Известны устройства для пакетирования полосового проката на холодильнике прокатного стана, включающие тележки и толкатель со штангами.
Предложенное устройство отличается от известных тем, что его выходные торцы имеют кантующие кронштейны со скосом, а штанги толкателя снабл ены наставками, несущая поверхность которых находится ниже поверхности холодильника.
Эти отличия позволяют накапливать пачки проката на тележках и упрощают конструкцию устройства.
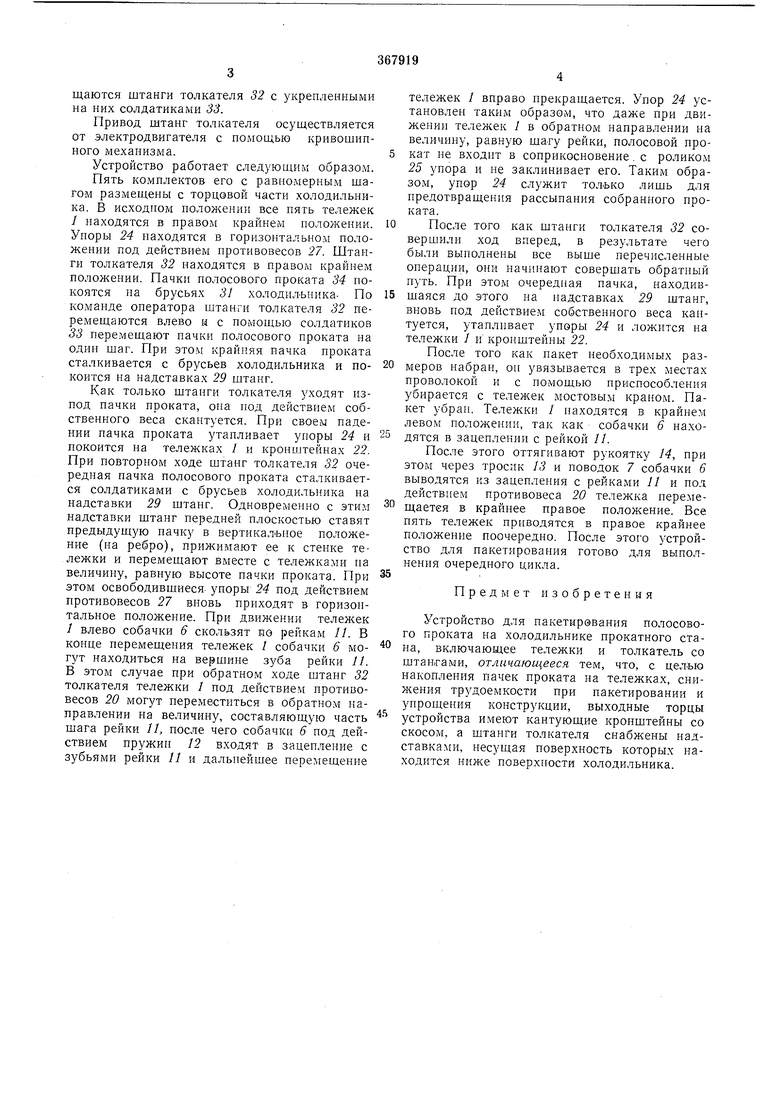
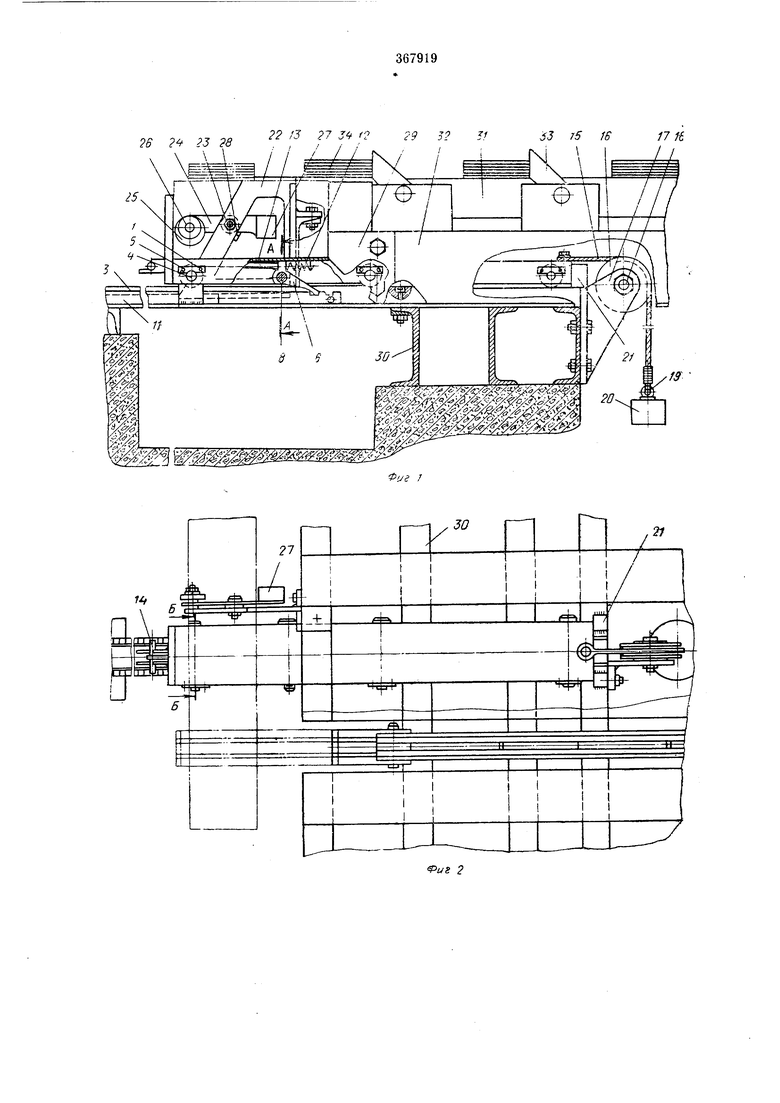
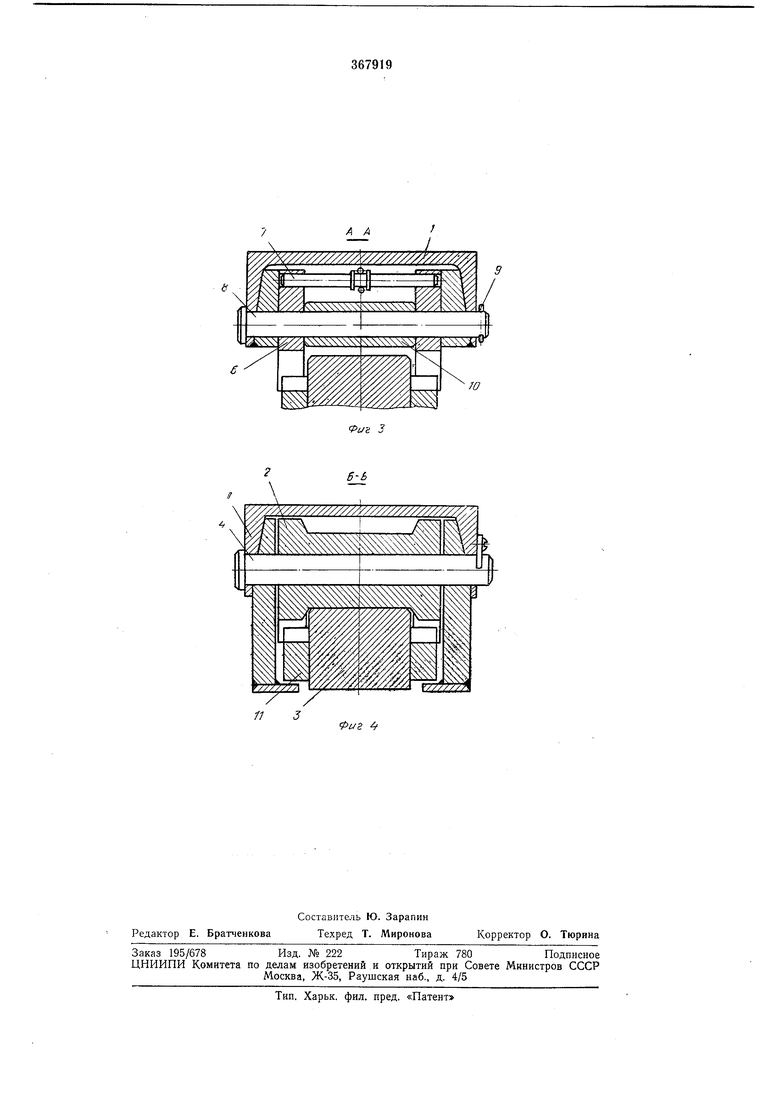
На фиг. 1 изображен обший вид устройства; на фиг. 2 - то же, вид сверху одного комплекта устройства; на фиг. 3 - разрез но Л- А на фиг. 1; на фиг. 4 - разрез по Б-Б на фиг. 2.
Устройство состоит из нескольких одинаковых комплектов, содержащих накопительные тележки 1, представляющие собой сварную конструкцию, выполненную из ншеллера.
Каждая тележка / снабжена тремя роликами 2, которые для перемещения ее по призматическим направляющим 3. Ролики 2 вращаются на осях 4, которые ограничиваются от проворачивания при помощи планок 5. В средней части тележки вмонтирован узел, состоящий из двух собачек 6, соединенных для синхронизации движения поводком 7. Собачки
6 вращаются на оси 8, закрепленной с помощью шплинта 9 в корнусе тележки 1. Для фиксирования положения собачек 6 относительно оси 8 между 1Н)ми установлена распорная втулка 10 (фиг- 3). Собачки 6 постоянно находятся в зацеплении с зубчатой рейкой // под действием пружины растяжения 12. Для вывода собачек 6 нз зацепления с рейкой // служ1 т тросик 13 с рукояткой 14.
В передней части тележкн / укреплен трос 15, перекинутый через блок 16. Блок 16 укреплен в кронщтейне /7 при помощи оси (фиг. 1), трос 13 с помощью рым-болта 19 соединен с противовесом 20. Переднее ноложепне тележек / фиксируется упорами 21. С торца холодильника укреплены кронштейны 22, имеющие в верхней части уступ.
На каждом кронштейне 22 с помощью оси 23 укренлен упор 24. имеющий в передней части ролик 25, насаженный на ось 26. Па другом конце упора 24 установлен противовес 27. Упор 24 фиксируется в горизонтальном положении планкой 28, приваренной к кронштейну 22. Продвижение отдельных автоматически набтбранных пачек проката вдоль холодильника осуществляется штангами толкателя с надставками 29.
Холодильник представляет собой сварную раму 30 с уложенными на нее сталъными брусьями 31. Между брусьями перемещаются штанги толкателя 32 с укрепленными на них солдатиками 33. Привод штанг толкателя осуществляется от электродвигателя с номощью кривошипного механизма. Устройство работает следующим образом. Пять комплектов его с равномерным шагом размещены с торцовой части холодильника. В исходном положении все пять тележек 1 находятся в правом крайнем положении. Упоры 24 находятся в горизонтальном положении под действием противовесов 27. Штанги толкателя 32 находятся в правом крайнем положении. Пачки полосового проката 34 покоятся на брусьях 31 холодильника- По команде оператора штанги толкателя 32 перемещаются влево и с помощью солдатиков 33 перемещают пачки полосового проката на один шаг. При этом крайняя пачка проката сталкивается с брусьев холодильника и покоится на надставках 29 штанг. Как только штанги толкателя уходят изпод пачки проката, она под действием собственного веса скантуется. При своем падении пачка проката утапливает упоры 24 и поконтся на тележках / и кронштейнах 22. При повторном ходе штанг толкателя 32 очередная пачка полосового проката сталкивается солдатиками с брусьев холодильника па надставки 29 штанг. Одновременно с этим надставки штанг передней плоскостью ставят предыдущую пачку в вертикал-ьное положение (на ребро), прижимают ее к стенке тележки и перемещают вместе с тележками на величину, равную высоте пачки проката. При этом освободившиеся- упоры 24 под действием противовесов 27 вновь приходят в горизоптальное по«1ожение. При движении тележек 1 влево собачки 6 скользят по рейкам 11. Ъ конце перемещения тележек / собачки 6 могут находиться на вершине зуба рейки 11. В этом случае при обратном ходе штанг 32 толкателя тележки / под действием противовесов 20 могут нереме-ститься в обратном направлении на величину, составляющую часть шага рейки 11, после чего собачки 6 под действием пружин 12 входят в зацепление с зубьями рейки 11 и дальнейшее перемещение тележек / вправо прекращается. Упор 24 установлен таким образом, что даже при движении тележек / в обратном направлении на величину, равную ща-гу рейки, полосовой прокат не входит в соприкосновение. с роликом 25 упора и не заклинивает его. Таким образом, упор 24 служит только лишь для предотвращения рассыпания собранного проката. После того как штанги толкателя 32 совершили ход вперед, в результате чего были выполнены все выше перечисленные операции, они начинают совершать обратный нуть. При этом очередная пачка, находившаяся до этого на надставках 29 штанг, вновь под действием собственного веса кантуется, утапливает упоры 24 и ложится на тележки / и кронштейны 22. После того как пакет необходимых размеров набран, он увязывается в трех местах проволокой и с номощью приспособления убирается с тележек мостовым краном. Пакет убран. Тележки / находятся в крайнем левом положении, так как собачки 6 на.ходятся в зацеплении с рейкой //. После этого оттягивают рукоятку 14, при этом через троспк 13 и поводок 7 собачки 6 выводятся из зацепления с рейками 11 и под действием противовеса 20 тележка перемещается в крайнее правое положение. Все пять тележек приводятся в правое крайнее положение поочередно. После этого устройство для пакетирования готово для выполнения очередного цикла. Предмет изобретения Устройство для пакетирввания полосового проката на холодильнике прокатного стана, включающее тележки н толкатель со штан.гами, отличающееся тем, что, с целью накопления пачек проката на тележках, сннлсения трудоемкости при пакетировании и упрошения конструкции, выходные торцы устройства имеют кантующие кронштейны со скосом, а штанги толкателя снабжены надставками, несущая поверхность которых находится ниже поверхности холодильника. 22 /J I I 7 .54- 2 / / I
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для пакетирования профилей типа швеллера | 1976 |
|
SU613834A1 |
| Устройство для поштучной подачи прямоугольных заготовок | 1980 |
|
SU910519A2 |
| Устройство для формирования пачек длинномерного проката | 1989 |
|
SU1662909A1 |
| Механизированная линия резки листового проката | 1979 |
|
SU946823A1 |
| Периодический вертикально-замкнутый конвейер | 1974 |
|
SU524748A1 |
| Кантователь труб | 1990 |
|
SU1726082A1 |
| Поточная линия для изготовления и упаковки, например, школьных тетрадей | 1959 |
|
SU131359A1 |
| Поточная линия для сварки плоских полотнищ с ребрами жесткости | 1977 |
|
SU662305A1 |
| Автоматическая транспортная установка для передачи изделий с одного конвейера на другой | 1974 |
|
SU557014A1 |
| Устройство для кантования изделий | 1990 |
|
SU1724552A1 |
/; 3
Фиг 4
