Фиг. 2
Изобретение относится к станкостроению, касается изготовления режущего инструмента и может быть использовано для ориентации спиральных сверл с нормальной сердцевиной при их заточке
Цель изобретения - повышение производительности заточки
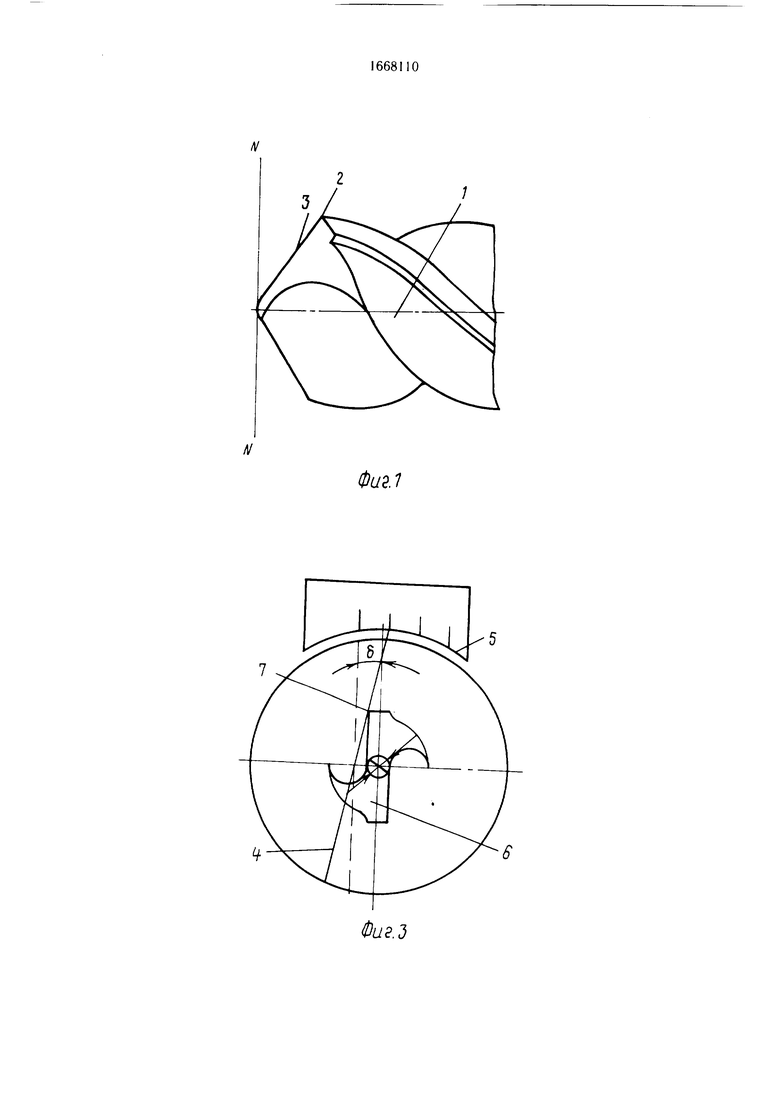
На фиг 1 изображено контрольное сверло, на фиг 2 - сориентированное контрольное сверло, вид с торца, на фиг. 3 - сориентированное сверло, на фиг. 4 - расположение периферийных точек сориентирован- лых сверл с нормальной сердцевиной и геометрическими параметрами
Способ осуществляют следующим обра- шм
Берут контрольное сверло 1 наибольшего диаметра в диапазоне диаметров ориентируемых сверл, устанавливают в зажимное устройство бабки изделия (не показано) и прои водят осевую ориентацию, т. е перемещают сверло до совмещения его вершины с плоскостью V- V (например, до откидного упора), перпендикулярной оси сверла I, производят угловую ориентацию сверла 1 по отношению к шлифовальному кругу (не показан) с помощью универсальных средств
После этого располагают визирную линию оптического устройства (не показано) на проекции периферийной точки 2 главной режущей кромки 3 на плоскость /V -/V касательно к сердцевине сверла и совмещают с визирной линией 4 нулевую риску круговой шкалы 5 оптического устройства. Разворачивают визирную линию 4 вокруг оси сверла по круговой шкале 5 на расчетный угол 6, определяемый по формуле
о агссозт -arccos-r-, иа
где D - диаметр контрольного сверла, d - диаметр ориентируемого сверла; К - диаметр сердцевины контрольного
сверла
Затем в зажимное устройство бабки изделия вставляют сверло 6, подлежащее ориентации, доводят его вершину до плос- кости /V - /V и поворотом сверла 6 вокруг своей оси располагают проекцию периферийной точки 7 на плоскость N - N на визирной линии 4 (фиг. 3).
При ориентации спиральных сверл с нормальной сердцевиной и геометрическими параметрами в диапазоне диаметров 6- 20 мм (сверло общего назначения с наиболее массовым выпуском) существует прямо пропорциональная зависимость (фиг 4) между диаметрами сердцевин и наружными диаметрами сверл, что позволяет шкалу 5 выполнить равномерной.
В этой случае угол б поворота визирной линии при ориентации сверла определяется из зависимости
6 8Г-arccos,
/Со где 81° arccos j,
d - диаметр ориентируемого сверла, Ки - диаметр свердецевины контрольного сверла, что поясняется таблицей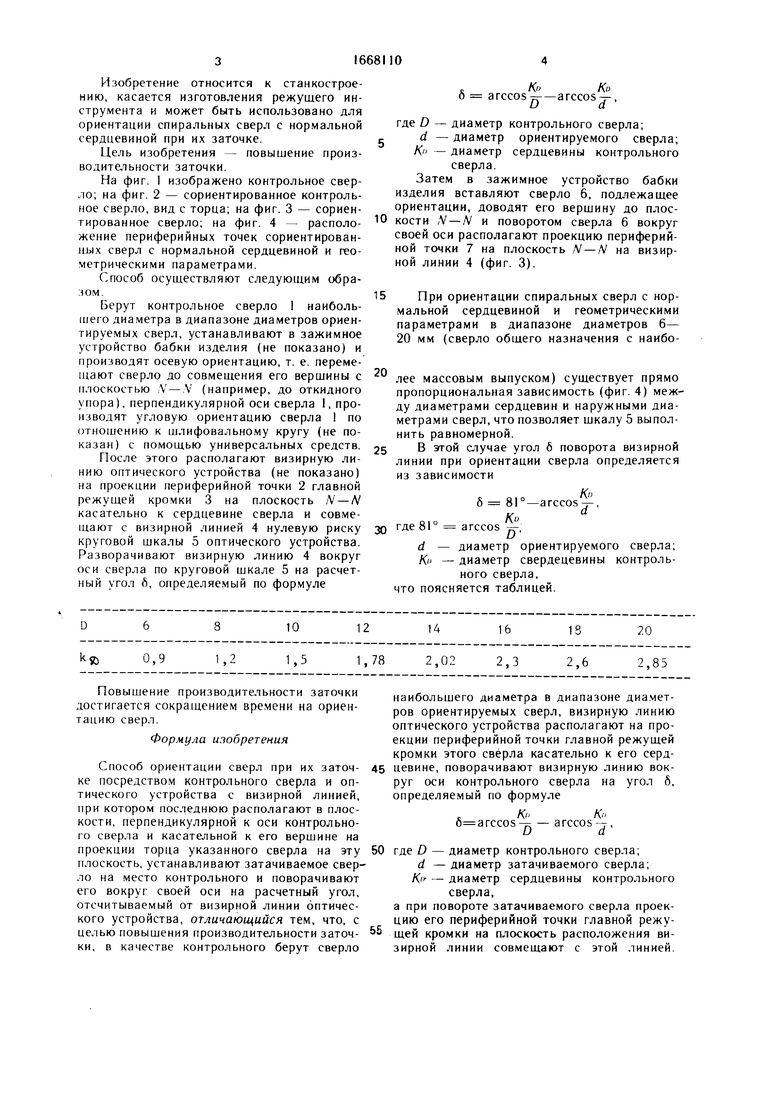
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ориентации винтовых стружечных канавок сверл | 1982 |
|
SU1115887A1 |
| Способ плоскостной заточки спиральных сверл | 1988 |
|
SU1599178A1 |
| Способ заточки задних поверхностей сверл | 1988 |
|
SU1668109A1 |
| Способ плоскостной заточки сверл | 1987 |
|
SU1505759A1 |
| СПОСОБ ЗАТОЧКИ СВЕРЛ | 2012 |
|
RU2493952C1 |
| Способ двухугловой заточки сверл | 1987 |
|
SU1511078A1 |
| Приспособление для плоскостной заточки сверл | 1988 |
|
SU1618588A1 |
| Способ заточки сверл | 1987 |
|
SU1537478A2 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ РУЧНОЙ ЗАТОЧКИ СВЁРЛ (ВАРИАНТЫ) | 2002 |
|
RU2215639C1 |
| Устройство для заточки сверл | 1984 |
|
SU1180238A1 |

Изобретение относится к станкостроению, касается изготовления режущего инструмента и может быть использовано для ориентации спиральных сверл с нормальной сердцевиной при их заточке. Цель изобретения - повышение производительности заточки. Контрольное сверло 1 (сверло наибольшего диаметра в диапазоне диаметров ориентируемых сверл) устанавливают в приспособлении, предварительно ориентируют в осевом и угловом направлениях. В плоскости, перпендикулярной к оси сверла 1 и касательной к его вершине на проекции периферийной точки 2 главной режущей кромки 3 сверла 1 касательно к его сердцевине диаметром KD, располагают визирную линию 4 оптического устройства и совмещают нулевую риску круговой шкалы 5 оптического устройства с линией 4. Вместо контрольного сверла 1 в приспособлении размещают ориентируемое сверло, разворачивают визирную линию 4 на расчетный угол δ вокруг оси сверла. Затем в приспособление вместо контрольного сверла 1 устанавливают ориентируемое сверло, поворачивают его вокруг оси до совмещения проекции периферийной точки на вышеуказанную плоскость с визирной линией 4. 4 ил.
Повышение производительности заточки достигается сокращением времени на ориентацию сверл
Формула изобретения
Способ ориентации сверл при их заточке посредством контрольного сверла и оптического устройства с визирной линией, при котором последнюю располагают в плоскости, перпендикулярной к оси контрольного сверла и касательной к его вершине на проекции торца указанного сверла на эту плоскость, устанавливают затачиваемое сверло на место контрольного и поворачивают его вокруг своей оси на расчетный угол, отсчитываемый от визирной линии оптического устройства, отличающийся тем, что, с целью повышения производительности заточки, в качестве контрольного берут сверло
наибольшего диаметра в диапазоне диаметров ориентируемых сверл, визирную линию оптического устройства располагают на проекции периферийной точки главной режущей кромки этого сверла касательно к его серд- цевине, поворачивают визирную линию вокруг оси контрольного сверла на угол б, определяемый по формуле
К
arccos - , а
где D - диаметр контрольного сверла, d - диаметр затачиваемого сверла, К. - диаметр сердцевины контрольного
сверла,
а при повороте затачиваемого сверла проекцию его периферийной точки главной режу- щей кромки на плоскость расположения визирной линии совмещают с этой линией
Фиэ.1
Фиг.З
81
ФигЛ
| Способ ориентации винтовых стружечных канавок сверл | 1982 |
|
SU1115887A1 |
