Изобретение относится к способам абразивной обработки и может быть использовано в машиностроении при шлифовании кругами, зерна которых контактируют с ферромагнитным материалом связки.
Целью изобретения - уменьшение удельного расхода материала круга на ферромагнитной связке путем обеспечения возможности управления прочностью ферромагнитной связки шлифовального круга с помощью ее намагничивания.
Способ используется для управления прочностью связки шлифовальных кругов, зерна которых контактируют с ферромагнитным материалом. К таким инструментам относятся как круги на ферромагнитной связке, так и круги, зерна которых металлизированы ферромагнитным материалом не
зависимо от магнитных свойств связки (в дальнейшем под ферромагнитной связкой круга понимается как собственно связка, так и нанесенный на зерна слой металлизации ферромагнитным материалом).
Установлено, что упрочение связки круга достигается при чередовании нагружения и намагничивания и в случае, если нагруже- ние меньшее, чем при достижении предела текучести, и находится в пределах упругих деформаций.
Упрочнение связки достигается путем ее намагничивания, осуществляемого вне зоны резания. При этом сила резания является нагружающей силой, воздействующей на круг после каждого цикла воздействия магнитным полем.
сь о чэ о о о
Упрочение связки осуществляется пу тем повышения напряжен-ности машитного поля на 10-20 Э до достижения связкой прочности, соответствующей минимуму удельного расхода круга при данных режимах резания. Разупрочнение связки - путем воздействия на круг переменным магнитным полем до момента снижения намагни- чг лгнч связки, характеризующегося напряженностью магнитного поля, которая соответствует минимуму удельного расхода круга.
При осуществлении способа до начала шлифования определяют отимальное значение напряженности магнитного поля для данного материала при постоянном значении удельной тангенциальной состлвлто- щей силы резания, определяемой из соотношения
с
ь,,- s ,
infi Рбаз - выбранное базовое значение v f / ьной тангенциальной составляющей „илм резания ;
Рг - тангенциальная сила резания;
S - минимальная площадь контакта шлифовального круга с обрабатываемым изделием.
Дтя этого, поддерживая постоянное з з -ение тангенциальной силы резания и площади контакта круга с заготовкой, изменяют напряженность магнитного поля, воздействующего на круг, и измеряют уде/,ьный расход материала круга при каждом з 1ачении напряженности магнитного поля При обработке полученных данных выделяют как оптимальное значение напря женности магнитного поля, соответствующее минимальному удельному расходу материала круга.
В процессе шлифования осуществляют управление прочностью связки круга. Для эюго измеряют значение удельной тангенциальной составляющей силы резания и соответственно изменяют напряженность магнитного поля до значения, определяемого из эмпирического уравнения
F,
,
где Hi - требуемая напряженность магнитного поля;
Нот - предварительно определенное значение напряженности магнитного поля, соответствующее минимальному удельному расходу круга, при удельной тангенциальной составляющей силы резания, равной Рбаэ:
FI - текущее значение удельной тангенциальной составляющей силы резания;
Рбаз значение удельной тангенциальной составляющей силы резания, при которой определено значение Н0пт:
m 1,5 ..2 -- показатель степени, завися- щ| й от материала связки и обрабатываемого материала.
При шлифовании на шлифовальный круг воздействуют магнитным полем указанной напряженности. При изменении значения удельной тангенциальной составляющей силы резания соответственно изменяют и напряженность магнитного поля, чпвышая ее постепенно скачками на 10-20 Э до достижения заданного значения или размагничивания круга переменным током
также до значения, определенного по указанному уравнению
Диапазон изменения показателя степени m 1,5 2 определен экспериментально для кругов с зернистостью 50/40 - 315/750,
что охватывает весь рабочий диапазон кругов с ферромагнитной связкой За пределами этого диапазона расход материала круга увеличивается.
Пример. Производят шлифование
ножей к концевым фрезам, оснащенным поликристаллами синтетического алмаза,на заточном станке мод ЗД642Е, модернизированном для осуществления способа. Модернизация станка обеспечивает
возможность воздействия на шлифовальный круг магнитным полем с напряженностью 10-1000 Э и определение тангенциальной силы резания по мощности шлифования Шлифование производят алмазным кругом АЧК 150х10х АС6 100/80 МЖ-100%.
В качестве смазочно-охлаждающей технологической среды применяют водный раствор №N03- 3% итриэтаноламии-2%.
Оптимальное значение напряженности магнитного поля для данных условий шлифования определяют при постоянном значении удельной тангенциальной составляющей силы резания Базовый режим шлифования скорость шлифовального круга VKp 24,5 м/с; продольная подача Snp 1,5 м/мин; поперечная подача Snon
0,015 мм/дв.ход. Номинальная площадь контакта шлифовального круга с обрабатываемым изделием S 40 мм . Тангенциальную силу резания определяют по эффективной мощности шлифования по зависимости
N- Nxx 1150-350 ,, Ж5
где N - мощность шлифования, Вт;
NX x - мощность холостого хода, Вт- VKP - скорость шлифовального круга, м/с.
Удельную тангенциальную составляю щую силы резания определяют из соотношения
с - рс
г i
где Р/с - тангенциальная сила резания, Н.
S - номинальная площадь контакта шлифовального круга с обрабатываемым материалом, мм2
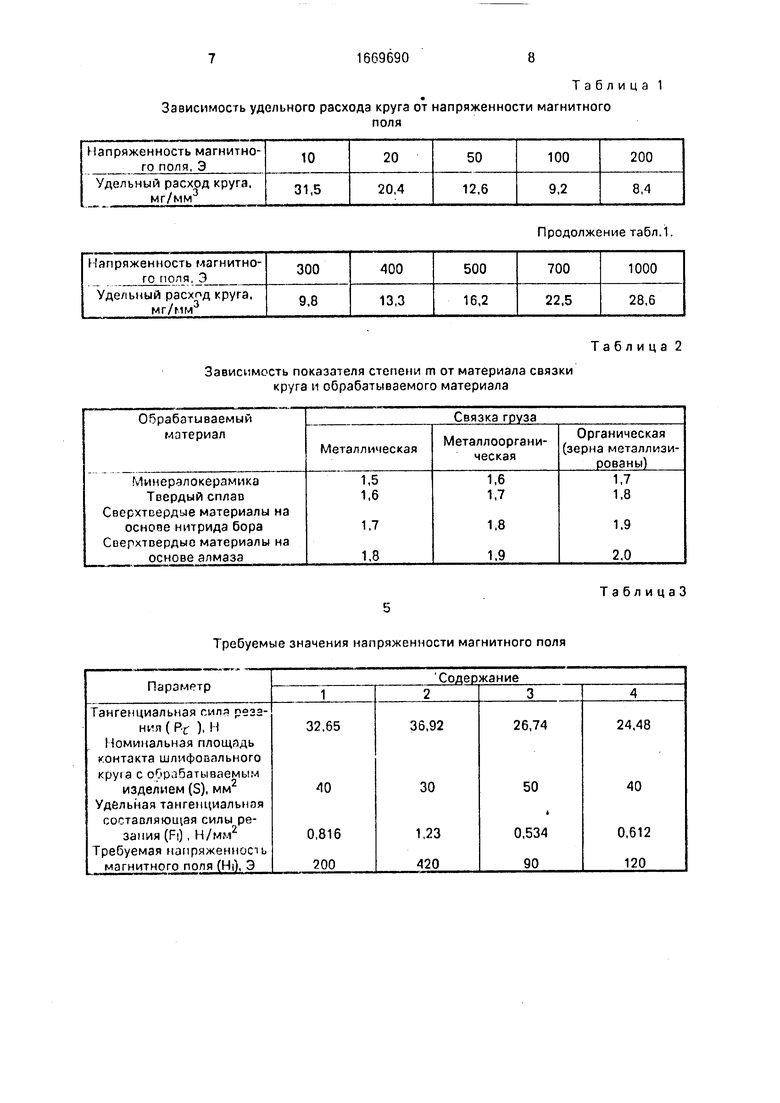
Для определения оптимального значения напряженности магнитного поля, поддерживая постоянное значение тангенциальной силы резания и номинальной площади контакта круга с заготовкой, изменяют напряженность магнитного поля, воздействующего на круг, и измеряют удельный расход материала круга при каждом значении напряженности магнитного поля (табл.1).
В качестве оптимального значения напряженности магнитного поля выделено значение Н0пт 200 Э, соответствующее минимальному удельному расходу материала круга.
В процессе шлифования осуществляют управление прочностью связки круга. Для этого измеряют значение удельной тангенциальной составляющей силы резания и соответственно изменяют напряженность магнитного поля до значения, определяемого зависимостью
Hi Нг
F;( Рб« /
где Hi - требуемая напряженность магнитного поля;
Нопт - предварительно определенное значение напряженности магнитного поля (Нопт 200 Э):
FI - текущее значение удельной тангенциальной составляющей силы резания;
Рбаз - значение удельной тангенциальной составляющей силы резания, при которой определено значение Н0ш (Ркчз 0.816 Н/мм2);
т - 1 8 показатель степени, зависящий от материала связки и обрабатывэемого материала (табл. 2).
При шлифовании на шлифовальный круг воздействуют магнитным полем требуемой напряженности. При нанесении зна- чсний удельной тангенциальной составляющей силы резания соответственно изменяют и напряженность магнитного поля (табл. 3). повышая ее постепенно, скачками на 10- 20 Э (или размагничивая круг переменным током) до достижения требуемого значения.
Использование предложенного способа позволяет значительно расширить область шлифования с регулируемой прочностью связки, распространить такой способ на круги с металлической связкой и
круги с металлизированными зернами, на случай шлифования с интенсивным охлаждением круга или шлифования без охлаждения.
Формула изобретения
Способ шлифования, при котором шлифовальному кругу и детали сообщают отно- сительные перемещения, а жесткость связки круга изменяют при изменении режимов резания, отличающийся тем,
что. с целью уменьшения удельного расхода материала круга на ферромагнитной связке, изменение жесткости связки круга осуществляют путем ее намагничивания, при этом требуемое значение напряженности магнитного поля определяют по формуле
Hi - Нопт ( г)
баз /
где Н, - требуемая напряженность магнитного поля;
Нот - предварительно определенное значение напряженности магнитного поля, соответствующее минимальному удельному
расходу материала круга при удельной тангенциальной составляющей силы резания, равной (:еэз;
FI - текущее значение удельной тангенциальной составляющей силы резания;
Рбаз - значение удельной тангенциальной составляющей силы резания, при которой определено значение Нот.
т 1,5...2 - показатель степени, зависящий от зернистости круга, материала связки
и обрабатываемого материала.
Таблица 1 Зависимость удельного расхода круга от напряженности магнитного
| название | год | авторы | номер документа |
|---|---|---|---|
| Материал абразивного круга | 1982 |
|
SU1148761A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ ИНСТРУМЕНТОВ С ОРИЕНТИРОВАННЫМИ ЗЕРНАМИ | 2008 |
|
RU2369474C1 |
| Способ электрохимического шлифо-ВАНия | 1979 |
|
SU833413A1 |
| СПОСОБ БЕСЦЕНТРОВОГО ШЛИФОВАНИЯ ВЫСОКОТВЕРДОГО ПОРОШКОВОГО МАТЕРИАЛА | 2012 |
|
RU2519173C1 |
| Способ шлифования кругами на электропроводной связке | 1985 |
|
SU1733210A1 |
| СПОСОБ ШЛИФОВАНИЯ ИЗДЕЛИЙ ИЗ СВЕРХТВЕРДЫХ И ХРУПКИХ МАТЕРИАЛОВ | 2009 |
|
RU2418669C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШЛИФОВАЛЬНЫХ КРУГОВ ПОВЫШЕННОЙ ПРОЧНОСТИ НА БАКЕЛИТОВОЙ СВЯЗКЕ | 2007 |
|
RU2349446C1 |
| СПОСОБ УСТРАНЕНИЯ ИЗОГНУТОСТИ ТОРЦОВ КОЛЕЦ ШЛИФОВАНИЕМ | 2004 |
|
RU2271918C2 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| Способ изготовления прерывистого абразивного круга | 1987 |
|
SU1454676A1 |
Изобретение относится к способам абразивной обработки и может быть использовано в машиностроении при шлифовании кругами, зерна которых контактируют с ферромагнитным материалом связки. Целью изобретения является уменьшение удельного расхода материала круга на ферромагнитной связке путем обеспечения возможности управления прочностью ферромагнитной связки круга с помощью ее намагничивания. В процессе шлифования осуществляют управление прочностью связки круга. Для этого измеряют значение удельной тангенциальной составляющей силы резания и соответственно изменяют напряженность магнитного поля до значения, определяемого из предложенного эмпирического уравнения. При шлифовании на шлифовальный круг воздействуют магнитным полем указанной напряженности. При изменении значения удельной тангенциальной составляющей силы резания соответственно изменяют и напряженность магнитного поля, повышая ее постепенно скачками до достижения заданного значения или размагничивая круг переменным током также до значения, определенного по уравнению. 3 табл.
Зависимость показателя степени m от материала связки круга и обрабатываемого материала
Требуемые значения напряженности магнитного поля
Продолжение табл.1.
Таблица 2
ТаблицаЗ
| Способ шлифования | 1981 |
|
SU952535A2 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
