0,25
2,0
1,8
2,8
0,3 0,3 0,3 0,3 0,3
0,3 0,3 0,3 0,3
о.з
0,5 0,5 1,0 1.0 1,0 1,0 1,0 1,8 1,8 1,8
0,5 1,0 Т),6 0,9 1,0
1.2 2,0 1,0
1,5 1,8
25 13 22 14 13 10
6
13
0,3 0,3 0,3
2.2 3,0 2.5
6 3,/ 0,66...О,10 3,8...4,О
42,8 0,58...0,60 3,6...3,8
52,4 О,46...0,48 2,6...2,8
0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4 0,4
0,5 0,5 0.5 0,5 0,5 0,5
1,5 2,1 2,1 2, 2,1 2,5
1,5 0,8 I,/ 2,0 3,0 1.5
16
I
ь
4
1/,9 О,48...О,50 23,7 0,52..,0,5ч О,65...О,68 О,50...0,52
11,3 4,1 6.5 10,/
О,58...О,60
2,5...2,8
6...О,10 3,8...4,О
8...0,60 3,6...3,8
6...0,48 2,6...2,8
,48...О,50 ,52..,0,5ч ,65...О,68 ,50...0,52
,58...О,60
8,9...11,3 /,«...7.6 4,6...4.8 3,0...3,2 1,6...2,О 6,2...6,8
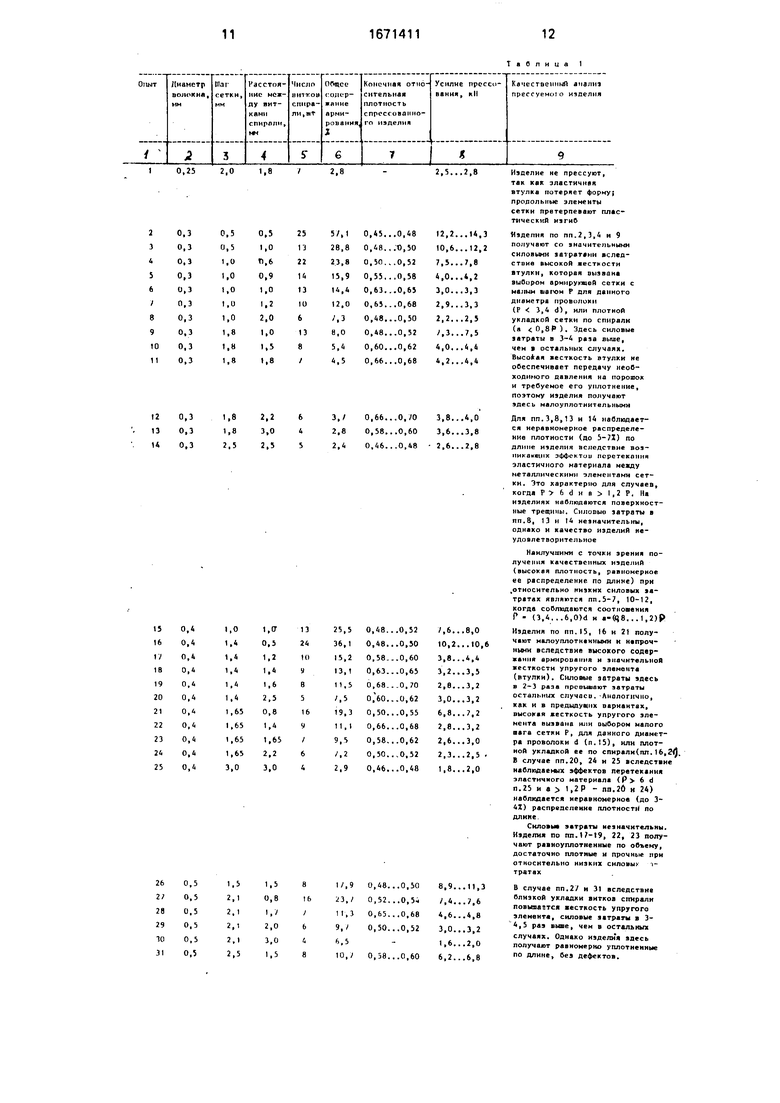
Изделие не прессуют, так как эластичней втулка потеряет форму продольные элементы сетки претерпевают пластический изгиб
Изделия по пп.2,3,4 и 9 получают со значительными силовыми за рагаии вследствие высокой жесткости втулки, которая вызвана выбором армирующей сетки с малым шагом Р для данного диаметра проволоки (Р 3,4 d), или плотной укладкой сетки по спирали (а 0,8Р). Здесь силовые затраты в 3-4 раза выше,
Высокая жесткость втулки не обеспечивает передачу необходимого давления на порошок и требуемое его уплотнение, поэтому изделия получают здесь малоуплотнительными
Для пп.3,8,13 и 14 наблюдается неравномерное распределение плотности (до 5-71) по длине изделия вследствие возникавших эффектом перетекания эластичного материала между
ки. Это характерно для случаев, когда Р 6 d и а I,2 Р. На изделиях наблюдаются поверхностные трещины. Снлооыо затраты в лп.8, 13 и 14 незначительны, однако и качество изделий неудовлетворительное
Наилучшими с точки зрения получения качественных изделий (высокая плотность, равномерное ее распределение по длине) при
тратах являются пп.5-7, 10-12, когда соблюдаются соотношения Р (3,4...6,0)d и а-(Ц8...1,2)Р
Изделия по пп.15, 16 и 21 получают малоуплотнанными и непрочными вследствие высокого содержания армирования и значительной жесткости упругого элемента (втулки). Силовые затраты здесь
в 2-3 раза превышают затраты остальных случаев. Аналогично, как и в предыдущих вариантах, высокая жесткость упругого зле- мента вызвана или выбором малого тага сетки Р, для данного диаметра проволоки d (п.15), или плотной укладкой ее по слнрали(пл.16,2Л. В случае пп.20, 24 и 25 вследствие наблюдаемых эффектов перетекания эластичного материала (Р 6 d п.25 и а 1,2Р - пп.20 и 24) наблюдается неравномерное (до 3- 4Z) распределение плотности ло длине
Силовыа затраты незначительны. Изделия по пп.17-19, 22, 23 получают равноуплотненные по объему, достаточно плотные и прочные при относительно низких снловы 1- тратах
В случае пп.27 н 31 вследствие близкой укладки витков спирали поаышагтся жесткость упругого элемента, силовые затраты в 3- 4,5 раз выше, чем в остальных случаях. Однако изделия здесь получают равномерно уплотненные по длине, без дефектов.
ZnHLGLjZ
i.
Продолжение табл. t
xzmzz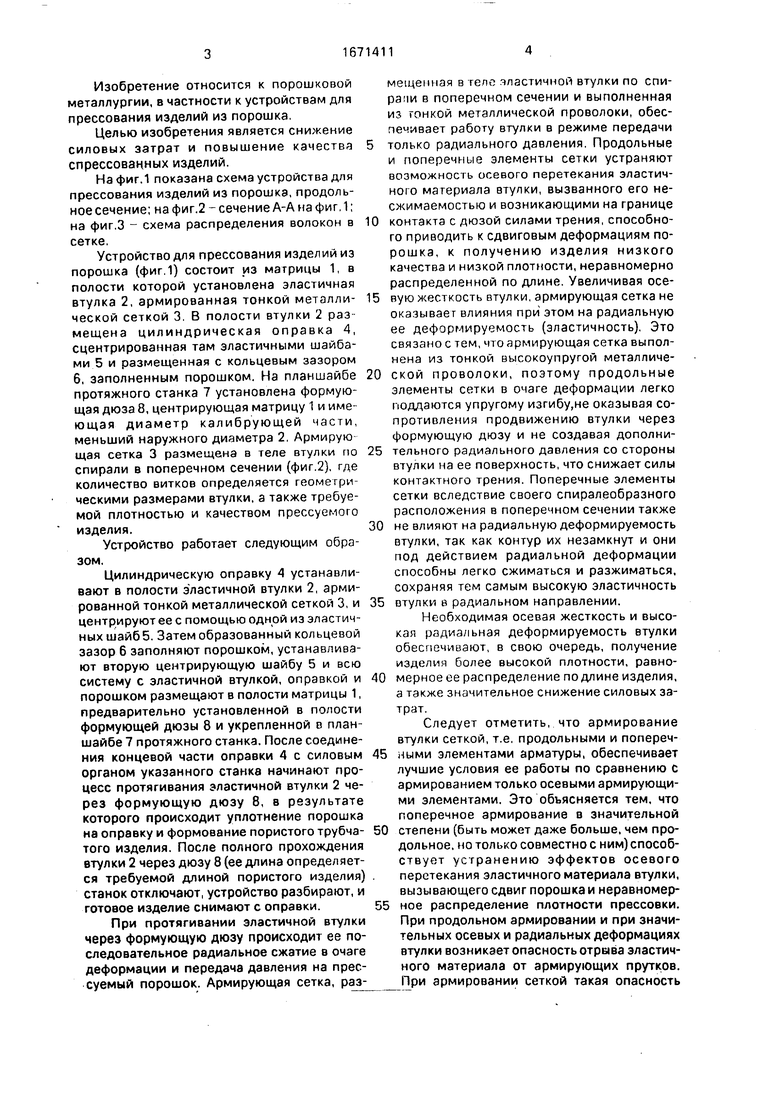
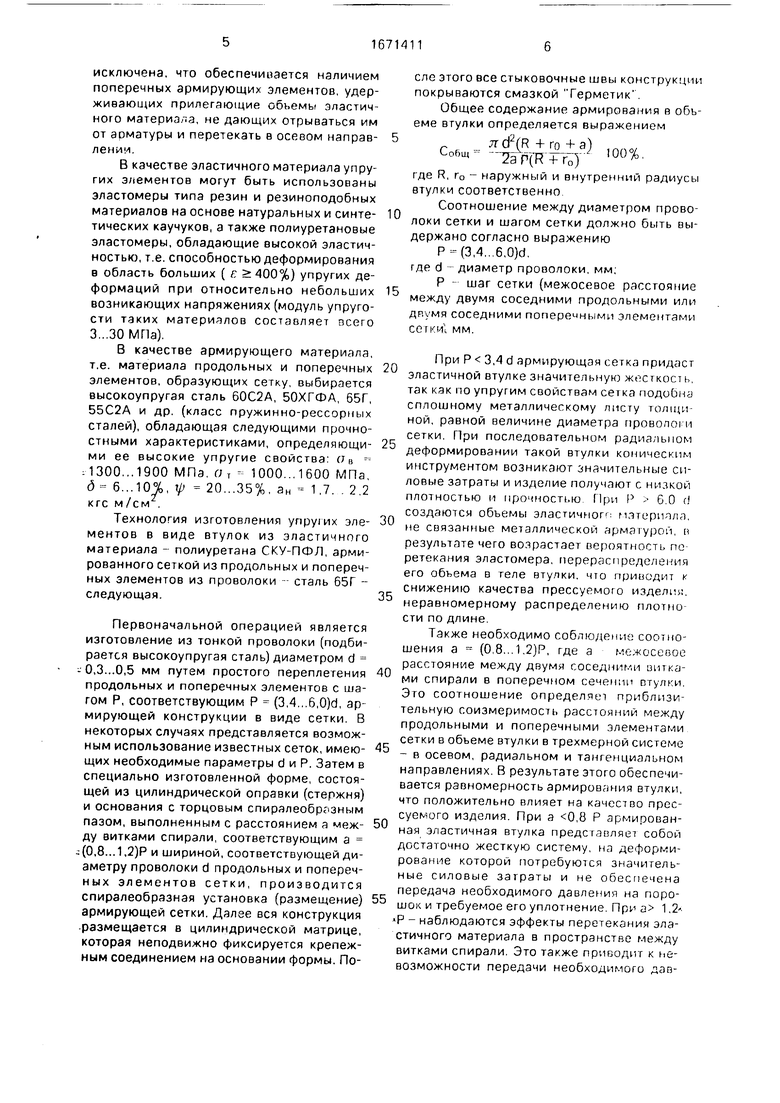
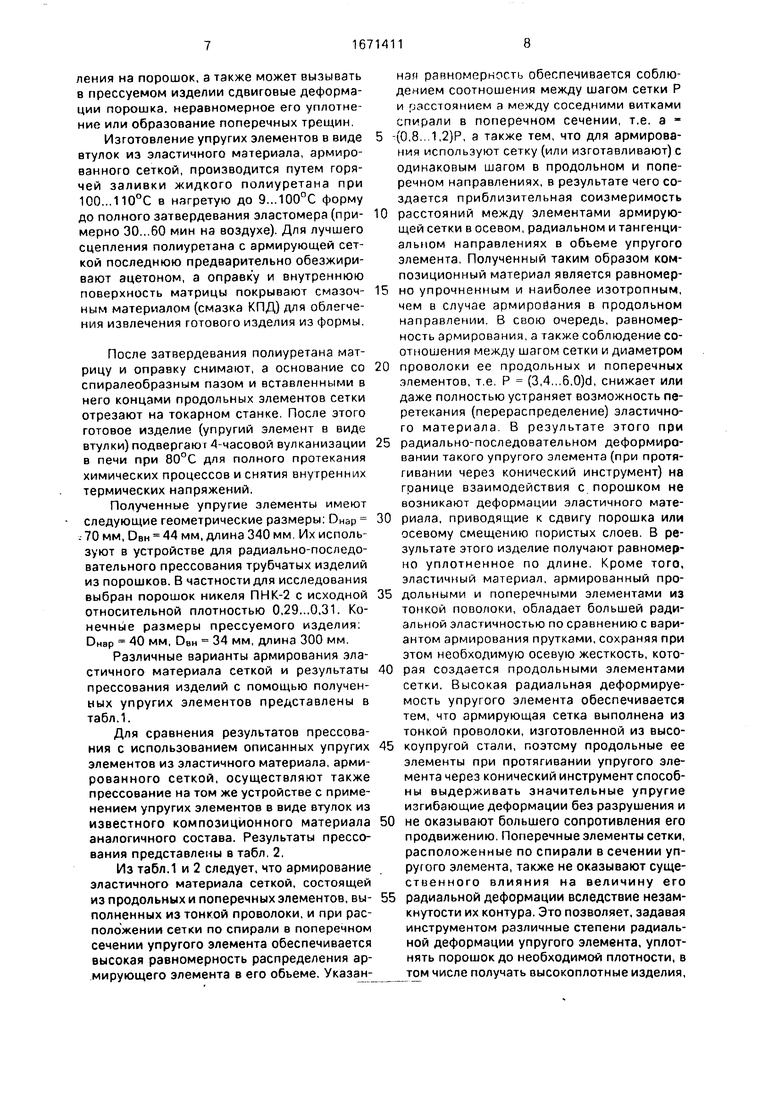
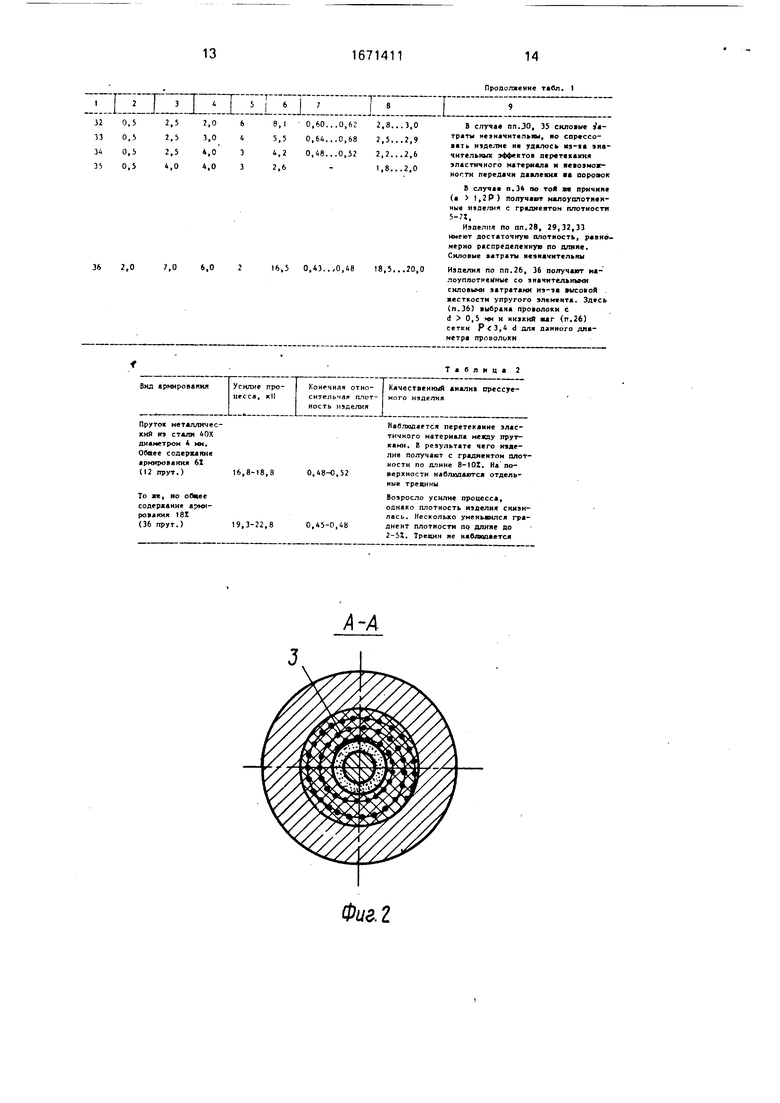
Изобретение относится к порошковой металлургии, в частности к устройствам для прессования изделий из порошка. Цель - снижение силовых затрат и повышение качества спрессованных изделий. Цилиндрическую оправку 4 устанавливают в полости эластичной втулки 2, армированной сеткой 3, и центрируют ее с помощью эластичных шайб 5. Кольцевой зазор 6 заполняют порошком, а затем всю систему размещают в полости матрицы 1, предварительно установленной в полости формующей дюзы 8. Оправку 4 соединяют с силовым органом протяжного станка, а затем втулку 2 протягивают через дюзу 8, в результате чего происходит уплотнение порошка на оправке и формование пористого трубчатого изделия. Армирующая сетка, размещенная в теле эластичной втулки по спирали в поперечном сечении и выполненная из тонкой металлической проволоки, обеспечивает работу втулки в режиме передачи радиального давления и предохраняет эластичный материал втулки от осевого перетекания, в связи с чем исключаются сдвиговые деформации порошка, обеспечивается возможность повышения плотности изделий и равномерность ее распределения по длине изделия. Применение предлагаемого устройства позволяет в 1,5 - 2,0 раза повысить плотность изделий и в 2 - 5 раз снизить силовые затраты при их изготовлении. 2 з.п. ф-лы, 3 ил., 2 табл.
320,52,52,068,10,60...0,622,8...3,0
И0,52,53,045,50,64...О,682,5...2,9
340,52,54,034,20,48...О,522,2,..2,6
350,54,04,032,6-1,8...2,О
36
2,0
В случае п.34 по той же причине (а 1,2 Р) получают мялоуплогненные изделия с градиентом плотности 5-71,
Изделия по пп.2в, 29,32,33 имеют достаточную плотность, равномерно распределенную по длине. Силовые «атраты незначительны
/,0 6,0 2 16,5 0,43../О,48 18,5...20,0 Изделия по пп.26, 36 получают иалоупяотнеыные со значительными силовыми затратами из-за высокой жесткости упругого элемента.. Здесь (п.36) выбрана проволоки с d 0,5 мм н низкий виг (п.26) сеткн Р«3,4 d для данного диаметра проволоки
Таблица 2
Вид армирования Усилие про- Конечная отно- I Качественный анализ врессуе- цесса, кII сительмая плот- мого изделия ность изделия
Пруток металлнчес-НаОлюдается перетекание элас- кий нэ стали 40Хтичного материала между прут- диаметром 4 мм.канн, В результате чего иэде- Обшее содержаниелив получают с градиентом плот- армирования 61ностн по длине 8-lQZ. На по- (12 прут.)16,8-18,8 0,48-0,52 верхности набледаютсл отдельные трещины
То же, но общееВозросло усилие процесса,
содержание арии-однако плотность изделия скизироваяия 181лась. Несколько уменьшился гра(36 прут.) 19,3-22,8 0,45-0Г4В днент плотности пр длине до
2-5Z. Трещин не наблюдается
Фиг. 2
В случав nn.JO, 35 силовые Затраты незначительны, но спрессовать изделие не удалось из-за значительных эффектов перетекания эластичного материал и яевозможно г тн передачи вавлеки порошок
Фи&З
| Устройство для вибрационной зачистки керамических изделий | 1973 |
|
SU452498A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для формования длинномерных изделий из порошка | 1979 |
|
SU859031A1 |
