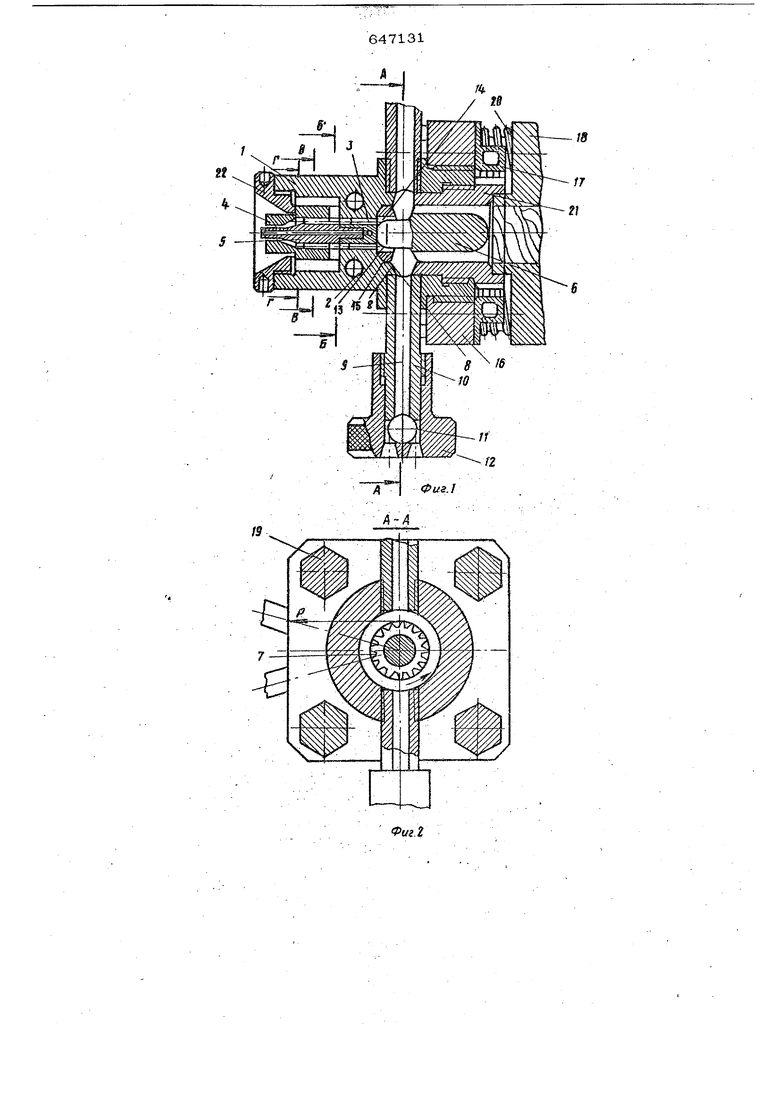
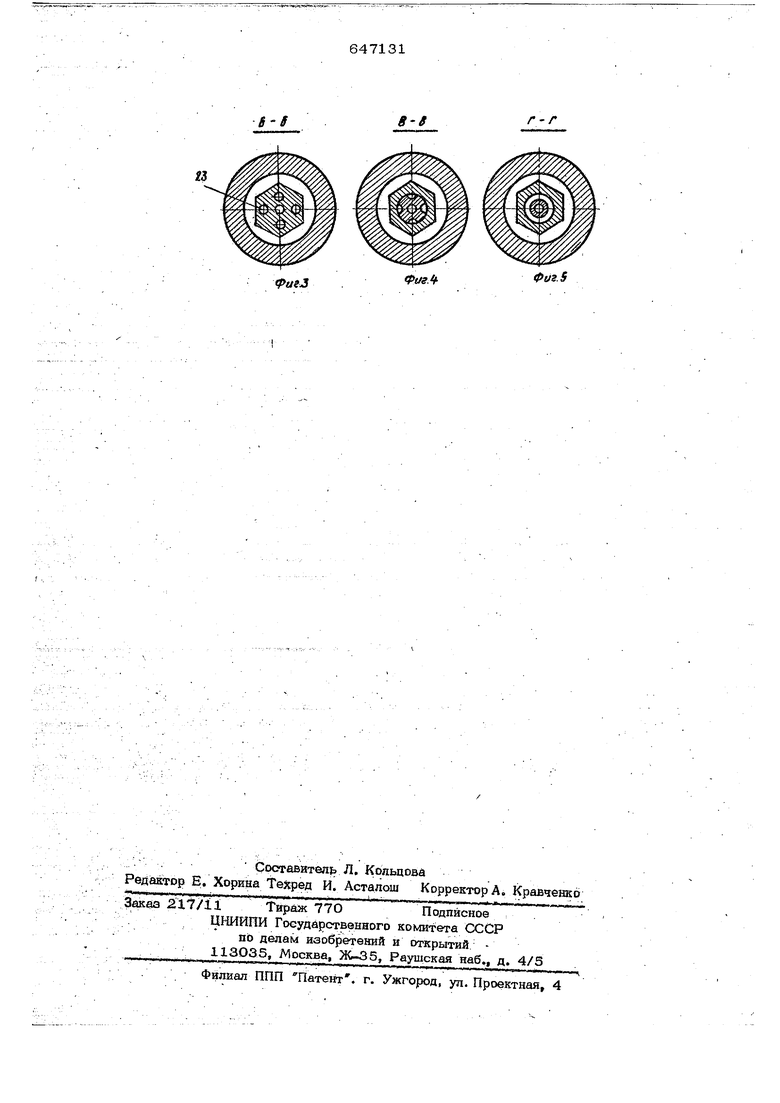
разрез В-В фнг, Ij на фиг. 5 - разрез фиг, 1. Головка содерншт корпус 1 с каналами 2 для охлаждения или- подогрева смеси и каналами ff дпя прохода смеси на формование, матрицу 4, формующийдорн 5с фланцем и фильтрующий элемент, выполненный в виде установленного в корпусе 1 с возмоншостью вращения двухступенчатого цилиндрического дорна 6, по наружной поверхности большего диаметра которого выполнены пазы 7, расположенные под углом 1-45 к про дольной его оси. Корпус 1 в зоне разМещенйя у-частка цилиндрического дорна 6меньшего диаметра выполнен с парабойическоЙ внутренней поверхностью 8, с BbmyckHbJMli каналами 9 для отвода смесй, содержащей включения, имеющими штупер 1О, шарик 11, прижимную обойму 12. Корпус о;бразует С цилиндрическим дорнрм 6, выполненным со скосом 13, кольцевую щель 14 для прх хода очищенной смеси на форйова яие и имеет ксотвдёвую щайбу 15, Корпус 1 гойовки смонтирован на плите 16 с теплообменником 17 и соединен с экст дером 18 посредством болтов 19, пружин 20, обоймы 21. Для яоджатия мат рицы 4 и формуюп1его дорна 5 в корпусе. 1 установлена прижимная гайка 22. Фланец формующего дорна 5 выполнен с каналами 23 для прохода очизщенной . сМеси на .формо а айе. . Головка работает следующим обра&ОМ ;. . ; л Разогретую смесь из экструдера 18 по каналам, образованным продольнымй пазами 7 цйлийдрическогодорна 6 и обоймой 21, при постоянном вращательном дзаиженйи дорна 6 подают :й колвдевую зону разделения смеси, где при ншрерывном вращений йроисходит увеличение обт)ема смеси в. 3-8 раэ,йеремец1ивание и разделение смеси За счёт разности давлений, воз1шкающей благодаря выполнению корпуса 1 параболкчески1л, в центре зоны и iio крайм н.а очищенную и содержащую включения. Очищенную Смесь пропускают на формование через кольцевую щель 14, образо6анну|о скосом 13 передней части дорна б и кольцевой шайбой 15 корпуса 1, а смесь, содержащую включения, отводят через вьшускHbie кШалы 9. При формовании изделий смесь из колщевой щели 14 пропускаю через каналы 3 корпуса 1 головки, каналы 23,. расположенные во фланце формующего дорна 5, и направляют в кольцевое пространство, образованное формующим дорном 5 и матрицей 4, зафиксированной с помощью прижимной гайки 22. Отвод смеси с включениями осущест-; вляют через выпускной канал 9 путем перемещения указанной смеси через зазор, образованный щариком 11 ц штуцером 10, и далее через отверстия в прилшмной обойме 12. .Охлаждение или подогрев смеси в головке осуществляют путем пропускания теплоносителя по каналам 2 корпуса 1 и через теплообменник 1.7 , Изобретение обеспечивает изготовление тонкостенных трубчатых изделий высокого качества из полимерных материалов с пластич Ярстью 0,45-0,65, позволяет снизить энергозатраты и увеличить производительность труда. Ф ормула. изобретения Головка к экйтрудеру для иэготовле-НИИ изделий из полимерных материалов, содержащая корпус с размещенным в нем фийьтруюидам элементом, матрицу н форг ующий дорн, отличаю щ а йс я тем, , с целью повышений качества очистки смеси, фильтрующий элемент выполнен в виде установленного с возможностью вращения двухступенчатого циливдрияес кого дорна, по наружной Поверхности большего диаметра которого вьтолнены пазы, распо оженные под углом к продольной его оси, при этом корпус в зоне рёзмещейия. участка цилиндрического дорна меньшего диаметра Бынолнёи с вьшускными каналами, с параболической внутренней поверхностью и образует с цилиндрический дорном .кольцевую щель для прохода очищейной смеси, . Источники информации. Принятые во . внимание дри экспертизе 1, Патент СССР № 6100, кл. В 29 D 23/00, 1928. 2. Авторское свидетельство СССР № 105455, йл. В 29 Г 23/04, 1955.
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для фильтрования и непрерывного профилирования изделий из полимерного материала | 1989 |
|
SU1669746A1 |
| Головка к экструдеру для изготов-лЕНия ТРубчАТыХ издЕлий из пОлиМЕРНыХМАТЕРиАлОВ | 1979 |
|
SU821177A1 |
| Устройство для изготовления армированного сеткой рукавного изделия | 1979 |
|
SU882760A1 |
| ФОРМУЮЩЕЕ УСТРОЙСТВО ЭКСТРУДЕРА | 2001 |
|
RU2185286C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБ | 1997 |
|
RU2140359C1 |
| Двухручьевая экструзионная головка | 1986 |
|
SU1643167A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| Экструзионная головка для изготовления рукавных термопластичных изделий с ребрами | 1980 |
|
SU963872A1 |
| УСТАНОВКА И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТЧАТОЙ ТРУБЫ | 2006 |
|
RU2306223C1 |
| Экструзионная головка для наложения многослойного полимерного покрытия | 1989 |
|
SU1700603A1 |