(1,4) ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| Головка экструдера для изготовления рукавной полимерной пленки | 1976 |
|
SU655559A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1979 |
|
SU863391A1 |
| Экструзионная головка для изготовления рукавной полимерной противокоррозионной пленки | 1986 |
|
SU1669745A1 |
| Установка для нанесения полимерных покрытий на цилиндрические изделия | 1983 |
|
SU1141000A1 |
| Кольцевая экструзионная головка | 1988 |
|
SU1558693A1 |
| Способ изготовления рукавной полимерной противокоррозионной пленки и экструзионная головка для его осуществления | 1986 |
|
SU1669744A1 |
| ЭКСТРУЗИОННАЯ МАШИНА | 1995 |
|
RU2095242C1 |
| Экструзионная головка для изготовления полимерной рукавной пленки | 1989 |
|
SU1763227A1 |
| Экструзионная головка для изготовления рукавной полимерной пленки | 1977 |
|
SU745703A1 |
I
Изобретение относится к.оборудованию для переработки пластических масс, в частности к головкам экструдера для получения полимерной, например полиэтиленовой пленки, и может быть использовано в химической промьштенности.
Известна экструзионная головка для изготовления рукавной полимерной пленки , содержащая корпус, дорн и мундштук, смонтированные с образованием между ними формующего, канала, и нагреватели l .
Недостатком экструзионной oлoвки является низкое качество рукавной пленки, что обусловлено отсутствием средств для нагрев-а и термостатирования дорна. .
Наиболее близкой по технической сущности-и достигаемому результату к предлагаемому изобретению является экструзионпая головка для изготовления рукавной полимерной пленки, содержащая корпус, дорн и мундштук, смонтированные с образованием между ними формующего канала, термостатирукиций элеме.нт, размещенный в дорне и нагреватели. Термостатирукяций элемент вьшолнен в виде электрообогрева и системы трубопроводов, кольцевого канала, радиальных каналов и концентричного канала, сообщенных с источником охлаждающей термостатирующей среды 2.
10
Недостатком экструзионной головки является сложность ее конструкции, обусловленная наличием системы каналов, и сложность в обслуживании. КроISме того, получается низкое качество пленки из-за невозможности точного поддержания температуры расплава в формующем канале при использовании термостатирукщей жидкости в сочета20нии с электрообогревом.
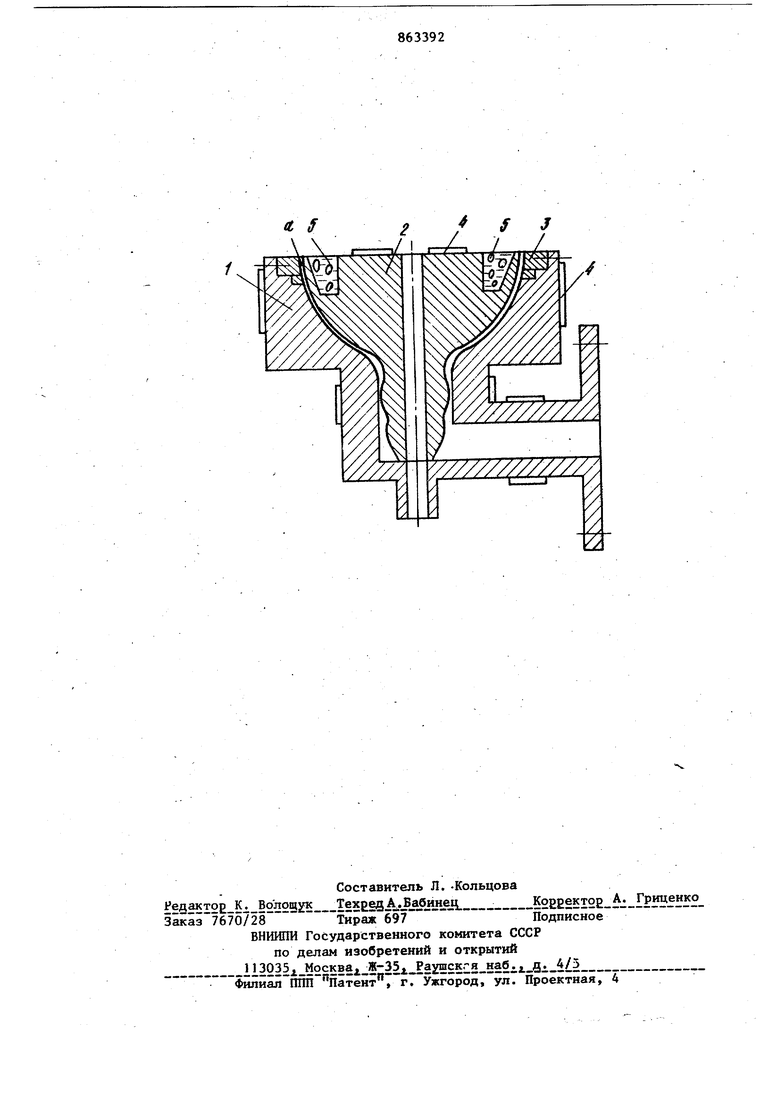
Цель изобретения - упрощение конструкции экструзионной головки и повы.рение кечества пленки за счет снюкения колебаний температуры расплава в формующем канале. Указанная цель достигается тем, что в экструзионной головке для изготовления рукавной полимерной пленки, содержащей корпус, дорн и мундштук, смонтированные с образованием между ними формующего канала, термостатирую щий элемент, размещенный в дорне, и нагреватели, термостатирующий элемент выполнен в виде камер для плавящегося вещества, имекицего температуру плавления, равную температуре переработки полимера. На чертеже изображена экструзионная головка, разрез. Экструзионная головка содержит корпус I,в котором смонтированы дорн 2 и мундштук 3, образующие формующий канал О . На корпусе 1 установлены нагреватели 4, сгруппированные по зонам нагрева. В дорне 2 размещен термостатирующий элемент, выполненный в виде камер 5, заполненных плавящимся веществом, имеющим температуру плавления, равную температуре переработки полимера. При работе экструзионной головки камеры 5, заполненные плавящимся веществом, можно рассматривать как тепловой аккумулятор с фазовым переходом твердое-жидкое. Плавление плавящегося вещества происходит за счет тепла% выделяемого нагревателями. Мощ ность нагревателей подбирается в процессе наладки таким образом, чтобы ве щество находилось в состоянии фазово го перехода. При плавлении кристаллической структуры происходит поглощ ние тепла, при кристаллизации - выде ление соответствующего количества теп ла, а в системе одновременно содержи ся и жидкая и кристаллическая фазы. Это позволяет в течение длительного времени с большой точностью поддержи вать температуру расплава полимера в формующем канале головки и тем самым повысить качество получаемой рукавно полимерной пленки, которое зависит о 2 точности и непрерывности термостатирования. ;: И р им е р 1. Для поддержания температуры расплава полиэтилена в формующем канале головки 171°С камеры заполняются сплавом, содержащим 67,75 мас.% олова и 32,25 мас.% кадмия. При м е р 2. Ддя поддержания температуры расплава полимера в формующем канале головки камеры заполняют сплавом, содержащим 40 мас.% кадмия и 60 мас.% висмута. Предлагаемое изобретение позволяет улучшить термостатированиё температурного поля полимера в формующем канале головки и снизить регулярную разнотолпщнность пленки, т.е. значитель-т но повысить качество продукции. Экономический эффект от внедрения предложения составляет не менее 5 тыс.руб на 1 агрегат в год. Формула изобретения Экструзионная головка,для изготовления рукавной полимерной пленки, содержащая корпус ,,,QgH и 13 ндштук, смонтированные с образованием между ними формующего канала, термостатирующий элемент, ра| е1ценный в дорне, и нагреватели, отли.чающаяся тем, что, с целью упрощения конструкции экструзионной головки и повышения качества пленки за счет снижения колебаний температуры расплава в формующем каналец термостатирующий элемент выполнен в виде камер для плавящегося вещества имекицего температуру плавления,равную температуре переработки полимера. Источники информации, принятые во внимание при экспертизе 1.Фишер Э. Экструзия пластических масс. М., Химия, 1970, с. 171. 2,Авторское свидетельство СССР № 655559, кл. В 29 D 7/04, 1976 (прототип) .
Ч а
