- s S-ЈЈjLЈ-
Фиг.1
Изобретение относится к обработке металлов давлением и может быть использова- но при изготовлении ступенчатых стержневых изделий.
Целью изобретения является снижение энергетических затрат и повышение качества изделий.
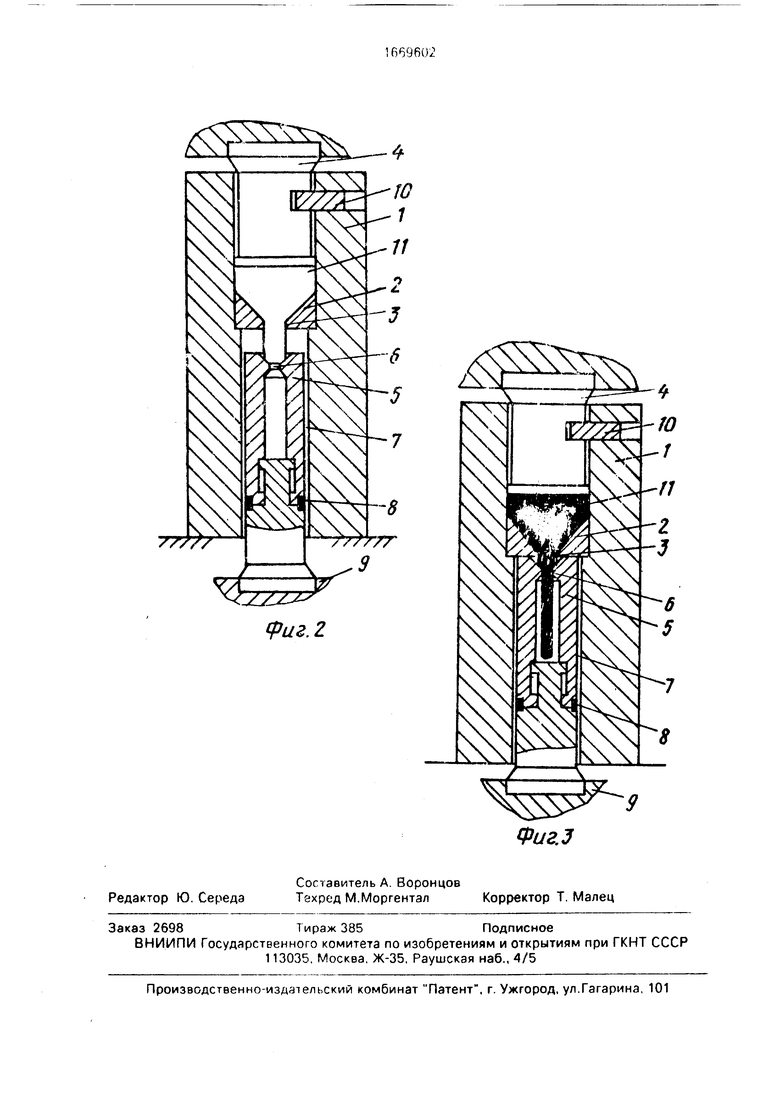
На фиг. 1 показано положение инструмента перед началом выдавливания; на фиг. 2 - инструмент при прямом выдавливании заготовки до момента механической фиксации пуансона относительно контейнера; йа фиг. 3 - инструмент при дополнительной деформации выдавленной части заготовки ходом дополнительного инструмента.
Устройство состоит из контейнера 1, установленной в нем матрицы 2 с калибрующим каналом 3, пуансона 4, введенного в контейнер 1, дополнительного инструмента 5 с формообразующим каналом 6, расположенного соосно каналу 3 матрицы 2, со стороны, противоположной пуансону с возможностью перемещения в направляющем отверстии 7, выполненном в теле контейнера 1. пружины 8, расположенной между дополнительным инструментом 5 и его приводом 9. узла 10 механической фиксации пуансона 4 относительно контейнера
Устройство работает следующим образом,
В контейнер 1 помещают заготовку 11 и перемещают ее до контакта с матрицей 2 ходом пуансона 4 (фиг. 1). С противоположной стороны в направляющее отверстие 7 контейнера 1 вводят дополнительный инструмент 5, ходом привода 9 до упора его в торец матрицы 2 (фиг. 1). Рабочим ходом пуансона 4 производят распрессовку заготовки 1 i в контейнере 1 и выдавливают необходимую ее часть через калибрующий канал 3 матрицы 2 до фиксации пуансона 4 относительно контейнера 1 посредством узла 10 механической фиксации (фиг. 2). Снабжение устройства узлом механической
фиксации пуансона относительно контейнера, связанным с последним, исключает упругие деформации силового привода пуансона при редуцировании, что снижает
энергоемкость работы устройства, улучшает центровку, повышает качество изделий. Выполнение дополнительного инструмента 5 подпружиненным относительно его силового привода 9 обеспечивает в это время центрирующее сопротивление выдавливаемой части заготовки 11 при постоянном контакте торца выдавливаемой части и заходного конуса дополнительного инструмента 5 (фиг. 2). Далее ходом дополнительного инструмента 5 проводят дополнительную деформацию выдавленной части заготовки 11 (фиг. 3). После формирования готового изделия пуансон 4 и дополнительный инструмент 5 выводят из контейнера 1, а изделие
удаляют при помощи выталкивателя, расположенного снизу (не показано). Устройство наиболее эффективно при использовании на автоматической роторной линии. Формула изобретения
1. Устройство для изготовления ступенчатых стержневых изделий с использованием выдавливания, содержащее контейнер с матрицей, имеющей калибрующий канал, пуансон, а также расположенный соосно с
каналом матрицы со стороны, противоположной пуансону, дополнительный%инстру- мент с формообразующим каналом, установленный с возможностью перемещения в направляющем отверстии, о т л и ч аю щ е е с я тем, что, с целью снижения энергетических затрат и повышения качества изделий, дополнительный инструмент снабжен приводом и установлен с возможностью перемещения относительно него, а
пуансон снабжен узлом механической фиксации относительно контейнера, связанным с последним.
2. Устройство по п. 1,отличающее- с я тем. что дополнительный инструмент
подпружинен относительно привода,
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ступенчатых изделий, преимущественно с отростком | 1988 |
|
SU1669601A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННООСНЫХ ИЗДЕЛИЙ ТИПА СТЕРЖНЯ С УТОЛЩЕНИЕМ | 2017 |
|
RU2645814C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННООСНЫХ ИЗДЕЛИЙ | 2018 |
|
RU2686704C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА КЛАПАНОВ | 2015 |
|
RU2604548C1 |
| Способ изготовления деталей типа инструмента с формообразующей полостью | 1989 |
|
SU1682029A1 |
| УСТРОЙСТВО для ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1972 |
|
SU343420A1 |
| СПОСОБ ВЫДАВЛИВАНИЯ ДЕТАЛЕЙ ТИПА СТАКАНОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2602936C2 |
| Инструмент для прессования заготовок из труднодеформируемых материалов | 1988 |
|
SU1690881A1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ | 2005 |
|
RU2284235C1 |
| Штамп для выдавливания | 1983 |
|
SU1156792A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для изготовления ступенчатых изделий. Цель изобретения - снижение энергетических затрат и повышение качества изделий. Устройство состоит из контейнера, установленной в нем матрицы с калибрующим каналом, пуансона, введенного в контейнер, дополнительного инструмента с формообразующим каналом 6, расположенного по оси калибрующего канала матрицы 3 с возможностью перемещения в направляющем отверстии 7, выполненном в теле контейнера пружины, расположенной между дополнительным инструментом и его приводом, и узла фиксации пуансона относительно контейнера. После размещения заготовки в контейнере ходом пуансона производят ее распрессовку и выдавливают часть ее через калибрующий канал матрицы. Ходом дополнительного инструмента производят деформирование выдавленной части заготовки. После формирования готового изделия пуансон 4 дополнительный инструмент выводят из контейнера. 1 з.п.ф-лы, 3 ил.
| Ерманок М | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| и др | |||
| Прессование профилей из алюминиевых сплавов | |||
| М.: Металлургия, 1977, с | |||
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
