1-1Изобретение относится к литейному производству, а именно к разъемным магнитным формам, изготовляемым по разъемным извлекаемым моделям.
Цель изобретения - сокращение рас хода связующего при изготовлении плоских в горизонтальном направлении отливок и снижение трудоемкости изготовления формы,
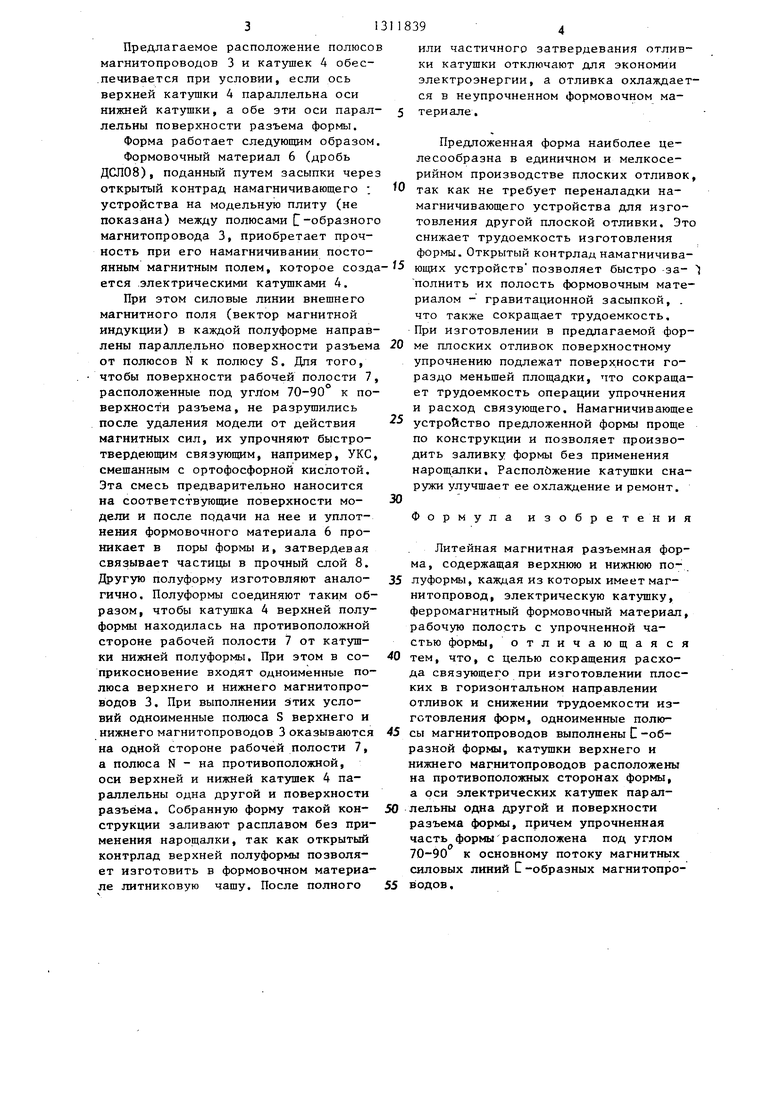
.На фиг, 1 показана магнитная фор-
ма, разрез; на фиг, 2 - то же, вид сверху; на фиг, 3 - то же, вид сбоку
Предлагаемая разъемная магнитная форма содержит нижнюю 1 и верхнюю 2 полуформы. Каждая полуформа включа- ет Е-образный магнитопровод 3 с полюсами S и N, электрическую катушку 4, охватывающую магнитопровод 3 между полюсами S и N, неферромагнитные стенки 5, дисперсный ферромагнитный формовочный материал 6, образующий рабочую полость 7, слой 8 поверхности рабочей полости формы, расположенный под углом 70-90 к основному потоку магнитных силовых линий и к поверхности разъема 9 формы. Одноименные полюсы S и N магнитопроводов 3 и катушки 4 верхней 1 и нижней 2 полуформ расположены относительно рабоче полости 7 и на противоположных сторонах. Оси катушек 4 полуформ 1 и 2 параллельны одна другой и поверхности разъема 9, Магнитопровод 3 имеет цапфы 10 для транспортирования полуформ 1 и 2. Магнитопровод 3, ка- тушка 4 и неферромагнитные стенки 5 образуют намагничивающее устройство Полюса S и N магнитопровода 3 совместно с неферромагнитными стенками 5 образуют замкнутое с четырех сторон пространство намагничивающего устройства.
Расположение одноименных полюсов (например S) магнитопроводов 3 верх- ней и нижней полуформ с одной стороны рабочей плоскости 7, а полюсов N - с противоположной стороны этой полости позволяет обеспечить слабое oттaлкивa Je верхней полуформы от нижней, которое не приводит к разрушению рабочих полостей 7 полуформ из-з взаимодействия их магнитных полей Если с одной стороны рабочей полости будут разноименные полюса, на- пример у верхнего магнитопровода 3 полюс S, а у нижнего - N, то при соединении полуформ между ними возникают силы притяжения, которые рачрушают рабочие полости полуформы изза взаимодействия их магнитных полей. Для устранения этих разрушений необходимо поверхность разъема полуформ и соседние с ней поверхности упрочнять связующим. Таким образом, расположение одноименных полюсов, например S, верхнего и нижнего магнитопроводов 3 с одной стороны рабочей полости, а полюсов N - с противоположной ее стороны сокращает расход связующего.
0
5
0
5 5 0
j Q
Особенностью С-образного магнитопровода 3 является направление силовых линий (вектора индукции) внешнего магнитного поля, создаваемого катушкой 4, от полюса N к полюсу S параллельно поверхности разъема. Такое направление вектора ин; укции позволяет получать поверхности магнитной формы, расположенные под углом 0-70 к этому вектору, без специфических разрушений от. действия магнитных сил и не упрочнять их свя- . Это особенно актуально для плоских отливок, при получении которых в известной Магнитной форме приходится упрочнять связующим развитую горизонтальную поверхность и расходовать большое количество связующего для поверхностного упрочнения,
В предлагаемой форме эт поверхности расположены к поверхности разъема под углом 0-70 и не упрочняются связующим. Однако поверхнсисти. расположенные под углом 70-90 к поверхности разъема, разрушаются от действия магнитных сил и их необходимо упрочнять связующим для образования упрочненного слоя 8, У плоских отливок эти поверхности гораздо мень- ше, чем расположенные под углом 0- 70 . Расположение катушки 4 верхней полуформы с одной стороны рабочей полости 7, а катушки 4 верхней полуформы - с противоположной ее стороны позволяет увеличивать высоту катушки сверх высоты соответствующей полуформы, С увеличением высоты катушки 4 возрастает ее намагничивающая сила (число ампер-витков), что позволяет увеличить прочность формы или ее размеры для получения более массивных и габаритных отливок. Таким образом, предложенное расположение катушек позволяет расширить область применения магнитных форм.
Предлагаемое расположение полюсов магнитопроводов 3 и катушек 4 обес- .печивается при условии, если ось верхней катушки 4 параллельна оси нижней катушки, а обе эти оси параллельны поверхности разъема формы.
Форма работает следующим образом.
Формовочный материал 6 (дробь ДСЛ08), поданный путем засыпки через открытый контрад намагничивающего : устройства на модельную плиту (не показана) между полюсами С Образного магнитопровода 3, приобретает прочность при его намагничивании постоянным магнитным полем, которое созда ется электрическими катушками 4.
При этом силовые линии внешнего магнитного поля (вектор магнитной индукции) в каждой полуформе направлены параллельно поверхности разъема от полюсов N к полюсу S, Для того, чтобы поверхности рабочей полости 7, расположенные под углом 70-90 к поверхности разъема, не разрушились после удаления модели от действия
магнитных сил, их упрочняют быстро- твердеющим связующим, например, УКС смешанным с ортофосфорной кислотой. Эта смесь предварительно наносится на соответствующие поверхности мо- дели и после подачи на нее и уплотнения формовочного материала 6 проникает в поры формы и, затвердевая связывает частицы в прочный слой 8. Другую полуформу изготовляют аналогично. Полуформы соединяют таким образом, чтобы катушка 4 верхней полуформы находилась на противоположной стороне рабочей полости 7 от катушки нижней полуформы. При этом в соприкосновение входят одноименные полюса верхнего и нижнего магнитопроводов 3. При выполнении этих условий одноименные полюса S верхнего и нижнего магнитопроводов 3 оказываются на одной стороне рабочей полости 7, а полюса N - на противоположной, оси верхней и нижней катушек 4 параллельны одна другой и поверхности разъёма. Собранную форму такой конструкции заливают расплавом без применения нарощалки, так как открытый контрлад верхней полуформы позволяет изготовить в формовочном материале литниковую чашу. После полного
или частичного затвердевания отливки катушки отключают для экономии электроэнергии, а отливка охлаждается в неупрочненном формовочном материале.
fO
5
0
0 5
Предложенная форма наиболее целесообразна в единичном и мелкосерийном производстве плоских отливок, так как не требует переналадки намагничивающего устройства для изготовления другой плоской отливки. Это снижает трудоемкость изготовления формы. Открытый контрлад намагничивающих устройств позволяет быстро -за- J полнить их полость формовочным материалом - гравитационной засыпкой, . что также сокращает трудоемкость. При изготовлении в предлагаемой форме плоских отливок поверхностному упрочнению подлежат поверхности гораздо меньшей площадки, что сокращает трудоемкость операции упрочнения и расход связующего. Намагничивающее устройство предложенной формы проще по конструкции и позволяет производить заливку формы без применения нарощалки. Расположение катушки снаружи улучшает ее охлаждение и ремонт.
Формула изобретения
Литейная магнитная разъемная форма, содержащая верхнюю и нижнюю полуформы, каждая из которых имеет маг- нитопровод, электрическую катушку, ферромагнитный формовочный материал, рабочую полость с упрочненной частью формы, отличающаяся
тем, что, с целью сокращения расхода связующего при изготовлении плоских в горизонтальном направлении отливок и снижении трудоемкости изготовления форм, одноименные полюсы магнитопроводов выполнены С-образной формы, катушки верхнего и нижнего магнитопроводов расположены на противоположных сторонах формы, а оси электрических катушек параллельны одна другой и поверхности разъема формы, причем упрочненная часть формы расположена под углом 70-90 к основному потоку магнитных силовых линий С-образных магнитопроводов ,
У 5F
Редактор A, Козориз
Составитель В, Беляев
Техред Н.Глущеяко Корректор. Патай
Заказ 1918/11 Тираж 741 . Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г, Ужгород, ул. Проектная, f Фиг.
ii 11 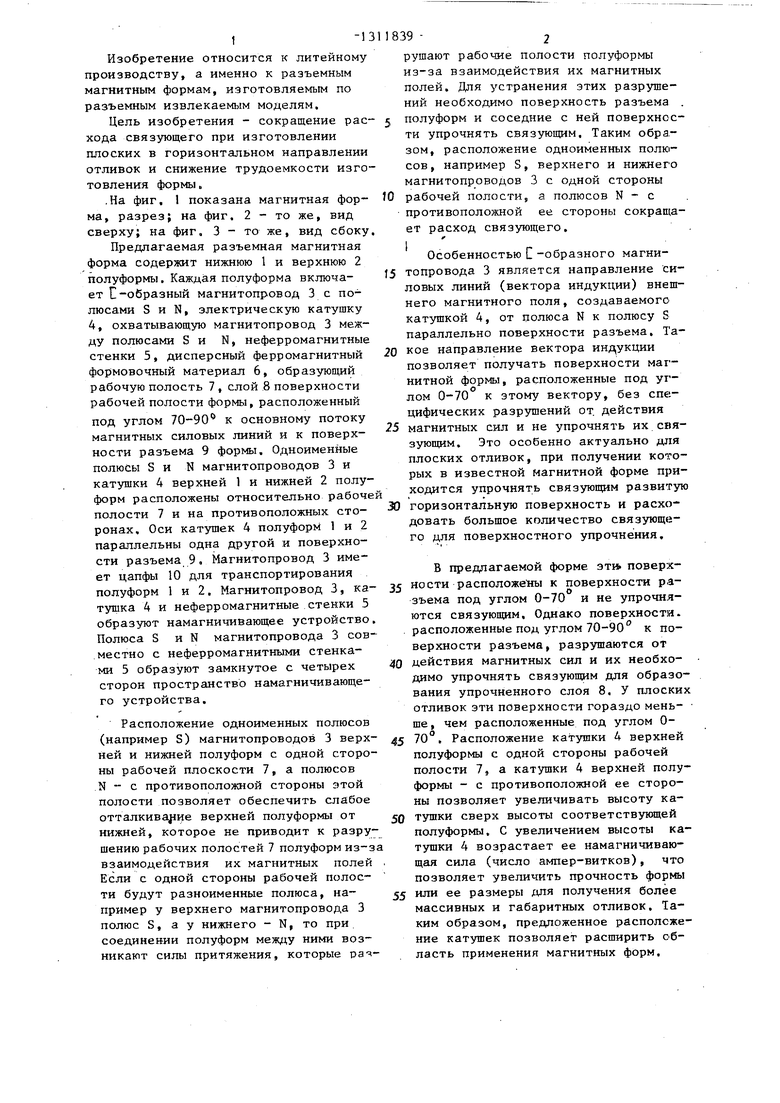
Изобретение относится к литейному производству, а именно к разъем ным магнитным формам. Целью изобретения является сокращение расхода свя-, зующего при изготовлении отливок и снижение трудоемкости изготовления формы.-Литейная магнитная форма содержит нижнюю 1 и верхнюю 2 полуформы, каждая из которых имеет магнито- провод 3, электрическую катушку 4, формовочный материал 6, рабочую полость 7, упрочненный связующим слой формы 8. Одноименные полосы магнито- проводов и катушки верхней и нижней полуформ расположены относительно полости на противоположных сторонах, а оси этих катушек параллельны друг другу и поверхности разъема формы. Спой формы, упрочненный связующим, расположен под углом 90-70 к основному потоку магнитных силовых линий. 3 ил. с S (Л 1682 3 СО 00 со 9игЗ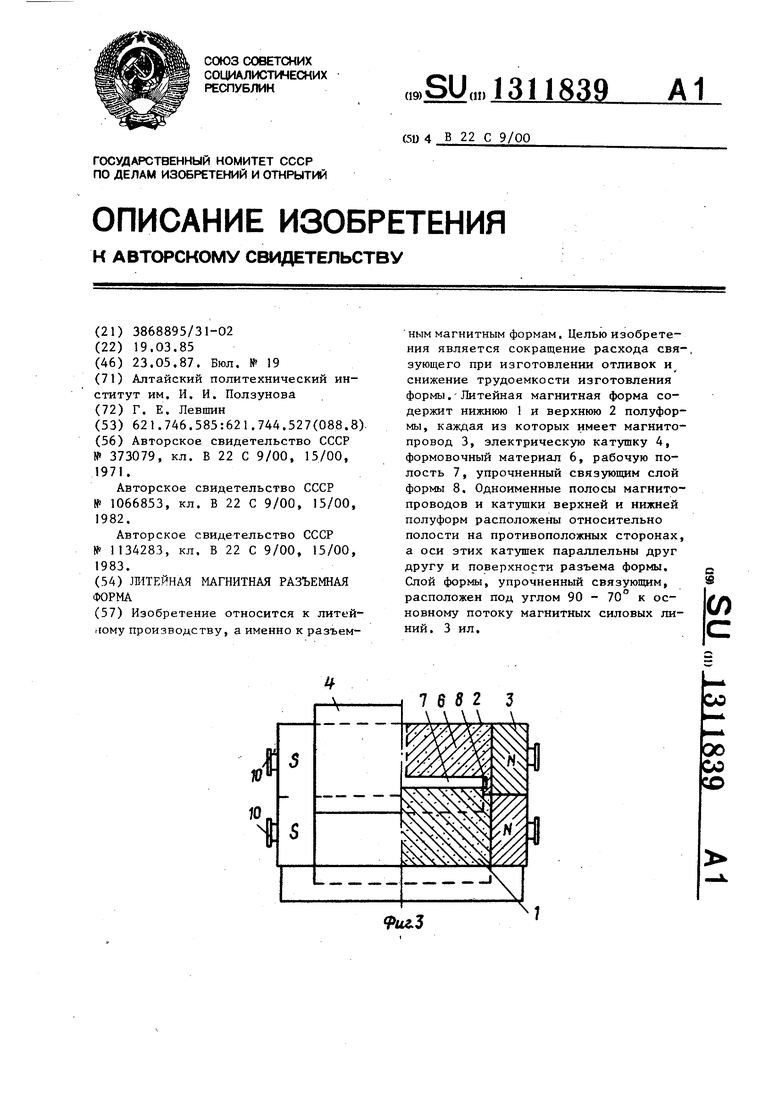
| УСТАНОВКА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК ПО РАЗОВЫМ МОДЕЛЯМ | 0 |
|
SU373079A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Транспортная система | 1982 |
|
SU1066853A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для изготовления разъемных магнитных форм из ферромагнитного дисперсного материала | 1982 |
|
SU1134283A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
