Перемычки, образовавшиеся на торцах магнитопроводов после шлифовки и получения хорошей плоскостности торцов (операция доводки торцов магнитопроводов), в настояшее время устраняют вручную наждачной бумагой или с пастой на притире.
Известные станки для доводки сердечников магнитных головок содержат горизонтальный доводочный диск, Приспособление для крепления обрабатываемых сердечников, расположенное над доводочным диском и перемеш,аюш,ееся относительно него, и привод.
Предложенный станок содержит, как обычно, горизонтальный доводочный диск (притир), расположенное над ним приспособление для крепления обрабатываемых изделий и непрерывного их перемеш,ения относительно доводочного диска и привод.
Цель изобретения - повышение производительности путем автоматизации подачи изделий и их съема.
Для этого в станке совместно применены транспортер для подачи изделий к указанному приспособлению, выполненному в виде карусельного диска с рабочими гнездами на периферии, система поворотных подпружиненных рычагов, установленных на карусельном диске и прижимаюш,их изделие к притиру, и толкатели с рычажно-кулачковыми передачами для поштучной выдачи изделий из
транспортера в гнезда карусельного диска и удаления их после обработки.
Для перемеш ения обработанных изделий на следующую технологическую операцию может
быть применен вспомогательный толкатель, а для управления подпрЗл иненными рычагами - неподвижный копир.
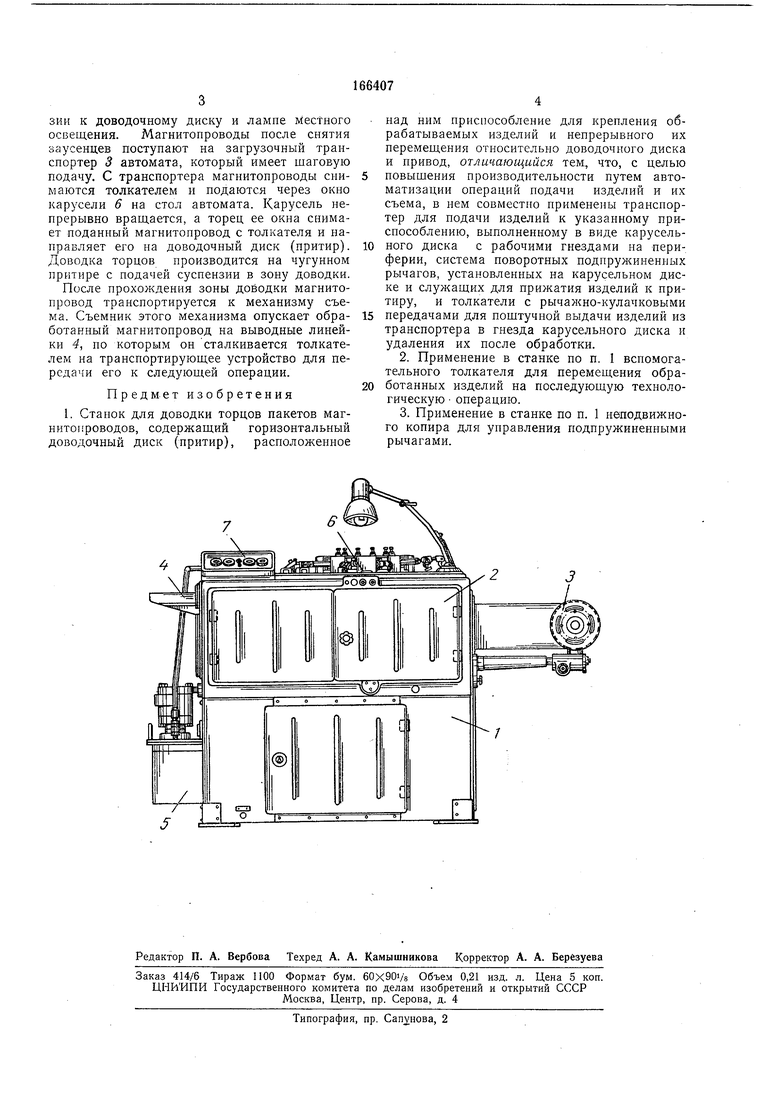
На чертеже изображен предложенный автомат.
Технологический процесс доводки торцов на автомате состоит из следуюш;их операций: приема магнитопровода с загрузочного транспортируюш,его устройства; подачи магнитопровода через окно на стол карусели; доводки
торцов магнитопровода; съема магпитопровода и вывода его из автомата по специальным линейкам.
Весь технологический процесс полностью автоматизирован.
Станина автомата состоит из двух частей основания /, в котором расположены электродвигатель привода и панель с электроаппаратурой, и коробки 2, в которой смонтирован привод автомата. Справа к корпусу автомата прикреплен кронштейн загрузочного транспортера 3, а слева - липейка 4 и насосная станция 5. На верхней плоскости коробки привода расположены доводочный диск, компенсируюш,ее устройство, карусель 6, пульт упЗИП к доводочному диску и лампе местного освещения. Магнитопроводы после снятия заусенцев поступают на загрузочный транспортер 3 автомата, который имеет шаговую подачу. С транспортера магнитопроводы снимаются толкателем и подаются через окно карусели 6 на стол автомата. Карусель непрерывно вращается, а торец ее окна снимает поданный магнитопровод с толкателя и направляет его на доводочный диск (притир). Доводка торцов производится на чугунном притире с подачей суспензии в зону доводки. После прохождения зоны доводки магнитопровод транспортируется к механизму съема. Съемник этого механизма опускает обработанный магнитопровод на выводные линейки 4, по которым он сталкивается толкателем на транспортирующее устройство для передачи его к следующей операции.
Предмет изобретения
1. Станок для доводки торцов пакетов магнитоироводов, содержащий горизонтальный доводочный диск (притир), расположенное
над ним приспособление для крепления обрабатываемых изделий и непрерывного их перемещения относительно доводочного диска и привод, отличающийся тем, что, с целью
повышения производительности путем автоматизации операций подачи изделий и их съема, в нем совместно применены транспортер для подачи изделий к указанному присиособлению, выполненному в виде карусельного диска с рабочими гнездами на периферии, система поворотных подпрул иненных рычагов, установленных на карусельном диске и служащих для прижатия изделий к притиру, и толкатели с рычажно-кулачковыми
передачами для пощтучпой выдачи изделий из транспортера в гнезда карусельного диска и удаления их после обработки.
2.Применение в станке по п. I вспомогательного толкателя для перемещения обработанных изделий на последующую технологическую операцию.
3.Применение в станке по п. 1 неподвижного копира для управления подпружиненными рычагами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок-автомат для обработки плоских поверхностей | 1988 |
|
SU1553393A1 |
| СПОСОБ И СТАНОК ДЛЯ ОБРАБОТКИ КОЛЬЦЕВЫХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2215634C2 |
| АВТОМАТИЧЕСКИЙ СТАНОК ДЛЯ ДОВОДКИ ПЛОСКОЙ ПОВЕРХНОСТИ ИЗДЕЛИЯ | 1966 |
|
SU181514A1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1981 |
|
SU956253A1 |
| Станок для доводки поверхностей вращения | 1982 |
|
SU1039700A1 |
| НЕРАЗРЕЗНОЙ ПРИТИР|^1ШиТЕЯД | 1972 |
|
SU338354A1 |
| КАРУСЕЛЬНАЯ ПЕЧЬ ДЛЯ ТЕРМООБРАБОТКИ ДЕТАЛЕЙ | 1973 |
|
SU397551A1 |
| СТАНОК ДЛЯ ДОВОДКИ КОНИЧЕСКИХ ОТВЕРСТИЙ | 1973 |
|
SU396257A1 |
| Станок для доводки плоских поверхностей деталей | 1980 |
|
SU891386A2 |
| Станок для доводки плоских поверхностей деталей | 1976 |
|
SU648389A1 |
