Основной особенностью предложенного устройства является применение подъемио-опускной каретки, совершающей периодические возвратно-поступательные движения в горизонтальной плоскости, обеспечивающей снятие заготовок с загрузочного рольганга, подъем нагреваемых заготовок, перемещение их на один щаг на очередные нагревательные позиции, снятие заготовок с конечной позиции и выдачу их на разгрузочное устройство.
Такое выполнение установки позволяет автоматизировать процесс нагрева прутковых заготовок. Кроме того, в установке применена подъемно-опускная рама, несущая клиновидные изоляционные перемычки, расположенные между контактными перемычками и предназначенные для прижатия к последним нагреваемых заготовок.
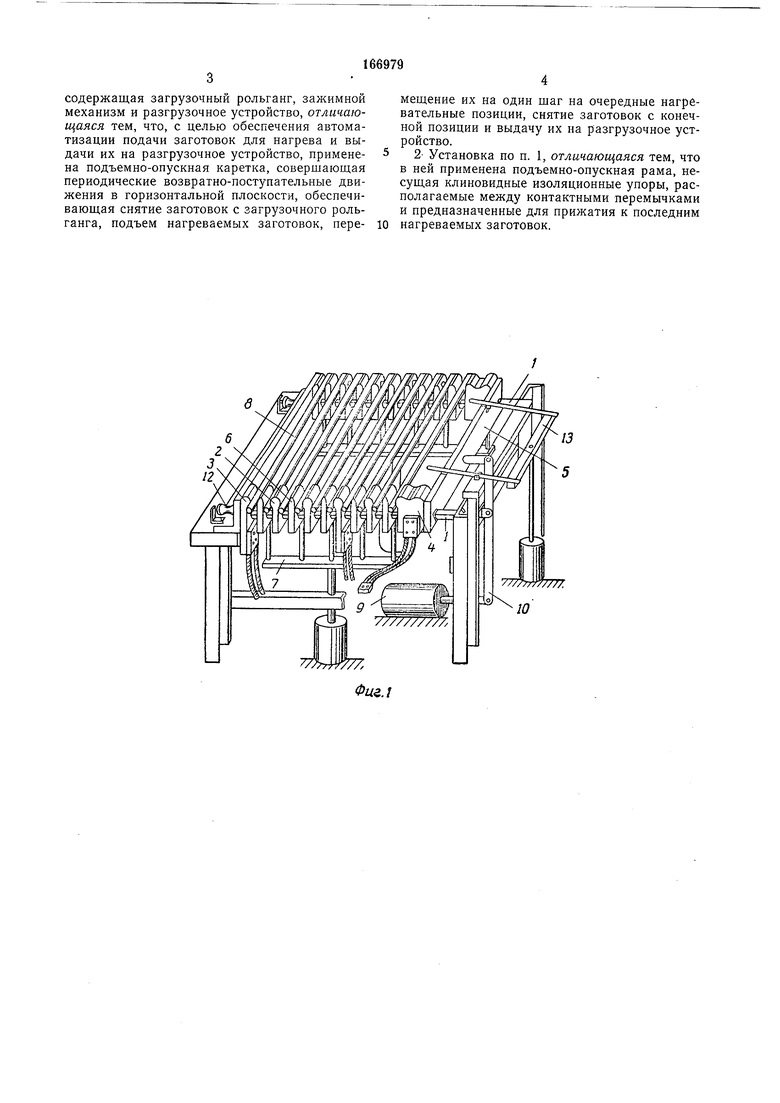
На фиг. 1 изображен общий вид предложенной установки; на фиг. 2 - установка в трех рабочих положениях.
На двух параллельных горизонтальных опорах / на равном расстоянии друг от друга размещаются вертикальные контактные перемычки 2, а по краям два токоподводящих контакта 5 и , изолированные от опор /. Контакт 3 неподвижный, а контакт 4 подвижный и жестко скреплен с поперечиной 5 механизма зажима. Между контактными перемычками 2 на опорах / размещаются клиновидные изоляционные перемычки 6, жестко связанные с подъемно-опускной рамой 7. Нагреваемые заготовки 8 располагаются между перемычками 2 и 6 и вместе с крайними контактами 3 и 4 образуют последовательную цепь.
Механизм зажима заготовок состоит из пневмогидроцилиндра 9, рычага 10 и поперечины 5, связанной с контактом 4. При движении поршня пневмоцилиндра 9 вправо осуществляется зажим заготовок, а при ходе поршня влево заготовки освобождаются от зажима. Под горизонтальными опорами У смонтирована подъемно-опускная каретка 11, которая при движении вверх поднимает заготовки, затем перемещает их на один шаг и при опускании кладет их на очередные нагревательные позиции. При этом холодная заготовка с загрузочного рольганга 12 попадает на первую позицию, а заготовка с конечной правой позиции - на сбрасывающее приспособление /5
или разгрузочный транспортер. Ходом назад
каретка возвращается в исходное положение.
Подъемно-опускная рама с изоляционными
перемычками 6 служит для прижатия к контакт 1ым перемычкам 2 нагреваемых заготовок 8.
Предмет изобретения
содержащая загрузочный рольганг, зажимной механизм и разгрузочное устройство, отличающаяся тем, что, с целью обеспечения автоматизации подачи заготовок для нагрева и выдачи их на разгрузочное устройство, применена подъемно-опускная каретка, совершающая периодические возвратно-поступательные движения в горизонтальной плоскости, обеспечивающая снятие заготовок с загрузочного рольганга, подъем нагреваемых заготовок, перемещение их на один щаг на очередные нагревательные позиции, снятие заготовок с конечной позиции и выдачу их на разгрузочное устройство.
2- Установка по п. 1, отличающаяся тем, что в ней применена подъемно-опускная рама, несущая клиновидные изоляционные упоры, располагаемые между контактными перемычками и предназначенные для прижатия к последним нагреваемых заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия резки труб | 1984 |
|
SU1220235A1 |
| ЭЛЕКТРОКОНТАКТНОГО НАГРЕВА ИЗДЕЛИЙ | 1971 |
|
SU309051A1 |
| Устройство для отделения облоя | 1977 |
|
SU701967A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА ПОЛЫХ ЦИЛИНДРОВ, УСТРОЙСТВО ДЛЯ ИХ КРЕПЛЕНИЯ В ОБРАБАТЫВАЮЩЕМ СТАНКЕ И ЛИНИЯ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА. | 1993 |
|
RU2049648C1 |
| Печь непрерывного действия для отжига трансформаторной стали | 1934 |
|
SU44262A1 |
| АГРЕГАТ ТЕРМОФРЕЗЕРНОЙ ЗАЧИСТКИ | 1972 |
|
SU325068A1 |
| Загрузочно-разгрузочное устройство прокатной клети для двухпозиционной обработки заготовок | 1977 |
|
SU766693A1 |
| Способ изготовления заготовок балок картеров и автоматическая линия для его осуществления | 1987 |
|
SU1500427A1 |
| Поточная линия для изготовления электродов | 1976 |
|
SU618229A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2021146C1 |

/2
/х/////////
