Изобретние относится к переработке полимерных материалов в химической промышленности и является усовершенствованием изобретения по автосв. № 910444.
Цель изобретения - повьшение качества покрытия за счет уменьшения его разнотолщинности.
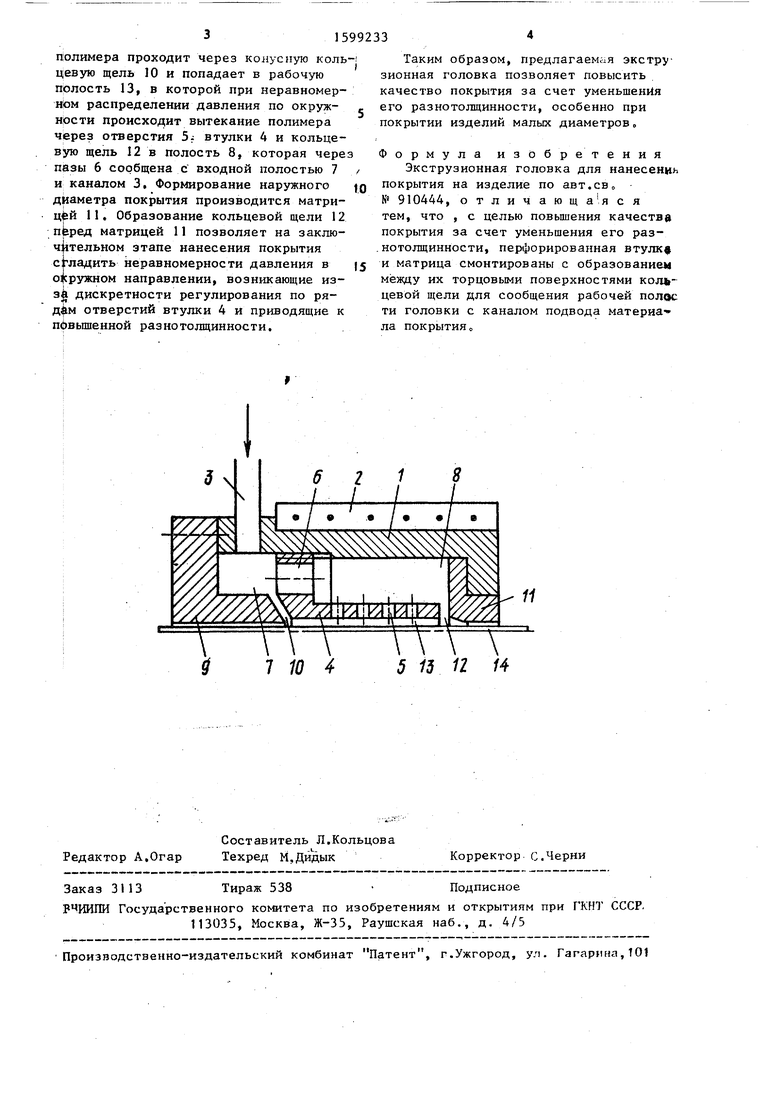
На чертеже показана схематически головка, разрез.
Экструзионная головка содержит корпус 1, обогреваемый нагревателем 2, и канал 3 подвода материала покрытия . Внутри корпуса 1 расположен распределитель в ввде перфорированной втулки 4 с отверстиями 5 и пазами 6, образующий с ним полости 7 и В для материала покрытия. Между торцовыми поверхностями полого дорна 9 и втулкой 4 образована торцовая конусная щель 10. Матрица 11 и перфорированная втулка 4 смонтированы с образованием между их торцовыми поверхностями кольцевой щели 12 о Ра бочая полость 13 образована мевду дорном,-9,,матрицей 11 и пок- рьшаемым изделием и сообщена кольцевой конусной щелью 10 и кольцевой щелью 12 с каналом 3 подвода материала покрытия.
Экструзионная головка работает следующим образом.
. С помощью известных устройств пок- рьшаемое изделие 14 подается в полый дорн 9 и далее в рабочую полость 13, где оно обволакивается материалом покрытия. Полимер из экструдера через канал 3 подвода материала поступает в полость-7, из которой основной поток
Л
:о :о
ю :
N.J
полимера проходит через конусную коль цевую щель 10 и попадает в рабочую полость 13, в которой при неравномерном распределении давления по окружности происходит вытекание полимера через отверстия 5j втулки 4 и кольцевую щель 12 в полость 8, которая чере пазы 6 сообщена с входной полостью 7 и каналом 3, Формирование наружного диаметра покрытия производится матри- 11. Образование кольцевой щели 12 матрицей 11 позволяет на заклю- чртельном зтапе нанесения покрытия сЫадить неравномерности давления в окружном направлении, возникающие из- 3 дискретности регулирования по ря- отверстий втулки 4 и приводящие к пфвьшенной разнотолщинности.
Таким образом, предлагаемая экстру зионная головка позволяет повысить качество покрытия за счет уменьшения его разнотолщинности, особенно при покрытии изделий мальк диаметров.
Формула изобретения
Экструзионная головка для нанесениь покрытия на изделие по авт.ев № 910444, отличающа яся тем, что , с целью повышения качестве покрытия за счет уменьшения его раз- .нотолщинности, перфорированная втулку и матрица смонтированы с образованием между их торцовыми поверхностями кольцевой щели для сообщения рабочей полек: ти головки с каналом подвода материа- ла покрытия о
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная головка для нанесения покрытия на изделие | 1980 |
|
SU910444A1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ МЕТАЛЛОПОЛИМЕРНЫХ ТРУБ | 1997 |
|
RU2140359C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА И УСТРОЙСТВО ДЛЯ СМЕЩЕНИЯ И ФИКСАЦИИ ДОРНА | 2000 |
|
RU2197383C2 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА ДЛЯ ИЗГОТОВЛЕНИЯ РУКАВНОЙ ПОЛИМЕРНОЙ ПЛЕНКИ | 1992 |
|
RU2010716C1 |
| ЭКСТРУЗИОННАЯ ГОЛОВКА С ЦЕНТРИРУЮЩИМ УСТРОЙСТВОМ | 2003 |
|
RU2245248C1 |
| Экструзионная головка | 1984 |
|
SU1319084A1 |
| Экструзионная головка для нанесения полимерного покрытия на длинномерный материал | 1983 |
|
SU1080993A1 |
| Экструзионная головка для переработки пластмасс | 1987 |
|
SU1479309A1 |
| ЙСЕСОЮЗНАЯ | 1973 |
|
SU396270A1 |
| Экструзионная головка для фильтрования и непрерывного профилирования изделий из полимерного материала | 1989 |
|
SU1669746A1 |
Изобретение относится к переработке полимерных материалов, в частности к экструзионным головкам для нанесения покрытия на изделие. Цель изобретения - повышение качества покрытия за счет уменьшения его разнотолщинности. Экструзионная головка содержит корпус с каналом подвода материала покрытия. В корпусе с образованием полости для материала покрытия установлены полый дорн, перфорированная втулка и матрица. Торцовые поверхности перфорированной втулки и дорна образуют кольцевую конусную щель. Матрица и втулка также смонтированы с образованием между их торцовыми поверхностями кольцевой щели. Рабочая полость головки конусной кольцевой и кольцевой щелями сообщена с каналом подвода материала покрытия. Наличие кольцевой щели перед матрицей позволяет на заключительном этапе нанесения покрытия сгладить неравномерности давления в окружном направлении. В результате снижается разнотолщинность покрытия и повышается его качество. 1 ил.
щщт
7 10 4
11
ГТ
5 13 12 14
| Экструзионная головка для нанесения покрытия на изделие | 1980 |
|
SU910444A1 |
| Солесос | 1922 |
|
SU29A1 |
