fe
| название | год | авторы | номер документа |
|---|---|---|---|
| Малярно-сушильный агрегат окраскиКРупНОгАбАРиТНыХ издЕлий СТРуйНыМОблиВОМ | 1979 |
|
SU852373A1 |
| Установка струйного облива | 1981 |
|
SU959837A1 |
| Линия для окрашивания изделий | 1987 |
|
SU1426658A1 |
| Автоматическая окрасочная линия | 1985 |
|
SU1324693A1 |
| УСТАНОВКА ДЛЯ ОКРАШИВАНИЯ И СУШКИ ИЗДЕЛИЙ | 1991 |
|
RU2017543C1 |
| Линия окраски электроосаждением | 1980 |
|
SU933820A1 |
| Поточная линия для окрашивания изделий | 1990 |
|
SU1838221A3 |
| Линия для окрашивания изделий | 1986 |
|
SU1407572A1 |
| Установка для окраски изделий | 1991 |
|
SU1780855A1 |
| Устройство для окраски изделий | 1983 |
|
SU1126333A1 |
Изобретение относится к оборудованию для нанесения покрытий на изделия методами окунания или струйного облива и может быть использовано в любой отрасли промышленности при поточной окраске изделий. Цель изобретения - упрощение конструкции линии. Для этого устройство для снятия излишков краски выполнено в виде излучателей ультразвуковых волн и их отражателей. Излучатели и отражатели расположены на противоположных боковых стенках камеры окрашивания в зоне стекания краски друг напротив друга в чередующемся порядке. Излучатели и отражатели выполнены в виде плоских элементов, а расстояние между их рабочими поверхностями кратно половине заданной длины волны ультразвукового излучателя. 1 з.п.ф-лы, 3 ил.
Изобретение относится к оборудованию для нанесения покрытий на изделия методами окунания или струйного облива и может быть использовано в любой отрасли промышленности при поточной окраске изделий.
Целью изобретения Является упрощение конструкции линии.
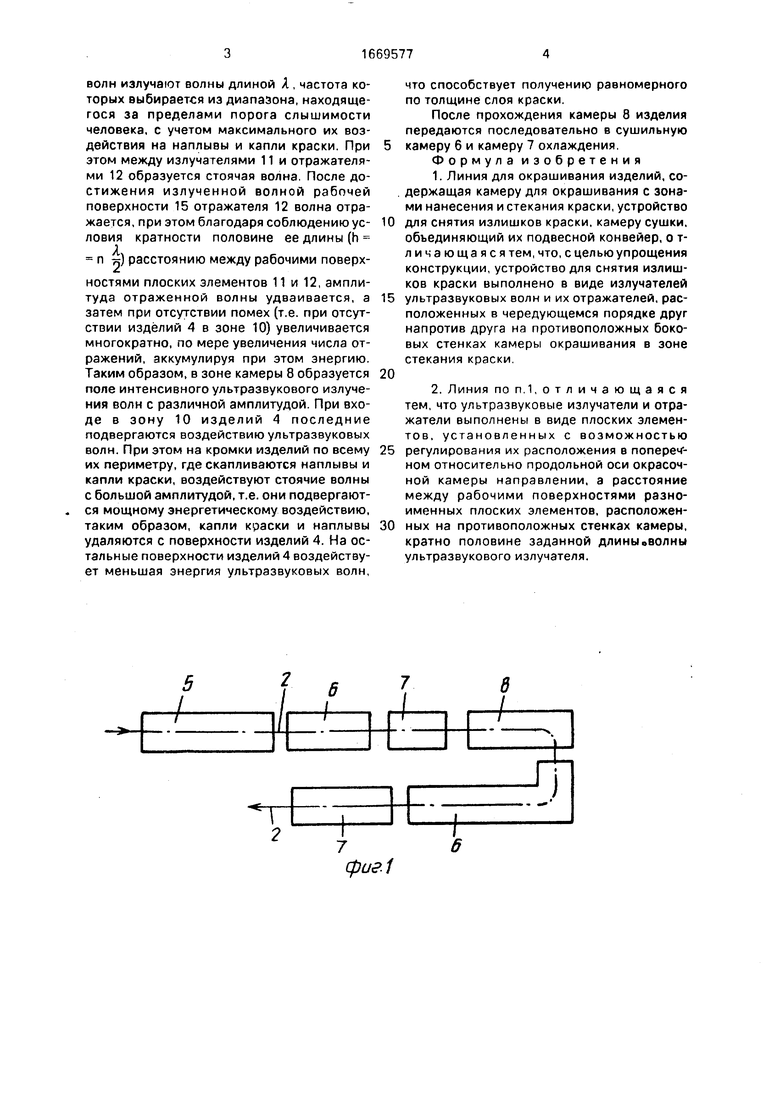
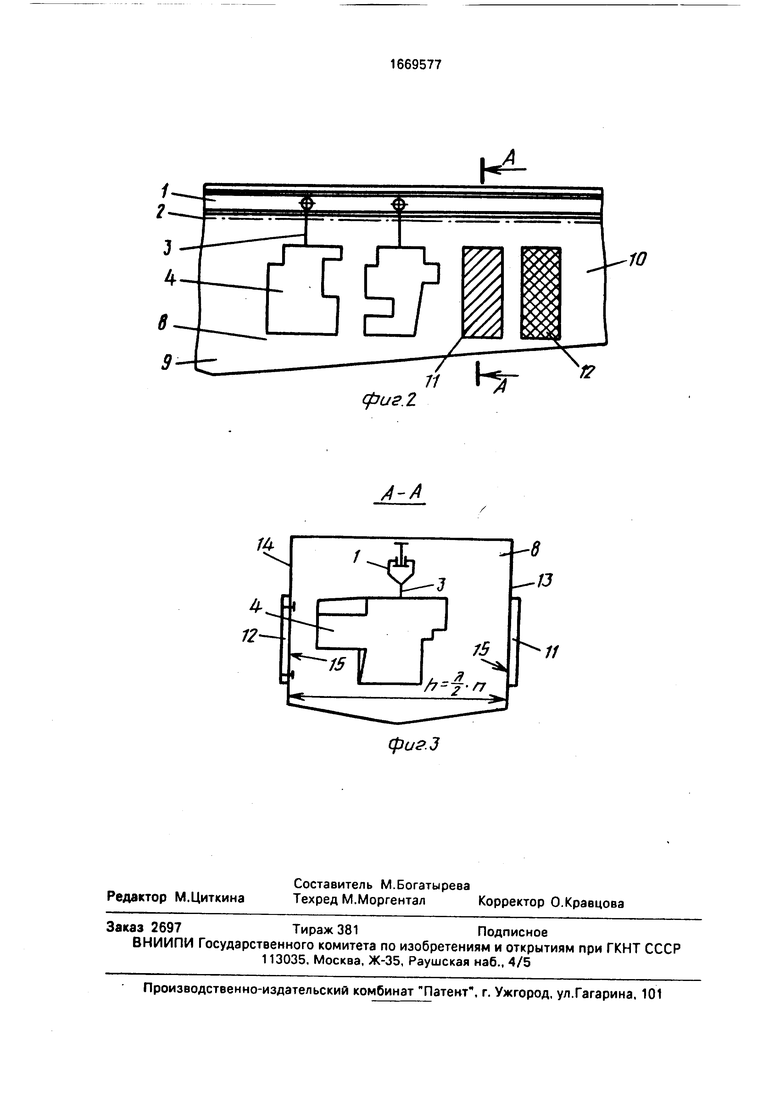
На фиг. 1 изображена технологическая схема линии для окрашивания изделий в плане; на фиг. 2 - окрасочня камера, вид сбоку; на фиг. 3 - разрез А-А на фиг. 2.
Линия для окрашивания изделий содержит смонтированный на направляющих 1 подвесной конвейер 2 с подвесками 3 для изделий 4, установку 5 подготовки поверхности, сушильную установку 6. камеру 7 охлаждения, камеру 8 для окрашивания с зонами 9 и нанесения краски (например, струйным обливом) и 10 стекания краски
Камера 8 в зоне 10 снабжена излучателями 11 и отражателями 12 ультразвуковых
волн, каждые из которых выполнены в виде плоских элементов, закрепленных на противоположных боковых стенках 13 и 14 друг напротив друга с возможностью регулирования их расположения в поперечном относительно продольной оси окрасочной камеры направлении. Эти элементы расположены на каждой из боковых стенок 13 и 14 камеры в в чередующемся порядке, а расстояние h между их рабочими поверхностями 15 устанавливается кратным половике заданной длины волны Я ультразвукового излучения.
Линия работает следующим образом. Подвесной конвейер 2 последовательно проходит через установку 5 подготовки поверхности, сушильную установку 6, камеру 7 охлаждения, камеру 8 для окрашивания, затем снова через сушильную установку 6 и камеру 7 охлаждения. Перед началом работы агрегата включают ультразвуковые генераторы и излучатели 11 ультразвуковых
О
о ю ел VI
VJ
волн излучают волны длиной А , частота которых выбирается из диапазона, находящегося за пределами порога слышимости человека, с учетом максимального их воздействия на наплывы и капли краски. При этом между излучателями 11 и отражателями 12 образуется стоячая волна. После достижения излученной волной рабочей поверхности 15 отражателя 12 волна отражается, при этом благодаря соблюдению ус- ловия кратности половине ее длины (h
n TJ) расстоянию между рабочими поверхностями плоских элементов 11 и 12, амплитуда отраженной волны удваивается, а затем при отсутствии помех (т.е. при отсутствии изделий 4 в зоне 10) увеличивается многократно, по мере увеличения числа отражений, аккумулируя при этом энергию. Таким образом, в зоне камеры 8 образуется поле интенсивного ультразвукового излучения волн с различной амплитудой. При входе в зону 10 изделий 4 последние подвергаются воздействию ультразвуковых волн. При этом на кромки изделий по всему их периметру, где скапливаются наплывы и капли краски, воздействуют стоячие волны с большой амплитудой, т.е. они подвергаются мощному энергетическому воздействию, таким образом, капли краски и наплывы удаляются с поверхности изделий 4. На остальные поверхности изделий 4 воздействует меньшая энергия ультразвуковых волн,
фиг1
что способствует получению равномерного по толщине слоя краски.
После прохождения камеры 8 изделия передаются последовательно в сушильную камеру 6 и камеру 7 охлаждения.
Формула изобретения
/4
фиг.I
А-А
-8
If
фиг.З
| Линия для окрашивания изделий | 1987 |
|
SU1426658A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
