Изобретение относится к области обработки металлов давлением, в частности к технологии производства полуфабрикатов методом прессования.
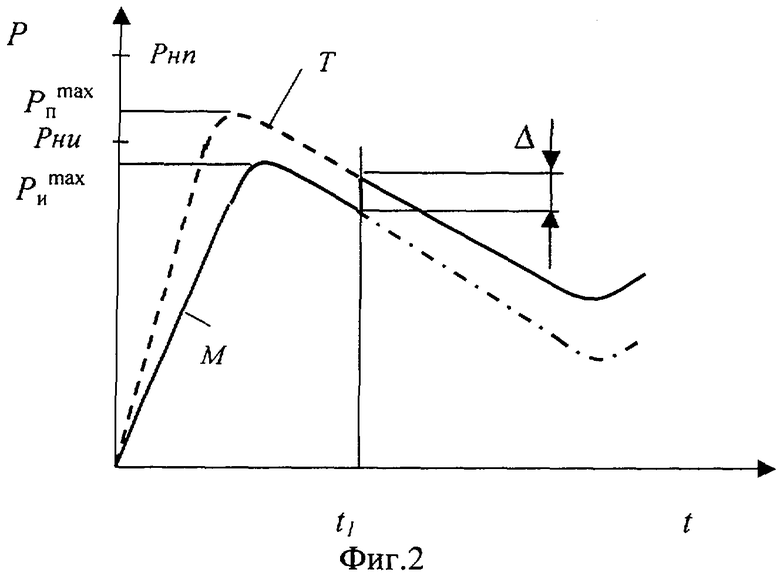
При использовании в производстве металлопродукции метода прямого прессования довольно значительная часть усилия прессования расходуется на преодоление напряжений трения на контейнере пресса. Сказанное иллюстрируется графиком фиг.1, где показана зависимость усилия прессования от времени при рабочем ходе пресса (сплошная линия). Характерный пик усилия Рп max наблюдается после завершения распрессовки слитка и при переходе стадии распрессовки в стадию установившегося процесса выдавливания металла через отверстие матрицы. При прямом прессовании далее следует снижение усилия из-за уменьшения объема слитка и уменьшения поверхности трения в контейнере. Затраты усилия на преодоление трения обозначены на диаграмме как Ртр. На диаграмме показана также завершающая стадия прессования, которая характеризуется повышением усилия из-за изменения схемы деформации. Здесь она рассматриваться не будет.
Наличие пика на диаграмме приводит к необходимости выбора для прессования такого пресса, номинальное усилие которого не ниже максимального значения Рп max. Если бы усилие на диаграмме было меньше Рп max, то потребовался бы пресс меньшей мощности, в результате удалось бы снизить капитальные затраты.
Из уровня техники известен способ прессования металлов, включающий размещение заготовки в контейнере пресса, создание в ней сжимающих напряжений, достаточных для выдавливания металла через отверстие матрицы, выдавливание металла через отверстие матрицы с приложением натяжения к отпрессованной части пресс-изделия. Способ описан в статье [1] и выбран в качестве прототипа.
Преимущества способа по прототипу по отношению к способу прессования без натяжения иллюстрируются диаграммой фиг.1. На диаграмме показан момент времени t1, отстоящий на некоторый промежуток времени от абсциссы, характеризующей достижение максимума функции Рп max. Этот промежуток времени нужен для того, чтобы произошло выдавливание металла заготовки на длину, достаточную для захвата пресс-изделия. После захвата и приложения тянущей силы усилие прессования уменьшается на величину Δ, и дальнейший ход кривой описывается не сплошной, а штрихпунктирной линией. Из графика видно, что произошло значительное снижение усилия прессования на величину Ртр, но оно наступило позже достижения максимума.
Отсюда ясно, что прессование с натяжением по прототипу не может привести к снижению номинального усилия пресса, поскольку максимальная нагрузка осталась без изменений. Недостатком способа по прототипу является наличие повышенной пиковой нагрузки на привод пресса, что не позволяет снизить номинальное усилие пресса.
Вместе с тем известен способ прессования металлов, при котором перед заготовкой размещают вспомогательную (технологическую) шайбу из металла, имеющего сопротивление деформации ниже, чем у металла заготовки, а в процессе прессования достигают состояние сварки металлов заготовки и вспомогательной шайбы [2]. За счет применения шайбы удается решить проблему выдавливания пресс-остатка, что позволяет прессовать слитки след-в-след. Однако снижения пиковой нагрузки в начальный период прессования заготовки не достигается, поскольку к заготовке не прикладываются напряжения натяжения.
Задачей предлагаемого изобретения является снижение пиковой нагрузки на привод пресса, что позволяет уменьшить номинальное усилие пресса.
Настоящим изобретением предлагается способ прессования металлов, включающий размещение заготовки в контейнере пресса, создание в ней сжимающих напряжений, достаточных для выдавливания металла через отверстие матрицы, и последующее его выдавливание с приложением натяжения к выдавленной части заготовки.
В отличие от прототипа перед заготовкой размещают вспомогательную шайбу из металла, сопротивление деформации которого составляет не менее 1,1 величины напряжения натяжения и не более 0,9 величины сопротивления деформации металла заготовки при температурно-скоростных условиях прессования, в процессе прессования достигают состояния сварки металлов заготовки и вспомогательной шайбы, а объем упомянутой шайбы определяют из следующего соотношения Vш=lз·F1, где lз - длина выдавленной части заготовки, достаточная для создания натяжения; F1 - площадь поперечного сечения выдавленной части заготовки. При этом натяжение прикладывают после выдавливания металла шайбы к выдавленной части заготовки, сформированной из металла вспомогательной шайбы.
В изложенном варианте технологии вначале выдавливают относительно мягкий металл вспомогательной шайбы, что обуславливает невысокий уровень усилия прессования, что иллюстрируется на диаграмме прессования фиг.2 ходом кривой М, расположенной ниже кривой Т, характеризующей усилие выдавливания основного металла заготовки. Тем самым достигают пика диаграммы, расположенного ниже номинального усилия пресса Рни. В течение времени t1 пресс-изделие выдавливают на длину, достаточную для захвата, осуществляют захват и натяжение. В результате усилие пресса повысится на величину Δ, что обусловлено более высокими прочностными характеристиками материала. Однако к этому времени пиковое усилие уменьшено за счет приложения натяжения. Ход процесса далее описывается кривой Т, характеризующей течение более твердого металла. Тем самым преодолевается пиковая нагрузка на привод пресса. На диаграмме развитие процесса во времени показано сплошной линией, штриховой линией показано гипотетическое изменение усилия при прессовании металла при отсутствии шайбы, штрихпунктирной линией показан гипотетический ход процесса при выдавливании только шайбы. На оси ординат показано также, что номинальное усилие пресса Рни по изобретению оказывается меньше номинального усилия пресса по прототипу Рнп.
В процессе прессования должно быть достигнуто состояние сварки металлов заготовки и вспомогательной шайбы. Для всех случаев прессования в качестве набора универсальных приемов условия для сварки назначить крайне затруднительно, поскольку из практики прессования лишь одних алюминиевых сплавов известно, что способность к образованию сварного соединения у всех сплавов разная. При этом для улучшения качества сварки могут быть применены приемы, получившие распространение в практике прессования (фор-камеры, особая конфигурация матрицы и др.)
Вспомогательная шайба имеет объем, определяемый соотношением Vш=lз·F1, где lз - длина выдавленной части заготовки, достаточная для создания натяжения; F1 - площадь поперечного сечения выдавленной части заготовки. Такая геометрия шайбы позволяет обеспечить объем металла, достаточный для захвата пресс-изделия устройством натяжения.
Сопротивление деформации металла вспомогательной шайбы составляет величину не менее 1,1 величины напряжения натяжения. Такое ограничение связано с тем, что само сопротивление деформации определяется с точностью до 10%, и с учетом возможной ошибки оно не должно быть меньше напряжения натяжения, иначе произойдет обрыв переднего конца пресс-изделия.
С учетом той же ошибки в 10% сопротивление деформации шайбы не должно превышать 0,9 сопротивления деформации материала заготовки, иначе пик полученного усилия прессования не будет уменьшен.
На фиг.1 изображена диаграмма, характеризующая изменение усилия прессования во времени при реализации способа по прототипу.
На фиг.2 изображена диаграмма, характеризующая изменение усилия прессования во времени при реализации способа по предлагаемому изобретению.
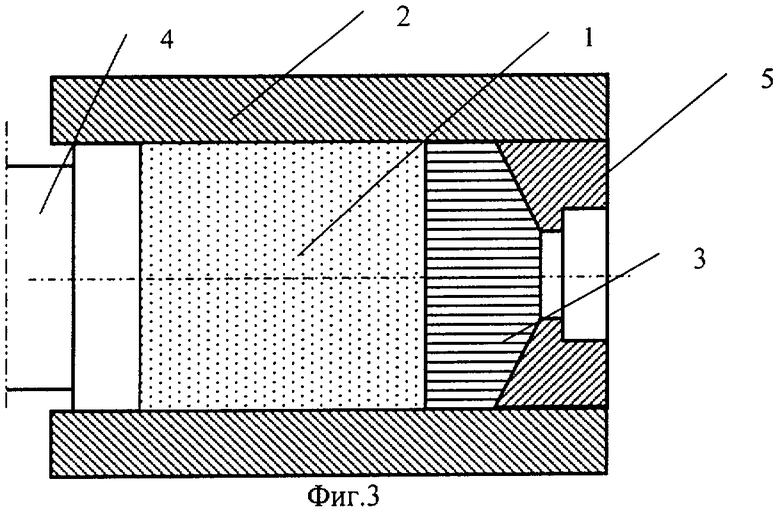
На фиг.3 изображено расположение заготовки и прессового инструмента по предлагаемому изобретению до выдавливания металла из отверстия матрицы.
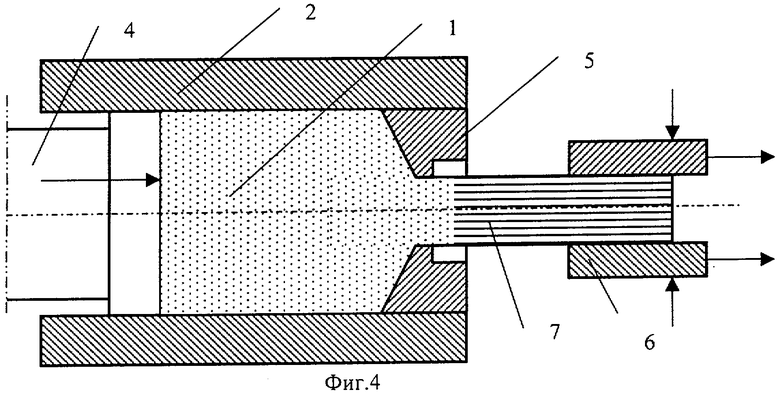
На фиг.4 изображено расположение заготовки и прессового инструмента по предлагаемому изобретению после выдавливания металла из отверстия матрицы и захвата пресс-изделия тянущим устройством.
Пример 1. В способе по предлагаемому изобретению размещают заготовку 1 в контейнере 2 пресса (фиг.3). Перед заготовкой размещают вспомогательную шайбу 3 из металла, имеющего сопротивление деформации ниже, чем у металла заготовки.
С помощью пуансона 4, например, с закрепленной на нем пресс-шайбой, создают в заготовке сжимающие напряжения, достаточные для выдавливания металла через отверстие матрицы 5. Выдавливают за пределы матрицы металл вспомогательной шайбы 3. После выдавливания металла шайбы с помощью захватов 6 (фиг.4) прикладывают натяжение к выдавленной части заготовки 7, сформированной из металла вспомогательной шайбы. На фиг.4 стрелками показано направление перемещения инструментов.
Пример 2. В условиях производства прессованием профилей из алюминиевых сплавов наибольшие затруднения возникают при обработке высокопрочных материалов, например сплава В95. При прессовании в режиме, близкому к статическому нагружению, сопротивление деформации сплава В95 при 410°С составляет 50 МПа. Тогда сопротивление деформации σsш металла вспомогательной шайбы должно быть не более 0,9·50=45 МПа.
Используется напряжение натяжения σн=20 МПа. Тогда сопротивление деформации металла вспомогательной шайбы должно быть не менее 1,1·σн=22 МПа. Таким образом, σsш заключено в пределах 22...45 МПа. Подходящими характеристиками для материала вспомогательной шайбы обладает сплав АД31, имеющий сопротивление деформации в статическом состоянии 23 МПа.
Технический результат от применения способа по сравнению с прототипом заключается в снижении пиковой нагрузки на привод пресса, что позволяет уменьшить номинальное усилие пресса.
Действительно, как известно из теории прессования, усилие прессования прямо пропорционально сопротивлению деформации. В условиях примера 2 удалось снизить сопротивление деформации при выдавливании вспомогательной шайбы на 54%. Настолько же снизится пиковое значение усилия. Последующее приложение натяжения позволит снизить усилие прессования на 10%, что показано в статье [1]. Таким образом, наибольшее усилие при прессовании будет снижено на 10%. Это позволит назначить для прессования пресс номинальной мощностью на 10% меньшей, чем в случае прототипа, либо на том же прессе применить заготовку большего размера, что приведет к повышению производительности процесса.
Источники информации
1. Логинов Ю.Н., Буркин С.П. Влияние натяжения на параметры прессования. Цветные металлы, 1996, №11. С.55-59.
2. А.с. СССР №1440577. Способ прессования металлов и сплавов (К.В.Гришанович). Заявитель: Физико-технический институт АН БССР. МКИ В 21 С 23/32. Опубл. 30.11.87.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ИЗ РАЗНОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2096148C1 |
| Способ гидропрессования с противодавлением | 1978 |
|
SU782902A1 |
| Способ прессования металлических слитков и пресс для его осуществления | 2019 |
|
RU2713764C1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ГИДРОМЕХАНИЧЕСКОГО ПРЕССОВАНИЯ ЗАГОТОВОК | 2010 |
|
RU2440864C1 |
| СПОСОБ ПРОИЗВОДСТВА ПРУТКОВ ДИАМЕТРОМ МЕНЕЕ 70 ММ ИЗ ПРЕЦИЗИОННОГО СПЛАВА МАРКИ Н70Х20Ф8Я7 МЕТОДОМ ГОРЯЧЕЙ ЭКСТРУЗИИ | 2023 |
|
RU2824780C1 |
| СПОСОБ ПРЕССОВАНИЯ ИЗДЕЛИЙ | 1990 |
|
RU2013153C1 |
| СПОСОБ ПРЕССОВАНИЯ | 1995 |
|
RU2115495C1 |
| СПОСОБ ПРЕССОВАНИЯ ЗАГОТОВОК | 2013 |
|
RU2526346C1 |
| Способ многоканального прессования изделий | 1986 |
|
SU1342554A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ШИРОКОХОРДОВЫХ ЛОПАТОК | 2008 |
|
RU2375135C1 |
Изобретение относится к области обработки металлов давлением, в частности к технологии производства полуфабрикатов методом прессования. Способ включает размещение заготовки в контейнере пресса, создание в ней сжимающих напряжений, достаточных для выдавливания металла через отверстие матрицы, выдавливание металла через отверстие матрицы с приложением натяжения к отпрессованной части пресс-изделия. Перед заготовкой размещают вспомогательную шайбу из металла, сопротивление деформации которого составляет не менее 1,1 величины напряжения натяжения и не более 0,9 величины сопротивления деформации металла заготовки при температурно-скоростных условиях прессования. В процессе прессования достигают состояния сварки металлов заготовки и вспомогательной шайбы. Объем упомянутой шайбы определяют из следующего соотношения Vш=lз·F1, где lз - длина выдавленной части заготовки, достаточная для создания натяжения; F1 - площадь поперечного сечения выдавленной части заготовки. Натяжение прикладывают после выдавливания металла шайбы к выдавленной части заготовки, сформированной из металла вспомогательной шайбы. В результате обеспечивается снижение пиковой нагрузки на привод пресса и уменьшение номинального усилия пресса. 1 з.п. ф-лы, 4 ил.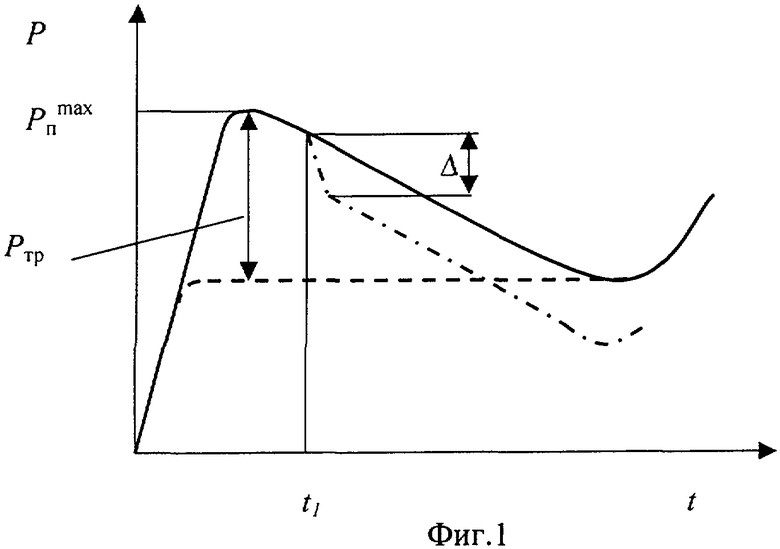
| ЛОГИНОВ Ю.Н., БУРКИН С.П., Влияние натяжения на параметры прессования | |||
| Цветные металлы, 1996, №11, с.55-59 | |||
| Способ горячего экструдирования многослойных профилей | 1976 |
|
SU647026A1 |
| Способ прессования металлов и сплавов | 1987 |
|
SU1440577A1 |
| Способ прессования изделий | 1975 |
|
SU683820A1 |
| СПОСОБ ПРЕССОВАНИЯ СЛИТКОВ | 1995 |
|
RU2070449C1 |
| JP 58154412 A1, 13.09.1983. | |||

