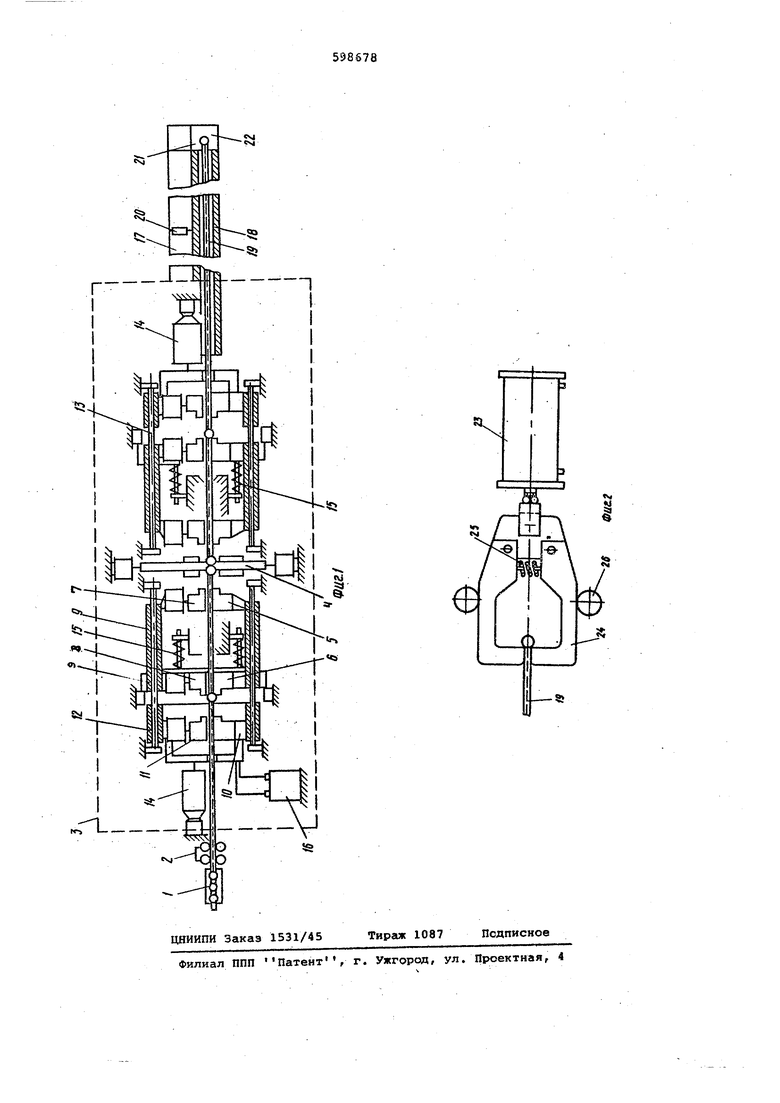
Устройство относится к обработке металлов давлением и может быть применено для изготовления заготовок предварительно напряженной арматуры. Известно устройство для образования анкерных головок на арматурной проволоке, которое содержит смонтированные на станине механизмы правки, мерной -подачи, резки проволоки и высадки крайних и промежуточных анкерны головок l. В известном устройстве высадка крайних и промежуточных анкерных головок на одном стержне происходит иа двух позициях, что ведет к потере вре мени на транспортировку от позиции к позиции, а также к усложнению конструкции, так как требуется большое количество проводов и линий транспортировки , Кроме того, это устройство не обес печивает точной установки обрабатываемой проволоки из-за колебаний во вре мени срабатывания концевых выключателей. Целью изобретения является повышение производительности и упрощение конструкции известного устройства. Для этого в предлагаемом устройстве механизмы высадки промежуточных анкерньох головок размещены на одной оси с механизмом высадки крайних анкерных головок, причем механизм высадки крайних анкерных голово : расположен между механизмами высадки промежуточных анкерных головок, С целью точной установки обрабатываемой проволоки устройстве имеет приводной цанговый зажим, установленный с возможностью перемещения на ста- нине на одной оси с механизмами высадки анкерных головок, за последним по ходу проволоки механизмом, высадки. На фиг. 1 изображено описываемое устройство, общий вид; на фиг. 2 - приводной цанговый зажим, Устройство содержит механизмы правки 1, мерной подачн 2 и резки 3 проволоки мерной длины и высадки на ее концах крайних к п.ромежуточных анкерных головок. Механизм 3 состоит из режущих ножей 4, по обе стороны которых размещены упорные приводные электроды 5 и 6,прижимные электроды 7 и б,установленные на станине на направляющих втулках 9,упорные подвижные электроды .10 и прижимные электроды 11,установленные на станине на направляющих втулках 12, направляющих D.- приводов 14. пружин
Т5, служа1аих для возврата механизмов в исходное положение, и блока трансФорматоров 16. Устройство содержит также механизм 17 с каналом 18 для прохождения проволочной заготовки 1,9, механизм 20 открывания канала, конце- лоВ выключатель 21, и механизм 22 протнжки проволоки на мерную длину. Механизм 22 состоит из привода 23 перемещений захватных губбк 24 , подпружиненных с внутренней стороны пружиной 25,. а с наружной ограниченных роликами 26.
стройство работает следующим образом.
Проволоку правят на механизме 1 и механизмом 2 подают к механизму 3. При первой заготовке оператор останавливает подающий и правильный механизм тогда, когда конец проволоки появится у электродов высадки крайних головок. Затем включают механизмы прижимных электродов 7, 8f Ни понижающие трансформаторы 16. Участки проволоки, зажатые между электродами, нагреваются До температуры высадки головок.
Затем понижающие трансформаторы отключают и включают механизмы режущих ножей 4 и разрезают нагретый участок проволоки, далее ножи остаются включенными и служат упорами при высадке крайних анкерных головок. Механизм высадки при срабатывании сначала перемещает станину с электродами 10 и 11, смонтированную на направляквдих втулках 12, по направляквдям 13, высаживая при этом промежуточные головки,а при дальнейшем перемещении, достигнув втулок 9, нажимает на них и перемещает их станины с электродами 5, 6, 7 и 8, высаживая крайние головки. Ножи в это время служат упором при высаДке. После этого все механизмы возвращаются в исходное положение. Срабатывает механизм 20 и открывает канал механизма 17, выбрасывая при этом конец, отрезанной проволоки в отходы.
Затем правильный 1 и подающий 2 механизмы подают проволоку с высаженными на одном конце анкерными головками в канал устройства 17. Проволока, достигнув.концевого выключателя 21, выключает правильный и подающий механизмы и включает -механизм точной установки проволоки на мерную длину. Привод 23 механизма 22 перемещает губки 24 на захват конца проволоки. Так как губки ограничены с наружной стороны роликами 26, а с внутренней - подпруинены пружиной 25 и в сжатом положении расстояние между губками больше толщины проволоки, поэтому губки, перем цаясь по проволоке, захватывают ее за крайнюю головку и подтягивают на заданную величину перемещения штока привода 23. После этого привод вoзвJ)aщaeт губки 24 в исходное положение, освобождая при этом конец проволоки, затем включают механизмы прижимных электродов 7, 8, 11 и понижаюие трансформаторы 16. Готовые стержни 1 9 подают в накопитель.
формула изобретения
1.Устройство для образования анкерных головок на арматурной проволоке, содержащее смонтированные на станине механизмы правки, мерной подачи и резки проволоки, а также механизмы высадки крайних и промежуточных анкерных головок,о т ли ч аю щ е ее я.
тем, что, с целью повшиения производительности и упрощения КОНСТРУКЦИЙ, i
механизмы высадки промежуточных анкерных головск размещены на одной оси с механизмом высадки крайних анкерных головок, причем механизм высадки крайних анкерных головок расположен между механизмами высадки промежуточных анкерных головок.
2.Устройство ПОП.1, о т л и ч аю Щ е е С Я тем, что, с целью точной
установки обрабатываемой проволоки, оно имеет приводной цанговый зажим, установленный с возможностью перемещения на станине на одной оси с механизмами высадки анкерных головок, за последним по ходу Проволоки механизмом высадки.
Источники информации, принятые во внимание при экспертизе:
1. Авторское свидетельство СССР № 307611, кл. В 21 Р 5/00, 1970.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для высадки анкерных головок | 1990 |
|
SU1791599A1 |
| Станок для правки и мерной резки проволоки | 1989 |
|
SU1664446A1 |
| Машина для сварки объемныхАРМАТуРНыХ KAPKACOB пРяМОугОльНОгОСЕчЕНия | 1978 |
|
SU799881A1 |
| Установка для высадки сфероподобных головок на анкерных стержнях закладных деталей | 1990 |
|
SU1779452A1 |
| Гвоздильный автомат | 1981 |
|
SU988432A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ДЛИННОМЕРНОГО МАТЕРИАЛАВСЕСОЮЗНАЯ11Я?|1Т§10-ТЕХНН'{?01! | 1972 |
|
SU332902A1 |
| Установка для образования анкеров на арматурных стержнях | 1981 |
|
SU1017451A1 |
| Механизм образования анкерных головок | 1983 |
|
SU1094936A1 |
| Автомат для ударной конденсаторной сварки | 1988 |
|
SU1549705A1 |
| Автомат для изготовления гвоздей | 1978 |
|
SU716690A1 |