торцы муфт 3 и 8 находятся в постоянном контакте. При сварке копир 9 устанавливают на 3-5 мм за линию стыка деталей, что при наезде его на любой выступ устанавливает его в стык деталей. Указанное расстояние компенсирует ошибку сборки деталей, особенно при сварке подряд несколько стыков различных по конфигурации деталей. Копир 9 надежно следит за стыком за счет работы пружины 2 и 13 катания торцов муфт 3 и 8. Устройство позволяет сваривать детали в труднодоступных местах. Точность копирования повышается при непрерывности процесса копирования. 2 з.п.ф-лы, 11 ил.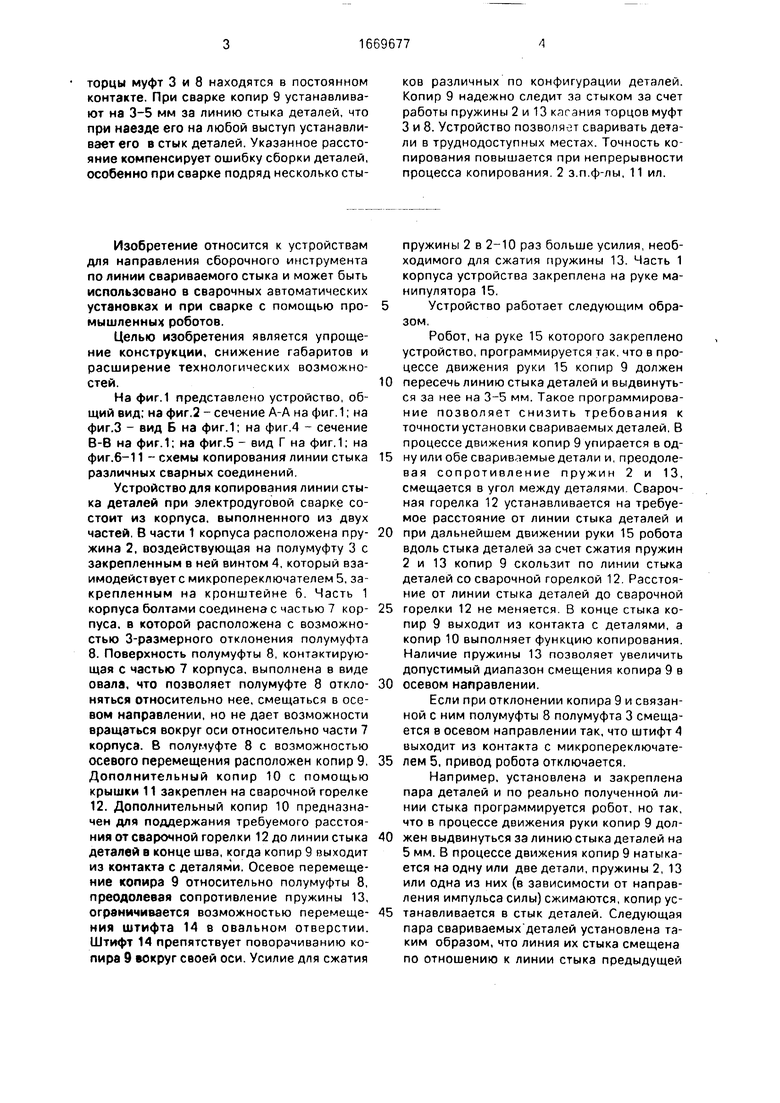
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для копирования линии стыка при сварке | 1985 |
|
SU1581537A1 |
| Устройство копирования линии стыка при сварке | 1985 |
|
SU1512731A1 |
| Устройство для направления электрода по стыку | 1981 |
|
SU1030119A1 |
| Сварочное устройство | 1981 |
|
SU988505A1 |
| УСТРОЙСТВО ОРИЕНТАЦИИ СВАРОЧНОЙ ГОРЕЛКИ ОТНОСИТЕЛЬНО РАЗДЕЛКИ СВАРИВАЕМЫХ КРОМОК ШВА | 1991 |
|
RU2032516C1 |
| Устройство для автоматической сварки патрубков с обечайкой | 1983 |
|
SU1108000A1 |
| Горелка для дуговой сварки в защитных газах плавящимся электродом | 1987 |
|
SU1496949A1 |
| Устройство для сварки криволинейных поверхностей | 1986 |
|
SU1411111A1 |
| Устройство для автоматической сварки | 1987 |
|
SU1530370A1 |
| Устройство для подвески сварочной горелки к сварочному автомату | 1976 |
|
SU671967A1 |
Изобретение относится к сварке, в частности к устройствам для направления сварочного инструмента по линии свариваемого стыка, и может быть использовано в сварочных автоматических установках и при сварке с помощью промышленных роботов. Цель изобретения - упрощение конструкции, снижение габаритов и расширение технологических возможностей. В части 1 корпуса размещена полумуфта 3 с пружиной 4, а в части 7 корпуса - полумуфта 8 с пружиной 13. К копиру 9, размещенному в полумуфте 8, прикреплена горелка 12 с дополнительным копиром 10. Муфта 8, размещенная в части 7 корпуса, выполнена в виде овала, а торцы муфт 3 и 8 находятся в постоянном контакте. При сварке копир 9 устанавливают его на 3 - 5 мм за линию стыка деталей, что при наезде его на любой выступ устанавливает в стык деталей. Указанное расстояние компенсирует ошибку сборки деталей, особенно при сварке подряд несколько стыков различных по конфигурации деталей. Копир 9 надежно следит за стыком за счет работы пружин 2 и 13 и касания торцов муфт 3 и 8. Устройство позволяет сваривать детали в труднодоступных местах. Точность копирования повышается при непрерывности процесса копирования. 2 з.п.ф-лы, 11 ил.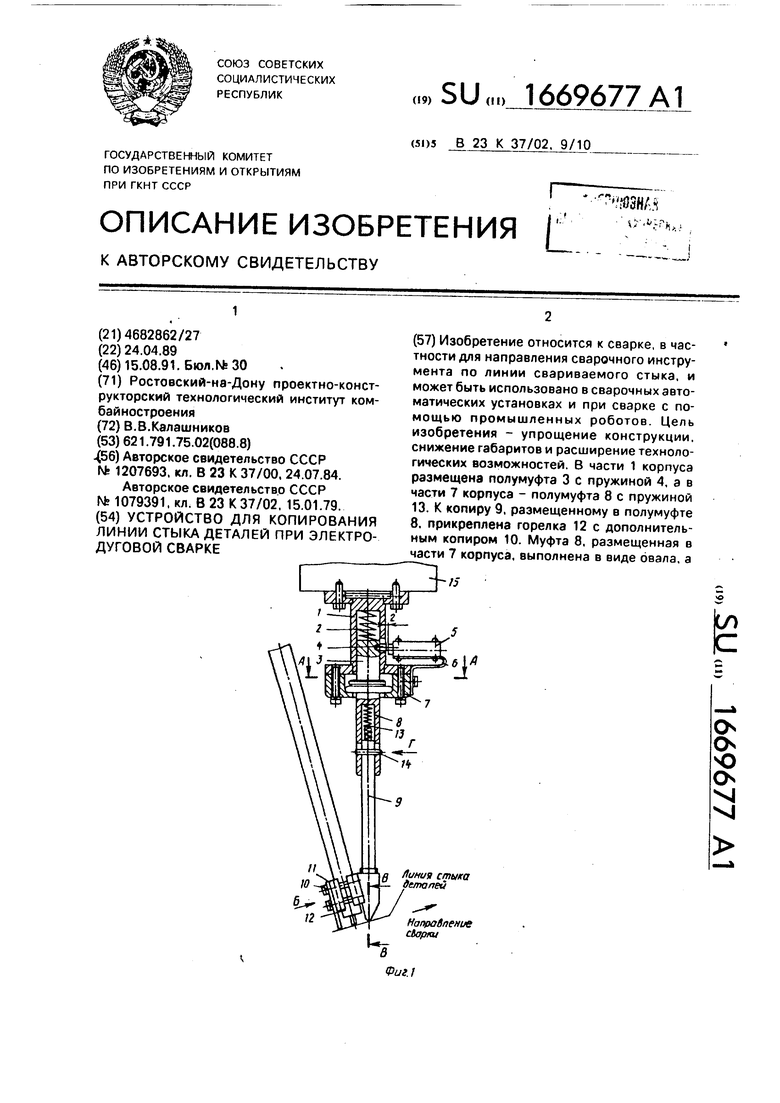
Изобретение относится к устройствам для направления сборочного инструмента по линии свариваемого стыка и может быть использовано в сварочных автоматических установках и при сварке с помощью промышленных роботов.
Целью изобретения является упрощение конструкции, снижение габаритов и расширение технологических возможностей.
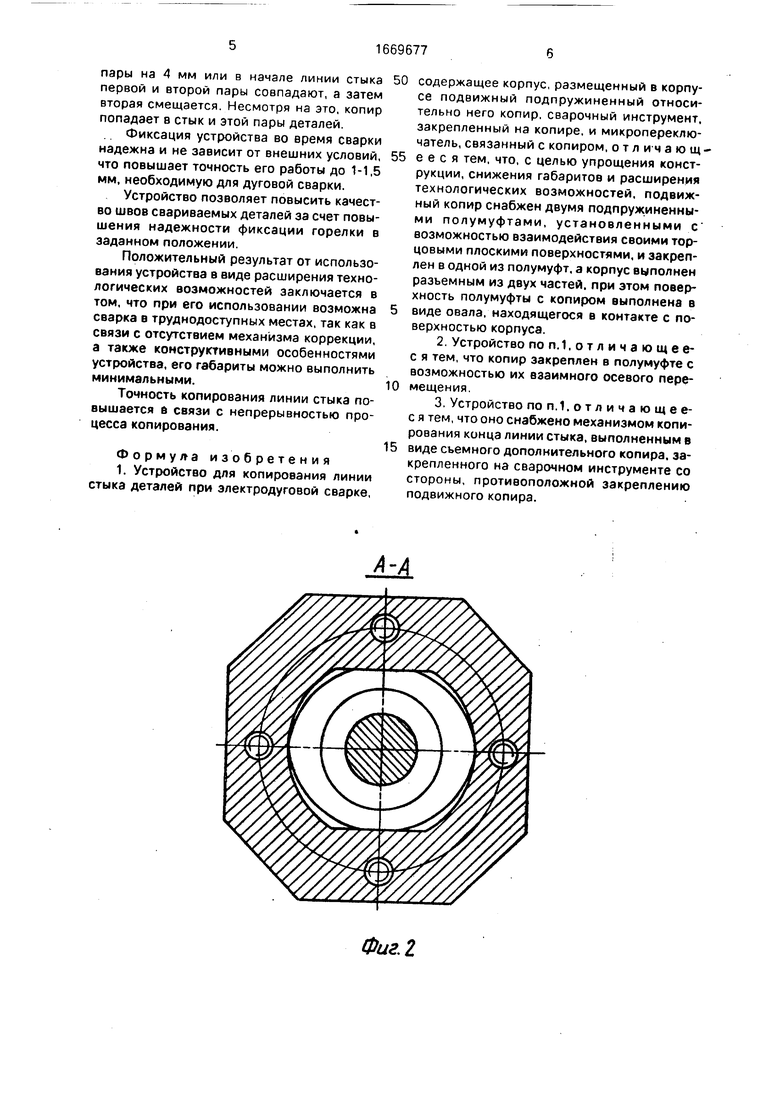
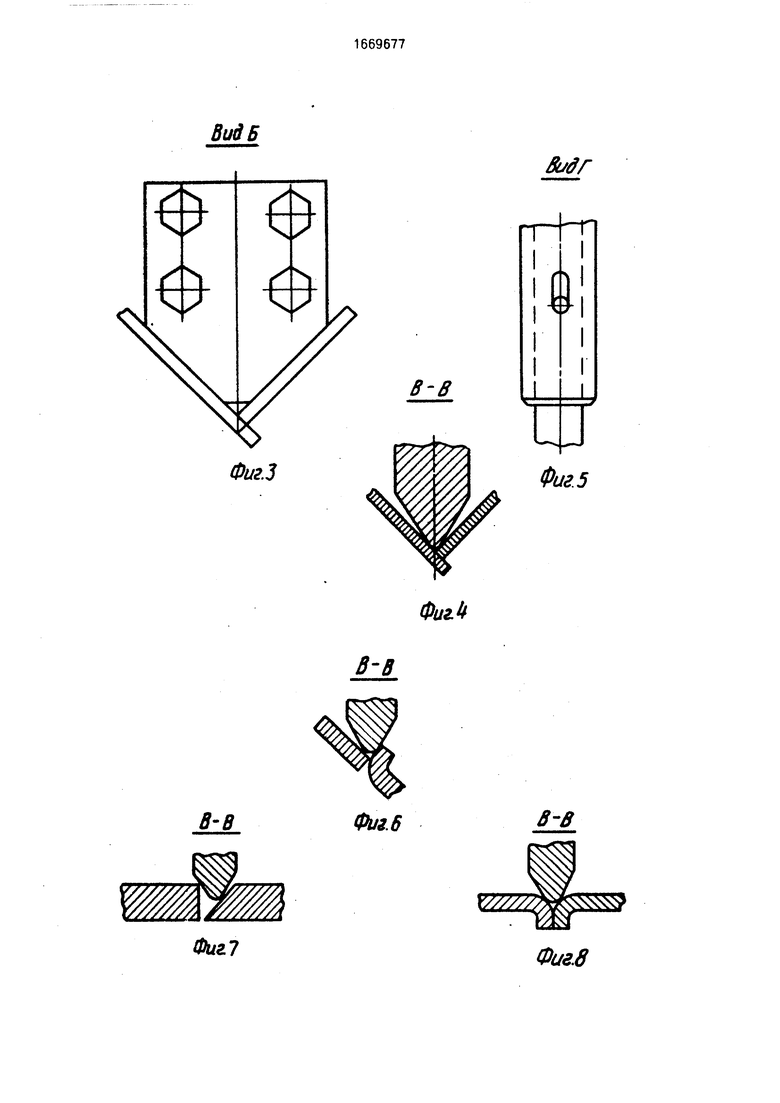
На фиг. 1 представлено устройство, общий вид; на фиг.2 - сечение А-А на фиг. 1; на фиг.З - вид Б на фиг.1; на фиг.4 - сечение В-В на фиг.1; на фиг.5 - вид Г на фиг.1; на фиг.6-11 - схемы копирования линии стыка различных сварных соединений.
Устройство для копирования линии стыка деталей при электродуговой сварке состоит из корпуса, выполненного из двух частей. В части 1 корпуса расположена пружина 2, воздействующая на полумуфту 3 с закрепленным в ней винтом 4, который взаимодействуете микропереключателем 5, закрепленным на кронштейне 6. Часть 1 корпуса болтами соединена с частью 7 корпуса, в которой расположена с возможностью 3-размерного отклонения полумуфта 8. Поверхность полумуфты 8, контактирующая с частью 7 корпуса, выполнена в виде овала, что позволяет полумуфте 8 отклоняться относительно нее, смещаться в осевом направлении, но не дает возможности вращаться вокруг оси относительно части 7 корпуса. В полумуфте 8 с возможностью осевого перемещения расположен копир 9. Дополнительный копир 10 с помощью крышки 11 закреплен на сварочной горелке 12. Дополнительный копир 10 предназначен для поддержания требуемого расстояния от сварочной горелки 12 до линии стыка деталей в конце шва, когда копир 9 выходит из контакта с деталями. Осевое перемещение копира 9 относительно полумуфты 8, преодолевая сопротивление пружины 13, ограничивается возможностью перемещения штифта 14 в овальном отверстии. Штифт 14 препятствует поворачиванию копира 9 вокруг своей оси. Усилие для сжатия
пружины 2 в 2-10 раз больше усилия, необходимого для сжатия пружины 13. Часть 1 корпуса устройства закреплена на руке манипулятора 15.
Устройство работает следующим образом.
Робот, на руке 15 которого закреплено устройство, программируется так, что в процессе движения руки 15 копир 9 должен
пересечь линию стыка деталей и выдвинуться за нее на 3-5 мм. Такое программирование позволяет снизить требования к точности установки свариваемых деталей, В процессе движения копир 9 упирается в одну или обе свариваемые детали и, преодолевая сопротивление пружин 2 и 13, смещается в угол между деталями Сварочная горелка 12 устанавливается на требуемое расстояние от линии стыка деталей и
при дальнейшем движении руки 15 робота вдоль стыка деталей за счет сжатия пружин 2 и 13 копир 9 скользит по линии стыка деталей со сварочной горелкой 12. Расстояние от линии стыка деталей до сварочной
горелки 12 не меняется. В конце стыка копир 9 выходит из контакта с деталями, а копир 10 выполняет функцию копирования. Наличие пружины 13 позволяет увеличить допустимый диапазон смещения копира 9 в
осевом направлении.
Если при отклонении копира 9 и связанной с ним полумуфты 8 полумуфта 3 смещается в осевом направлении так, что штифт 4 выходит из контакта с микропереключателем 5, привод робота отключается.
Например, установлена и закреплена пара деталей и по реально полученной линии стыка программируется робот, но так, что в процессе движения руки копир 9 должен выдвинуться за линию стыка деталей на 5 мм. В процессе движения копир 9 натыкается на одну или две детали, пружины 2,13 или одна из них (в зависимости от направления импульса силы) сжимаются, копир устанавливается в стык деталей. Следующая пара свариваемых деталей установлена таким образом, что линия их стыка смещена по отношению к линии стыка предыдущей
пары на 4 мм или в начале линии стыка первой и второй пары совпадают, а затем вторая смещается. Несмотря на это, копир попадает в стык и этой пары деталей.
Фиксация устройства во время сварки надежна и не зависит от внешних условий, что повышает точность его работы до 1-1,5 мм, необходимую для дуговой сварки.
Устройство позволяет повысить качество швов свариваемых деталей за счет повышения надежности фиксации горелки в заданном положении.
Положительный результат от использования устройства в виде расширения технологических возможностей заключается в том, что при его использовании возможна сварка в труднодоступных местах, так как в связи с отсутствием механизма коррекции, а также конструктивными особенностями устройства, его габариты можно выполнить минимальными.
Точность копирования линии стыка повышается 6 связи с непрерывностью процесса копирования.
Формула изобретения 1. Устройство для копирования линии стыка деталей при электродуговой сварке,
содержащее корпус, размещенный в корпусе подвижный подпружиненный относительно него копир, сварочный инструмент, закрепленный на копире, и микропереключатель, связанный с копиром, отличают,е е с я тем, что, с целью упрощения конструкции, снижения габаритов и расширения технологических возможностей, подвижный копир снабжен двумя подпружиненными полумуфтами, установленными с возможностью взаимодействия своими торцовыми плоскими поверхностями, и закреплен в одной из полумуфт, а корпус выполнен разъемным из двух частей, при этом поверхность полумуфты с копиром выполнена в
виде овала, находящегося в контакте с поверхностью корпуса.
виде съемного дополнительного копира, закрепленного на сварочном инструменте со стороны, противоположной закреплению подвижного копира.
±L
Фиг. 2
Bud Б
Фиг.З
В-В
Фиг
ВидГ
ff-ff
Фиг. 5
Фиг 4
Фиг. 6
В-В
Фиг.8
В-В
Фиг. 9
в-в
Фиг.Ю
в-в
Фиг. 11
