О
VJ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ЖАЛЮЗИЙНЫХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2024 |
|
RU2837535C1 |
| Способ листовой штамповки и устройство для его осуществления | 1989 |
|
SU1712031A1 |
| ЛИНИЯ ДЛЯ РОТАЦИОННО-ПРОРЕЗНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И РОТАЦИОННО-ПРОРЕЗНОЕ УСТРОЙСТВО ДЛЯ НЕЕ | 2020 |
|
RU2747203C1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ | 1992 |
|
RU2016687C1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
| Пробивной револьверный пресс | 1987 |
|
SU1496870A1 |
| ШТАМП ДЛЯ РАЗДЕЛИТЕЛЬНЫХ ОПЕРАЦИЙ С СИНХРОНИЗАТОРОМ ШАГА ПЕРФОРАЦИИ | 2005 |
|
RU2317172C2 |
| Устройство для изготовления пластин ролико-втулочных цепей | 1981 |
|
SU1009602A1 |
| Штамп для обработки штучных заготовок | 1986 |
|
SU1400731A1 |
Изобретение относится к обработке материалов давлением, в частности полосового материала с периодически повторяющимися в направлении его продольной оси элементами профиля. Цель изобретения - обеспечение точного позиционирования инструмента на рабочих позициях. Устройство содержит ползун 3 с матрицей 12 и контрловителем 13, пуансонодержатель с пуансоном 6 и ловителем 7, станину, а также пружины 14, размещенные между станиной и ползуном 3. Ползун 3 связан с пуансонодержателем 4 направляющими колонками 5. При перемещении пуансонодержателя 4 вниз и взаимодействия ловителя 7 и контрловителя 13 с полосой 8 ползун 3 смещается относительно неподвижной полосы 8 на величину δ, обеспечивающую точное совпадение рабочих инструментов 6 и 12 с заданной позицией обработки. 2 ил.
Изобретение относится к обработке материалов давлением, в частности к устройствам для подвода инструмента в позицию касания с полосой обрабатываемого мате- риапа.
Цель изобретения - обеспечение точного позиционирования инструмента на рабочих позициях.
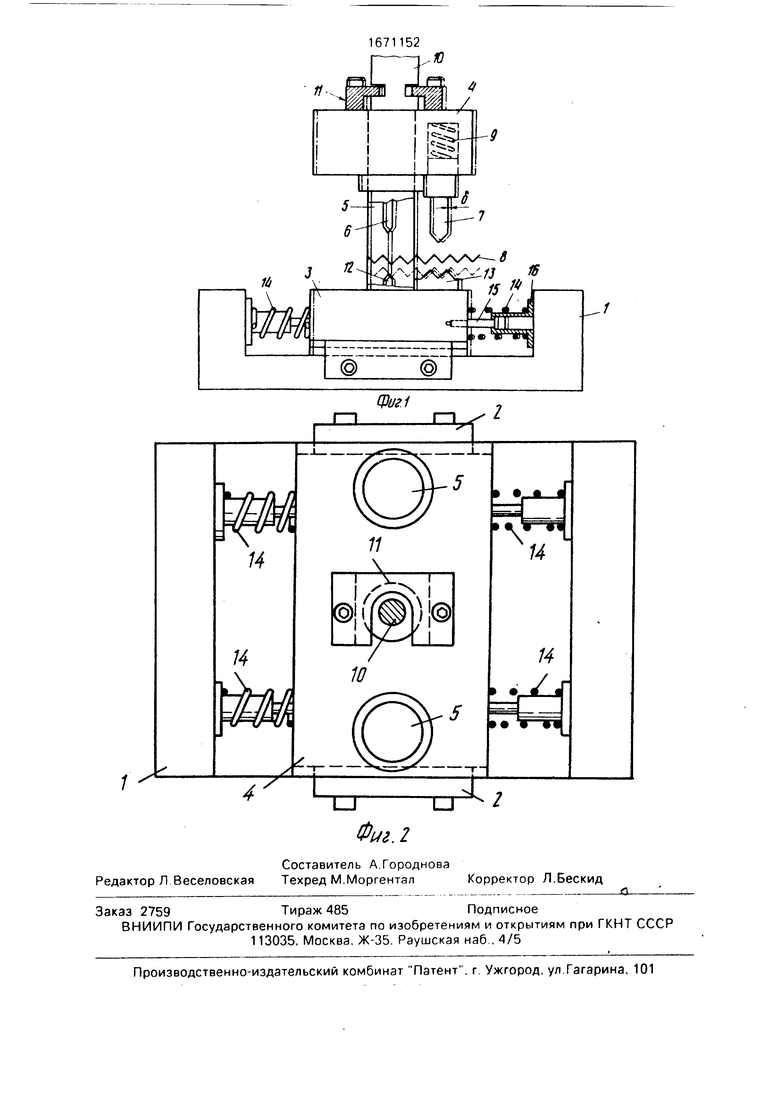
На фиг. 1 показано устройство, вертикальная проекция: на фиг. 2 - то же, горизонтальная проекция.
Устройство содержит станину 1 с неподвижными направляющими 2, матрицедержатель, выполненный в виде ползуна 3, смонтированного с возможностью перемещения вдоль направляющих 2. и пуансоно- держатель 4. связанный с ползуном 3 посредством направляющих колонок 5. На пуансонодержателе 4 последовательно установлены пуансон 6 и по меньшей мере один повитель 7 взаимодействующий с полосой 8 и подпружиненный к пуансонодер- жателю пружиной 9. Пуансонодержатель 4 связан с тягой 10 привода хвостовиком 11, фланги которого размещен в кольцевой ка- напке тяги 10. На ползуне 3 неподвижно
ел ю
CJ
закреплены матрица 12 и контрловитель 13 элемента профиля обрабатываемой полосы 8. Ловитель 7 и контрловитель 13 выполнены с профильной рабочей частью, соответствующей профилю периодически повторяющихся элементов полосы 8.
Между ползуном 3 и станиной 1 размещены средства возврата ползуна 3 в исходную позицию, каждое из которых выполнено в виде пружины 14, болта 15, связанного резьбовой парой с ползуном 3, и втулки 16. прикрепленной к станине 1.
Направляющие колонки 5 неподвижно связаны с ползуном 3 и размещены с возможностью относительного перемещения в отверстиях пуансонодержателя 4.
Работа устройства показана на примере обработки полосы 8 с периодически повторяющимся V-образным профилем.
Посредством тяги 10 привода осуществляется перемещение вниз пуансонодержателя 4. а вместе с ним и ловителя 7. Во время касания ловителя 7 и контрловителя 13 с соответствующим участком полосы 8 последняя удерживается от смещения в продольном направлении. При достижении точного совмещения рабочих частей ловителя 7 и контрловителя 13 с профилем полосы 8 завершается точная регулировка положения пуансона 6 и матрицы 12 относительно обрабатываемой полосы 8. При этом ползун 3 вместе с пуансонодержателем 4 смещаются в направлении подачи полосы на расстояние д (см. фиг 1).
При дальнейшем опускании пуансонодержателя 4 осуществляется обработка поносы пуансоном 6 и матрицей 12 (в представленном примере - частичное разделение смежных изделий - листовых гвоздей с V-образным поперечным сечением) с сохранением междегальных перемычек.
После завершения рабочего хода инструмент отходит от полосы, которая затем перемещается на шаг подачи, а ползун 3 возвращается под действием пружины 14 в начальную позицию.
Формула изобретения Устройство для подвода инструмента в позицию касания с полосой обрабатываемого материала, имеющей периодически повторяющиеся в направлении ее продольной оси элементы профиля, содержащее смонтированные на станине и связанные направляющими колонками пуансонодержатель с пуансоном и по меньшей мере одним ловителем,. установленными последовательно в направлении, перпендикулярном продольной оси пуансона, и мат- рицедержатель с матрицей и размещенным
оппозитно ловителю контрловителем, а также привод перемещения пуансонодержателя в направлении продольной оси пуансона, причем ловитель и контрловитель выполнен с профильной рабочей частью для фиксации
элемента профиля и закреплены на несущих их держателях один неподвижно, а другой - с возможностью возвратно-поступательного перемещения в направлении, параллельном направлению продольной оси
пуансона отличающееся тем, что, с целью повышения качества получаемых деталей за счет повышения точности позиционирования инструмента на рабочей позиции, матрицедержатель выполнен в виде ползуна, смонтированного на станине с возможностью относительного возвратно- поступательного перемещения в направлении, параллельном направлению; размещения пуансона и ловителя, а устройство снабжено средствами возврата ползуна в исходную позицию, расположенными между станиной и ползуном.
ff
14
4
/
Фиг. 2
Составитель А.Городнова Редактор Л Веселовская Техред М.Моргентал
Заказ 2759Тираж 485Подписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35. Раушская наб , 4/5
Корректор Л.Бескид
t
ля
и
и
А,
Корректор Л.Бескид
t
