Изобретение относится к производству формовых резиновых изделий и может быть использовано для удаления облоя с деталей изготовленных компрессионным, трансферным и литьевым способом.
Целью изобретения является повышение интенсивности процесса обработки.
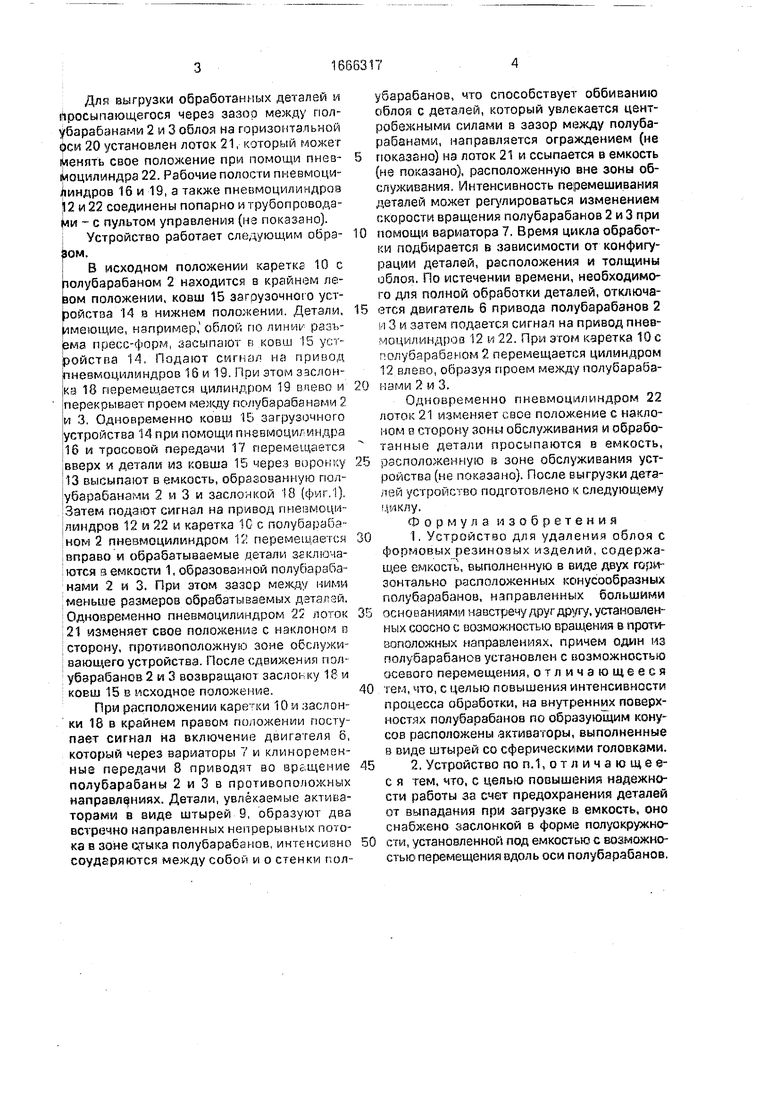
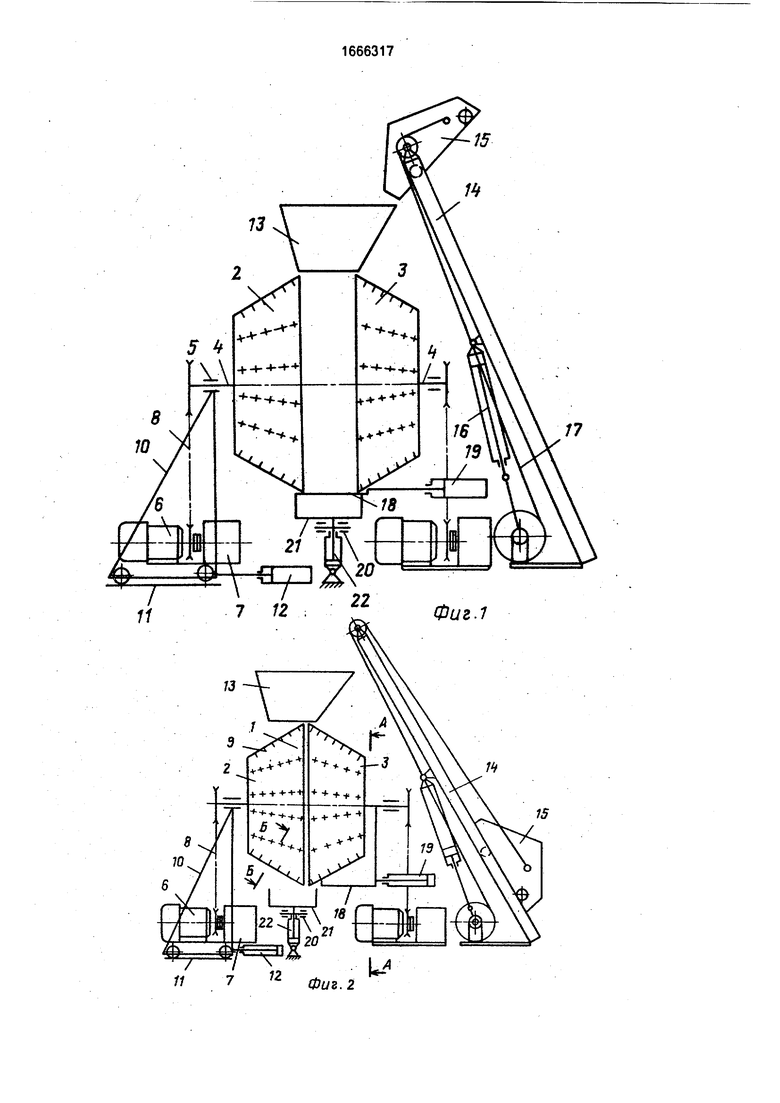
На фиг.1 схематично изображено предлагаемое устройство в положении загрузки; на фиг.2 - то же, в рабочем положении; на фиг.З - сечение А-А на фиг.2; на фиг.4 - сечение Б-Б на фиг.2.
Устройство состоит из емкости 1, образованной двумя конусообразными полубарабанами 2 и 3, направленными большими основаниями навстречу друг другу. Каждый полубарабан 2 и 3 смонтирован консольно на горизонтальных полуосях 4 в опорах 5 качения с индивидуальным приводом от двигателя 6 через вариатор 7 и клиноременную передачу 8. Внутренние поверхности полубарабанов 2 и 3 имеют активаторы в виде штырей 9, расположенных рядами по образующим конуса и имеющих сферические головки.
Полубарабан 2 установлен на каретке 10, которая перемещается по направляющим 11 приводом в виде пневматического цилиндра 12.Над емкостями 2 и 3 смонтирована воронка 13, через которую загружаются детали (не показано), загрузочное устройство 14 с приводом ковша 15 при помощи пневмоцилиндра 16 и тросовой передачи 17.
Для перекрытия проема между полубарабанами 2 и 3 при загрузке деталей установлена заслонка 18, имеющая в сечении форму полуокружности, перемещаемая цилиндром 19 вдоль полуоси 4 полубарабанов 2иЗ.
ON
XJ
Для выгрузки обработанных деталей и просыпающегося через зазор между полубарабанами 2 и 3 облоя на горизонтальной оси 20 установлен лоток 21, который может менять свое положение при помощи пнев- моцилиндра 22. Рабочие полости пиевмоци- линдров 16 и 19, а также пневмоцилиндров
12и 22 соединены попарно и трубопроводами - с пультом управления (не показано).
Устройство работает следующим образом.
В исходном положении каретка 10 с полубарабаном 2 находится в крайнем левом положении, ковш 15 загрузочного устройства 14 в нижнем положении. Детали, имеющие, например,1 облой по линии разъема пресс-форм, засыпают в ковш 15 устройства 14, Подают сигнал на привод пневмоцилиндров 16 и 19. При этом заслонка 18 перемещается цилиндром 19 влево и перекрывает проем между полубарабанами 2 и 3. Одновременно ковш 15 загрузочного устройства 14 при помощи пневмоцилиндра 16 и тросовой передачи 17 перемещается вверх и детали из ковша 15 через воронку
13высыпают в емкость, образованную полубарабанами 2 и 3 и заслонкой 18 (фиг.1). Затем подают сигнал на привод пневмоцилиндров 12 и 22 и каретка 10 с полубарабаном 2 пневмоцшшндром 12 перемешается вправо и обрабатываемые детали заключаются в емкости 1. образованной полубарабанами 2 и 3. При этом зазор между ними меньше размеров обрабатываемых деталей, Одновременно пневмоцилиндром 22 лоток 21 изменяет свое положение с наклоном о сторону, противоположную зоне обслуживающего устройства. После сдвижения полубарабанов 2 и 3 возвращают заслонку 18 и ковш 15 в исходное положение.
При расположении каретки 10 и заслонки 13 в крайнем правом положении поступает сигнал на включение двигателя 6, который через вариаторы 7 и клиноремен- ные передачи 8 приводят во вращение полубарабаны 2 и 3 в противоположных направлениях. Детали, увлекаемые активаторами в виде штырей 9, образуют два встречно направленных непрерывных потока в зоне стыка полубарабанов, интенсивно соударяются между собой и о стенки полубарабанов, что способствует оббиванию облоя с деталей, который увлекается центробежными силами в зазор между полубарабанами, направляется ограждением (не
показано) на лоток 21 и ссыпается в емкость (не показано), расположенную вне зоны обслуживания, Интенсивность перемешивания деталей может регулироваться изменением скорости вращения полубарабанов 2 и 3 при
помощи вариатора 7, Время цикла обработки подбирается в зависимости от конфигурации деталей, расположения и толщины облоя. По истечении времени, необходимого для полной обработки деталей, отключается двигатель 6 привода полубарабанов 2 и 3 и затем подается сигнап на привод пнев- моцилиндров 12 и 22. При этом каретка 10с полубарабаном 2 перемещается цилиндром 12 влево, образуя проем между полубарабанами 2 и 3.
Одновременно пневмоцилиндром 22 лоток 21 изменяет свое положение с наклоном в сторону зоны обслуживания и обработанные детали просыпаются в емкость,
расположенную в зоне обслуживания устройства (не показано). После выгрузки деталей устройство подготовлено к следующему циклу.
Формула изобретения
1. Устройство для удаления облоя с
формовых резиновых изделий, содержащее емкость, выполненную в виде двух горизонтально расположенных конусообразных полубарабанов, направленных большими
основаниями навстречу друг другу, установленных соосно с возможностью вращения в противоположных направлениях, причем один из полубарабанов установлен с возможностью осевого перемещения, отличающееся
тем, что, с целью повышения интенсивности процесса обработки, на внутренних поверхностях полубарабанов по образующим конусов расположены активаторы, выполненные в виде штырей со сферическими головками.
2. Устройство поп.1,отличающее- с я тем. что, с целью повышения надежности работы за счет предохранения деталей от выпадания при загрузке в емкость, оно снабжено заслонкой в форме полуокружноста, установленной под емкостью с возможностью перемещения вдоль оси полубарабанов.
со
«О
to
tO
«г
S
1га
00
N
22
V
Фиг.З .
ФцгЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Галтовочное устройство | 1990 |
|
SU1797562A3 |
| Устройство для удаления облоя с формовых резиновых изделий | 1979 |
|
SU861092A1 |
| Устройство для обработки поверхности деталей | 1989 |
|
SU1705037A1 |
| Устройство для обработки поверхностей деталей | 1981 |
|
SU984831A2 |
| Устройство для обработки поверхностей деталей | 1983 |
|
SU1168393A1 |
| Устройство для обработки поверхностей деталей | 1985 |
|
SU1265028A2 |
| Установка для обработки поверхностей деталей | 1979 |
|
SU941163A1 |
| Устройство для обработки деталей | 1981 |
|
SU963825A2 |
| Устройство для обработки деталей | 1988 |
|
SU1703405A1 |
| Устройство для обработки поверхностей деталей | 1974 |
|
SU476965A1 |
Изобретение относится к производству формовых резиновых изделий и может быть использовано для удаления облоя с деталей, изготовленных компрессионным, трансферным и литьевым методами. Цель - повышение интенсивности процесса обработки. Для этого на внутренних поверхностях полубарабанов по образующим конуса рядами расположены активаторы, выполненные в виде штырей со сферическими головками. Устройство содержит заслонку, имеющую в поперечном сечении форму полуокружности и установленную с возможностью осевого перемещения. При работе детали загружаются загрузочными устройствами при раздвинутых полубарабанах, пространство между которыми перекрыто снизу заслонкой. Потом заслонку убирают, сдвигают один полубарабан с другими и вращают их в разных направлениях. Облой просыпается в зазор между полубарабанами. При этом зазор меньше размера деталей, но больше размера образующей облоя. После обработки полубарабаны раздвигаются и детали просыпаются в емкость. 1 з.п.ф-лы, 4 ил.
| Устройство для обработки поверхностей деталей | 1974 |
|
SU476965A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
