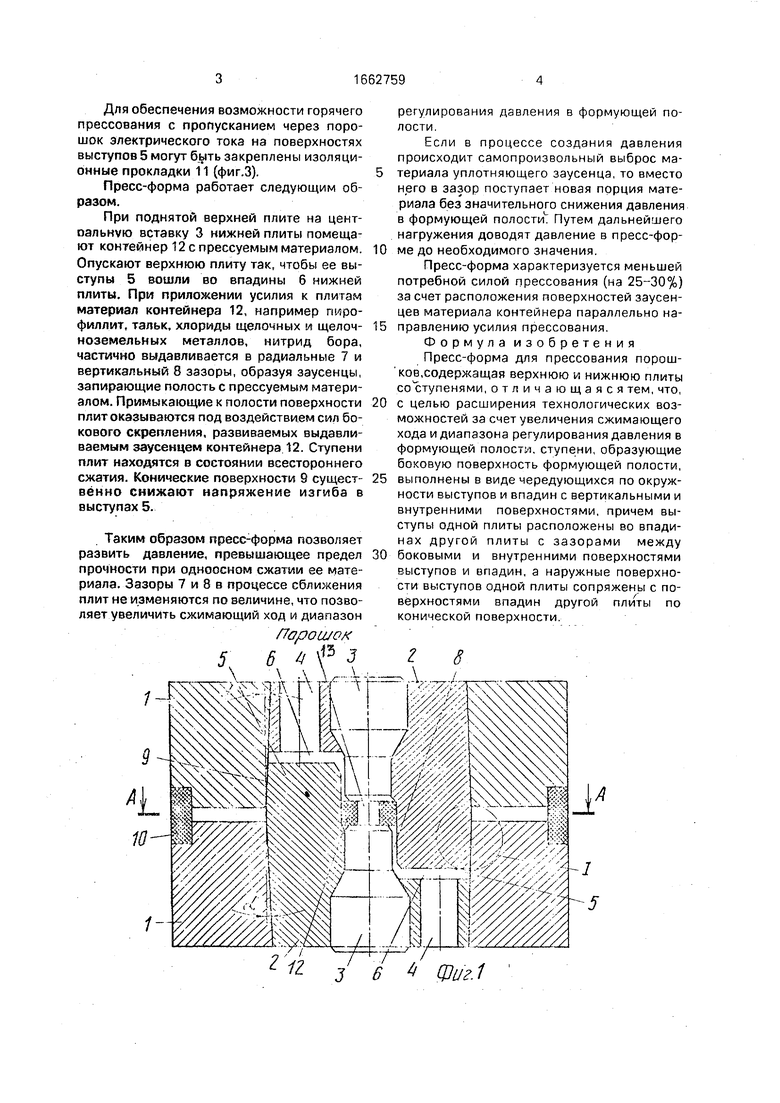
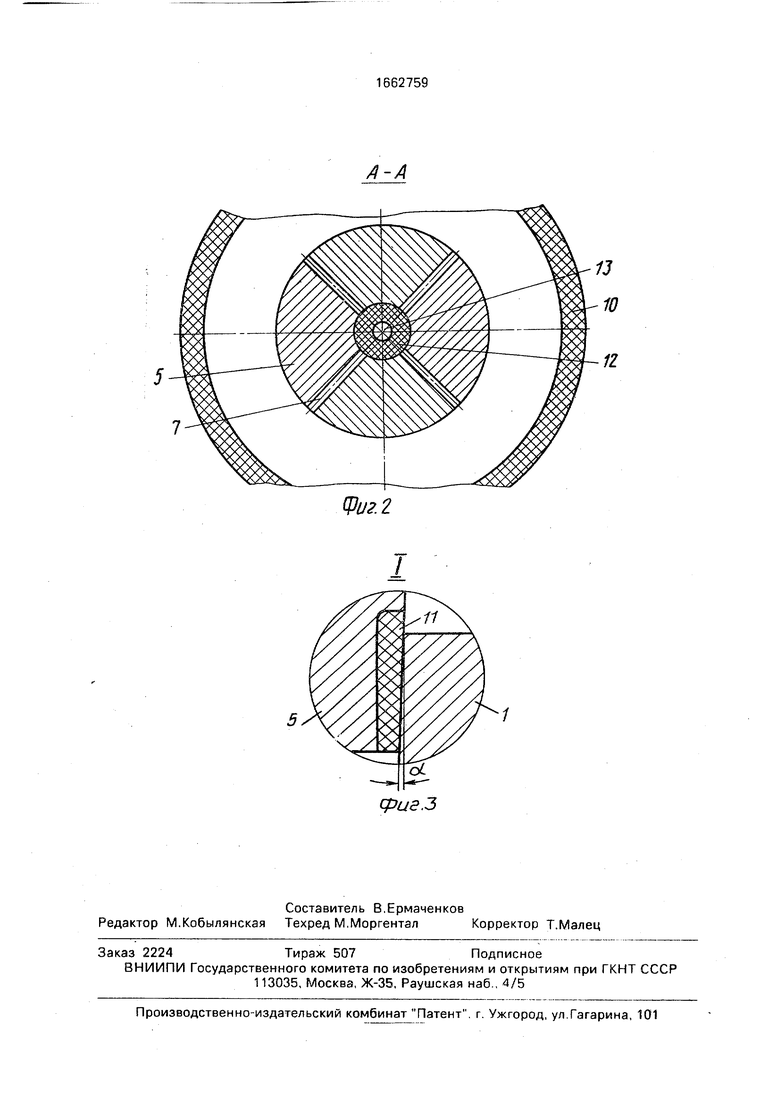
На фиг.1 изображена пресс-форма, общий вид; на фиг.2 - разрез А-А на фиг.1; на фиг.З - узел I на фиг.1.
Пресс-форма для прессования порошков содержит верхнюю и нижнюю плиты, выполненные составными из колец 1, промежуточных 2 и центральных 3 вставок. Кольцо 1, промежуточная 2 и центральная 3 вставки каждой плиты собраны с натягом. В
промежуточных вставках 2 выполнены отверстия 4 для введения в них распрессовоч- ных толкателей (не показаны)
Кольцо 1 и промежуточная вставка 2 образуют ступени плиты, представляющие чередующиеся по окружности выступы 5 и впадины б, причем выступы одной из плит входят во впадины другой плиты с зазорами 7 и 8 между боковыми и внутренними поверхностями выступов и впадин. Наружные поверхности выступов 5 одной плиты сопряжены с поверхностями впадин 6 другой плиты по конической поверхности 9. Упругое кольцо 10. например из резины, предназначено для обеспечения параллельности плит в исходном положении. Каждая из плит может быть выполнена монолитной из штамповой, быстрорежущей стали или из твердого сплава.
О
о ю
vj
сл чэ
Для обеспечения возможности горячего прессования с пропусканием через порошок электрического тока на поверхностях выступов 5 могут быть закреплены изоляционные прокладки 11 (фиг.З).
Пресс-форма работает следующим образом.
При поднятой верхней плите на цент- оальную вставку 3 нижней плиты помещают контейнер 12 с прессуемым материалом. Опускают верхнюю плиту так, чтобы ее выступы 5 вошли во впадины 6 нижней плиты. При приложении усилия к плитам материал контейнера 12, например пирофиллит, тальк, хлориды щелочных и щелоч- ноземельных металлов, нитрид бора, частично выдавливается в радиальные 7 и вертикальный 8 зазоры, образуя заусенцы, запирающие полость с прессуемым материалом. Примыкающие к полости поверхности плит оказываются под воздействием сил бокового скрепления, развиваемых выдавливаемым заусенцем контейнера 12. Ступени плит находятся в состоянии всестороннего сжатия. Конические поверхности 9 сущест- вённо снижают напряжение изгиба в выступах 5.
Таким образом пресс-форма позволяет развить давление, превышающее предел прочности при одноосном сжатии ее материала. Зазоры 7 и 8 в процессе сближения плит не изменяются по величине, что позволяет увеличить сжимающий ход и диапазон
Яарошок 5
1
/3 6 Фиг.1
регулирования давления в формующей полости.
Если в процессе создания давления происходит самопроизвольный выброс материала уплотняющего заусенца, то вместо него в зазор поступает новая порция материала без значительного снижения давления в формующей полости Путем дальнейшего нагружения доводят давление в пресс-форме до необходимого значения.
Пресс-форма характеризуется меньшей потребной силой прессования (на 25-30%) за счет расположения поверхностей заусенцев материала контейнера параллельно направлению усилия прессования.
Формула изобретения
Пресс-форма для прессования порош ков,содержащая верхнюю и нижнюю плиты со ступенями, отличающаяся тем, что, с целью расширения технологических возможностей за счет увеличения сжимающего хода и диапазона регулирования давления в формующей полости, ступени, образующие боковую поверхность формующей полости, выполнены в виде чередующихся по окружности выступов и впадин с вертикальными и внутренними поверхностями, причем выступы одной плиты расположены во впадинах другой плиты с зазорами между боковыми и внутренними поверхностями выступов и впадин, а наружные поверхности выступов одной плиты сопряжены с поверхностями впадин другой плиты по конической поверхности.
Фиг. 2
12
| Кипарисов С.С., Падалко О.В | |||
| Оборудование предприятий порошкой металлургии | |||
| - М.: Металлургия, 1988, с | |||
| ПЕРЕДВИЖНАЯ ДИАГРАММА ДЛЯ СРАВНЕНИЯ ЦЕННОСТИ РАЗЛИЧНЫХ ПРОДУКТОВ ПО ИХ КАЛОРИЙНОСТИ | 1919 |
|
SU285A1 |
| рис | |||
| Прибор для записи звуковых волн | 1920 |
|
SU219A1 |
| Охрименко Я.М | |||
| Технология кузнечно- штамповочного производства | |||
| - М.: Машиностроение, 1976, с | |||
| Способ получения мыла | 1920 |
|
SU364A1 |
| Ветряный много клапанный двигатель | 1921 |
|
SU220A1 |
