Изобретение относится к машиностроению, в частности к отделочной обработке деталей из немагнитных материалов.
Цель изобретения - повышение производительности обработки путем создания циркуляции (перемешивание) ферроабразивного порошка в рабочем зазоре.
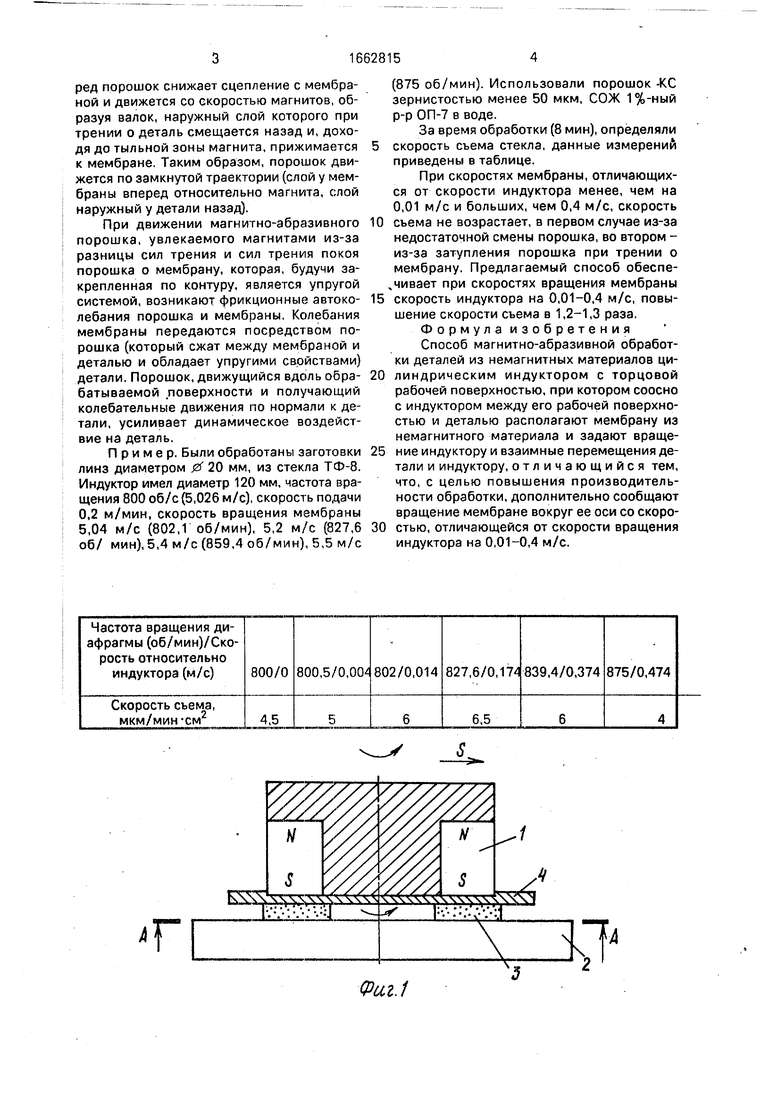
На фиг.1 схематично представлено устройство для реализации способа; на фиг.2 - сечение А-А на фиг.1.
Способ реализуют с помощью устройства, которое содержит магнитный индуктор 1 с торцовой рабочей поверхностью, установленный на корпусе (не показан) с возможностью приводного вращения относительно обрабатываемой детали 2. В зазоре между индуктором 1 и деталью 2 размещен ферро- абразивный порошок 3, а между последним и полюсами индуктора 1 установлена с возможностью приводного вращения относительно индуктора 1 мембрана 4 из немагнитного материала.
При обработке поверхности магнитному индуктору 1 сообщают вращение вокруг его оси и перемещение подачи, мембране 4 сообщают вращение вокруг оси индуктора 1 в направлении его вращения со скоростью, большей скорости индуктора на 0,01-0,4 м/с. Магнитно-абразивный порошок 3 притягивается магнитами индуктора 1 и формирует щетки, которые полируют обрабатываемую деталь 2. Скорости индуктора и мембраны различны, что обеспечивает перемешивание порошка и высокую режущую способность, а следовательно, повышает скорость съема.
Перемешивание происходит за счет наличия относительного движения мембраны, отделяющей порошок от индуктора. При этом порошок удерживается магнитами и слой, прилегающий к мембране, увлекается вперед, так как ее скорость выше скорости магнитов, а нижние слои тормозятся обрабатываемой деталью. При движении впе«
Ј
О
о ю со
ел
ред порошок снижает сцепление с мембраной и движется со скоростью магнитов, образуя валок, наружный слой которого при трении о деталь смещается назад и, доходя до тыльной зоны магнита, прижимается к мембране. Таким образом, порошок движется по замкнутой траектории (слой у мембраны вперед относительно магнита, слой наружный у детали назад),
При движении магнитно-абразивного порошка, увлекаемого магнитами из-за разницы сил трения и сил трения покоя порошка о мембрану, которая, будучи закрепленная по контуру, является упругой системой, возникают фрикционные автоко- лебания порошка и мембраны. Колебания мембраны передаются посредством порошка (который сжат между мембраной и деталью и обладает упругими свойствами) детали. Порошок, движущийся вдоль обра- батываемой .поверхности и получающий колебательные движения по нормали к детали, усиливает динамическое воздействие на деталь.
Пример. Были обработаны заготовки линз диаметром & 20 мм, из стекла ТФ-8. Индуктор имел диаметр 120 мм, частота вращения 800 об/с (5,026 м/с), скорость подачи 0,2 м/мин, скорость вращения мембраны 5,04 м/с (802,1 об/мин), 5,2 м/с (827(6 об/ мин), 5,4 м/с (859,4 об/мин), 5,5 м/с
(875 об/мин). Использовали порошок -КС зернистостью менее 50 мкм, СОЖ 1 %-ный р-р ОП-7 в воде.
За время обработки (8 мин), определяли скорость съема стекла, данные измерений приведены в таблице.
При скоростях мембраны, отличающихся от скорости индуктора менее, чем на 0,01 м/с и больших, чем 0,4 м/с, скорость съема не возрастает, в первом случае из-за недостаточной смены порошка, во втором - из-за затупления порошка при трении о мембрану. Предлагаемый способ обеспе- ччивает при скоростях вращения мембраны скорость индуктора на 0,01-0,4 м/с, повышение скорости съема в 1,2-1,3 раза.
Ф о р м у л а и з о б р е т е н и я
Способ магнитно-абразивной обработки деталей из немагнитных материалов цилиндрическим индуктором с торцовой рабочей поверхностью, при котором соосно с индуктором между его рабочей поверхностью и деталью располагают мембрану из немагнитного материала и задают вращение индуктору и взаимные перемещения детали и индуктору, отличающийся тем, что, с целью повышения производительности обработки, дополнительно сообщают вращение мембране вокруг ее оси со скоростью, отличающейся от скорости вращения индуктора на 0,01-0,4 м/с.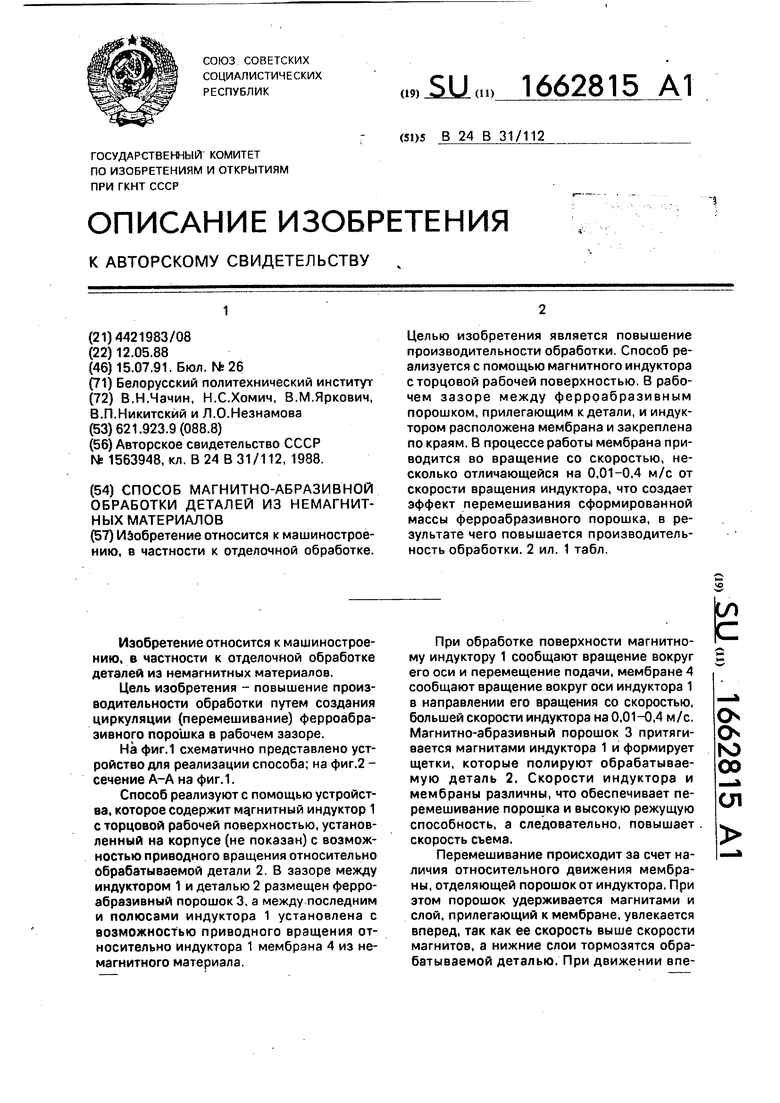
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МАГНИТНО-АБРАЗИВНОЙ ОБРАБОТКИ | 1996 |
|
RU2098258C1 |
| Приспособление для магнитно-абразивной обработки деталей | 1980 |
|
SU872222A2 |
| Способ магнитно-абразивной обработки внутренних поверхностей полых немагнитных деталей типа тел вращения | 1989 |
|
SU1773696A1 |
| КОМПОЗИЦИОННЫЙ ФЕРРОАБРАЗИВНЫЙ ПОРОШОК И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2366676C2 |
| Способ магнитно-абразивной обработки | 1988 |
|
SU1585124A1 |
| Способ односторонней магнитно-абразивной обработки поверхностей и устройство для его осуществления | 1987 |
|
SU1437197A1 |
| Устройство для магнитно-абразивной обработки изделий | 1982 |
|
SU1106641A1 |
| Устройство для магнитно-абразивнойОбРАбОТКи плОСКиХ пОВЕРХНОСТЕй | 1979 |
|
SU841931A1 |
| Способ чистовой обработки наружных поверхностей изделий из немагнитных материалов | 1985 |
|
SU1435414A1 |
| Способ магнитно-абразивной обработки деталей | 1982 |
|
SU1060439A1 |
Изобретение относится к машиностроению, в частности к отделочной обработке. Целью изобретения является повышение производительности обработки. Способ реализуется с помощью магнитного индуктора с торцевой рабочей поверхностью. В рабочем зазоре между ферроабразивным порошком, прилегающим к детали, и индуктором расположена мембрана и закреплена по краям. В процессе работы мембрана приводится во вращение со скоростью, несколько отличающейся на 0,01-0,4 м/с от скорости вращения индуктора, что создает эффект перемешивания сформированной массы ферроабразивного порошка, в результате чего повышается производительность обработки. 2 ил.,1 табл.
КЧУЧ .Ч Ч УУЧУ
1 а«м мг н м м 9 фнм1я «ан ::: Ъ .З
ЧЧУчЧ ЧЧЧЧЧУхХ У
ЁЭ-Ж11
Фиг./
г
У
РМ.2
| Устройство для магнитно-абразивной обработки | 1988 |
|
SU1563948A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
