Јв ЖГ H-W Wfs4
излечения изделия
39
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для литья под давлениемАРМиРОВАННыХ издЕлий | 1979 |
|
SU821176A1 |
| Пресс-форма для литья полимерных изделий с криволинейным отверстием | 1983 |
|
SU1154097A1 |
| СКРЕПЛЯЮЩЕЕ УСТРОЙСТВО ДЛЯ ПРЕСС-ФОРМ | 2002 |
|
RU2285612C2 |
| Устройство для удаления полимерных изделий с арматурой из пресс-форм роторно-конвейерной литьевой машины | 1989 |
|
SU1696313A1 |
| ЛИТЬЕВОЙ АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛИМЕРНЫХ ФОРМОВЫХ ИЗДЕЛИЙ | 1969 |
|
SU233877A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИНЖЕКЦИОННЫМ ФОРМОВАНИЕМ ГАЗИФИЦИРУЕМЫХ МОДЕЛЕЙ | 2006 |
|
RU2330756C1 |
| Прессформа для литья под давлением | 1975 |
|
SU535136A1 |
| Вертикально-литьевая машина для литья изделий из термопластических масс | 1986 |
|
SU1344617A1 |
| Литьевая пресс-форма | 1974 |
|
SU574897A1 |
| Штамп для штамповки из жидкогоМЕТАллА | 1978 |
|
SU839683A1 |
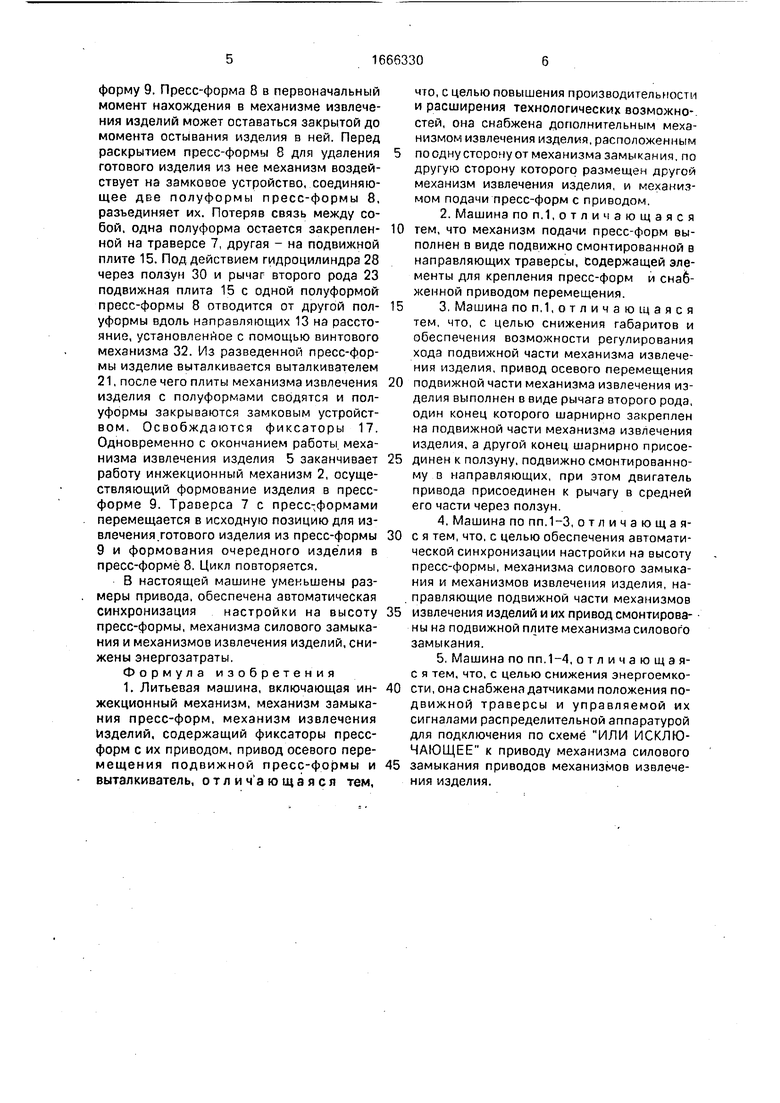
Изобретение относится к литьевому оборудованию и может быть использовано в машинах для литья под давлением деталей, выполненных из термопласта, реактопласта, а также легкоплавких металлов. Целью изобретения является повышение производительности и расширение технологических возможностей машины за счет работы с двумя пресс-формами и сочетания процесса формования в одной пресс-форме с процессом извлечения изделия из другой пресс-формы, для чего машина содержит смонтированные на раме механизм силового замыкания 3 и два механизма извлечения изделий 4, 5, а также механизм подачи пресс-форм в виде траверсы 7 с закрепленными на ней двумя пресс-формами 8, 9. Пресс-формы перемещаются из механизма силового замыкания 3 в механизмы извлечения изделий 4, 5 с помощью траверсы 7 с приводом 35. Приводы механизмов извлечения изделий выполнены в виде рычагов второго рода 22, 23 с находящимися на них ползунами 29, 30, на которые воздействуют гидроцилиндры 27, 28. Датчики положения 37, 38 траверсы 7 вырабатывают сигналы для управления гидрораспределительной аппаратурой 39, 40, подключающей приводы механизмов извлечений изделий к приводу механизма силового замыкания по схеме ИЛИ ИСКЛЮЧАЮЩЕЕ. Машина может работать одновременно с двумя пресс-формами. 5 з.п.ф-лы, 2 ил.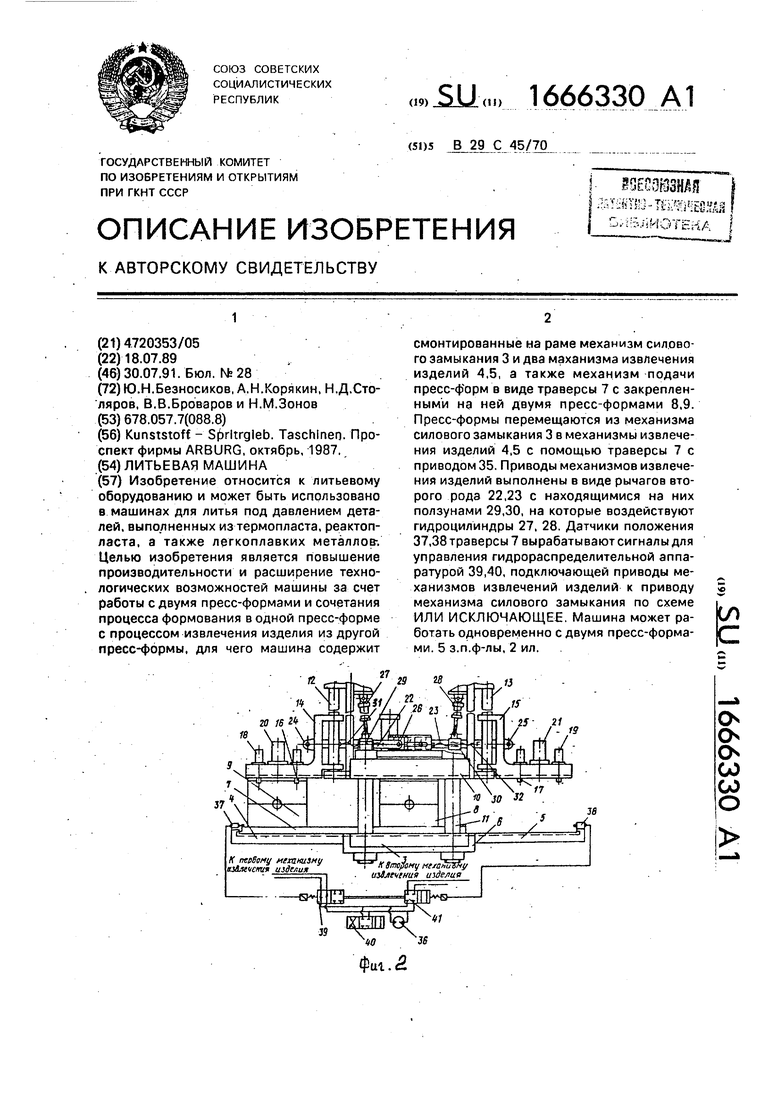
фш. 2.
. Изобретение относится к литьевому оборудованию и может быть использовано в машинах для литья под давлением деталей, выполненных из термопластов, реак- топластов, а также легкоплавких металлов.
Целью изобретения является повышение производительности и расширение технологических возможностей машины.
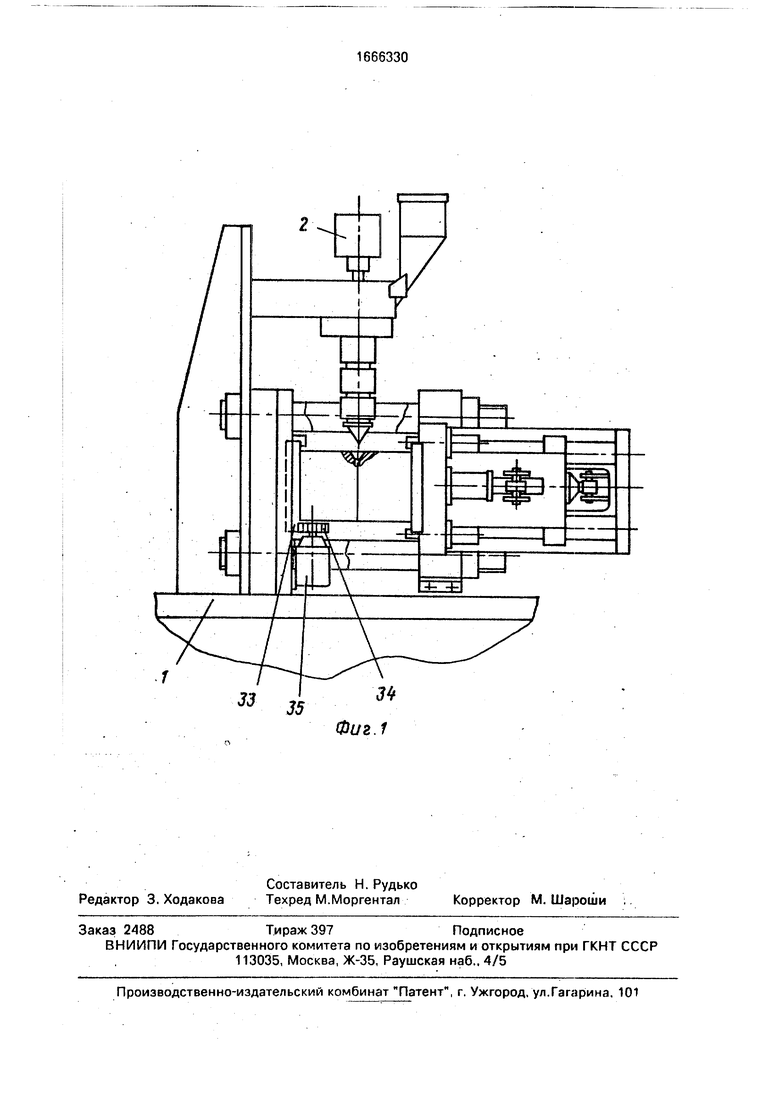
На фиг.1 схематично изображена машина; на фиг.2 - то же, вид сбоку.
Литьевая машина установлена на раме 1, на которой расположены иижекционный механизм 2, механизм силового замыкания 3, механизмы извлечения изделий - основной 4 и дополнительный 5.
Механизм силового замыкания 3 и механизмы извлечения изделий связаны общей неподвижной плитой $, в которой подвижно смонтированы траверса 7 с установленными на ней пресс-формами 8,9. Подвижная плита 10 механизма силового замыкания 3 перемещается по колоннам 11, закрепленным на неподвижной плите 6. По обе стороны подвижной плиты 10 механизма силового замыкания 3 установлены направляющие 12 и .13, на которых расположены подвижные плиты 14 и 15 механизмов извлечения изделия 4 и 5 с находящимися на них фиксаторами 16, 17 пресс-форм с приводами 18 и 19. На подвижных плитах 14 и 15 механизмов извлечения изделий закреплены выталкиватели готовых изделий 20, 21. Подвижные плиты 14 и 15 механизмов извлечения изделий 4,5 передвигаются посредством рычагов второго рода 22 и 23, один конец которых закреплен в проушинах 24 и 25, смонтированных на подвижных плитах механизмов извлечения изделий, а другой конец - в опоре 26, подвижно смонтированной на подвижной плите 10 механизма силового замыкания. Рычаги 22 и 23 поворачиваются под действием гидроцилиндров 27 и 28, взаимодействующих с ними череЗ ползуны 29 и 30, положение которых на рычаге устанавливается при регулировке, например, с помощью винтовых механизмов ,31 и 32, Траверса 7 снабжена зубчатой рейкой 33 (фиг.1), которая взаимодействует через шестерню 34 с механизмом привода 35 траверсы, приводимым в действие, например, гидромотором 36. В конечных положениях хода траверсы находятся датчики положения 37, 38, вырабатывающие сигнал для управления гидрораспределительной аппаратурой 39 и 40. Гидросистемамашины управляется гидрораспределителем 41.
Машина работает следующим образом.
На траверсе 7 устанавливаются пресс- формы 8 и 9, полуформы которых соединены между собой одним из известных устройств. Пресс-форма 8 расположена в механизме
силового замыкания 3. Другая пресс-форма 9 находится в механизме извлечения изделий 4, .Фиксаторы 16 удерживают пресс- форму 9 на подвижной плите 14 механизма извлечения изделий 4.
0 Перед началом работы при помощи винтовых механизмов 31 и 32 и ползунов 29 и 30 регулируется ход подвижных плит механизмов извлечения изделий 4 и 5. Регулируется расстояние меду подвижной 10 и
5 неподвижной 6 плитами механизма силового замыкания по толщине пресс-формы. При запуске машины включаются нагреватели инжекционного механизма 2 и система управления механизма. Траверса 7. находясь
0 в левом положении, воздействует на датчик положения 37, по сигналам которого включается гидрораспределитель 39, и открывает проход рабочей жидкости к исполнительным механизмам основного механизма из5 влечения изделия 4. При этом дополнительный механизм извлечения изделия 5 отключен от гидросистемы.
По командам системы управления происходит иагружение механизмом силового
0 замыкания пресс-формы 8, находящейся между его подвижной 10 и неподвижной 6 плитами, с последующим подводом сопла инжекционного механизма 2 к пресс-форме 8 и впрыск в нее материала. По окончании
5 формования изделия производится отвод инжекционного механизма 2 и раскрытие механизма силового замыкания 3, одновременно фиксаторы 16 отпускают пресс-форму 9. Этим заканчивается процесс
0 формования изделия в пресс-форме 8. Механизм извлечения изделия 4 в первом цикле после включения машины обрабатывает вхолостую.
Траверса 7 с пресс-формами посредст5 вом привода 35 и зубчатой пары: рейки 33 и шестерни 34 перемещается в правое положение. В механизме замыкания оказывается пресс-форма 9, пресс-форма 8 переходит в дополнительный механизм извлечения из0 делий 5. Свободная сторона пресс-формы 8 входит в фиксаторы 17 и прижимается ими к подвижной плите 15 дополнительного механизма извлечения изделий 5. Датчик положения выключается, включая привод
5 механизма извлечения изделий 4, а датчик положения 38 включает гидрораспределительную аппаратуру дополнительного меха- низма извлечения изделий 5.
Инжекционный механизм 2 отрабатывает программу впрыска материала в прессформу 9. Пресс-форма 8 в первоначальный момент нахождения в механизме извлечения изделий может оставаться закрытой до момента остывания изделия в ней. Перед раскрытием пресс-формы 8 для удаления готового изделия из нее механизм воздействует на замковое устройство, соединяющее две полуформы пресс-формы 8, разъединяет их. Потеряв связь между собой, одна полуформа остается закреплен- ной на траверсе 7, другая - на подвижной плите 15. Под действием гидроцилиндра 28 через ползун 30 и рычаг второго рода 23 подвижная плита 15 с одной полуформой пресс-формы 8 отводится от другой пол- уформы вдоль направляющих 13 на оассто- яние, установленйое с помощью винтового механизма 32. Из разведенной пресс-формы изделие выталкивается выталкивателем 21. после чего плиты механизма извлечения изделия с полуформами сводятся и полуформы закрываются замковым устройством. Освобждаются фиксаторы 17. Одновременно с окончанием работы механизма извлечения изделия 5 заканчивает работу инжекционный механизм 2, осуществляющий формование изделия в пресс- форме 9. Траверса 7 с пресс-формами перемещается в исходную позицию для извлечения .готового изделия из пресс-формы 9 и формования очередного изделия в пресс-форме 8. Цикл повторяется.
В настоящей машине уменьшены размеры привода, обеспечена автоматическая синхронизация настройки на высоту пресс-формы, механизма силового замыкания и механизмов извлечения изделий, снижены энергозатраты.
Формула изобретения 1. Литьевая машина, включающая ин- жекционный механизм, механизм замыкания пресс-форм, механизм извлечения Изделий, содержащий фиксаторы пресс- форм с их приводом, привод осевого пере- мещения подвижной пресс-формы и выталкиватель, о т л и ча ю щ а я с я тем,
что, с целью повышения производительности и расширения технологических возможностей, она снабжена дополнительным механизмом извлечения изделия, расположенным по одну сторону от механизма замыкания, по другую сторону которого размещен другой механизм извлечения изделия, и механизмом подачи пресс-форм с приводом.
Фиг.1
| Kunststoff - Sprltrgleb, Taschinen | |||
| Проспект фирмы ARBURG, октябрь, 1987. |
