Известны подналадч1;ки с обратной связью для шлифовального станка, содержащие датчик и измерительное устройство, кинематически связанные с бабкой станка.
Отличие онисываемого подналадчика аналогичного назначения заключается в том, что датчик установлен иа вспомогательном суипорте, выполненном в виде каретки, и взаимодействует с унором рабочей бабки для осуществления обратной связи п настройки величины перемен..ения бабки при подналадке. Это повыщает точность иеремещення бабки при нодпаладке.
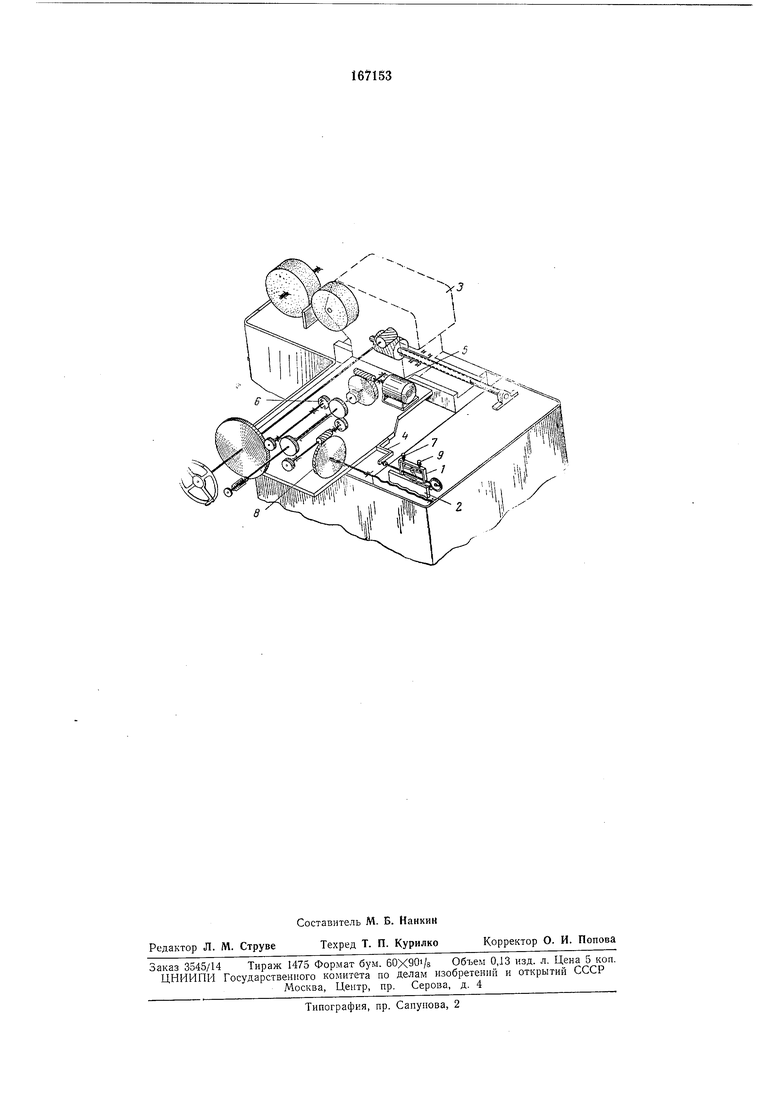
На чертеже изображена кинематическая схема описываемого подналадчика, устаповленного на бесцеитровощлнфовальном станке.
Подиаладчик с обратной связью для шлифовального станка содержит измерительное устройство (иа чертеже не показано) и датчик /, установленный иа вспомогательном суппорте 2, выполиен1 ом в внде кареткн. Датчнк кинематически связан с рабочей бабкой 3 станка и взаимодействует с ее упором 4, осуществляя обратную связь.
При поступлении комаиды иа подиаладку с измерительиого устройства включается электродвигатель 5, который через привод 6 перемещает бабку 3 до тех пор, пока контакт 7 через унор 4 датчика / не замкнется. После этого электродвигатель 5 реверсируетси и через приводы 6 и 5 перемещает вспомогательный суппорт 2 в том же направлении, что и бабку 3. Это перемещение длится до момеита замыкания контакта 9 через упор 4 датчика 1, при котором электродвигатель 5 выключается. Тем самым восстанавливается первоначально установленное взаимное относительное положение датчика и рабочей бабки 3.
Такая обратиая связь позволяет получать в задаииом допуске перемещение рабочей бабкн 3, так как контроль за перемещением н управлением им осуществляются от датчика /, постоянно и на равном расстоянии устанавливаемого относительно рабочей бабки.
Настройкой датчика / можно устанавливать необходимую велнчииу подачи бабкн при иодналадке.
Предмет изобретения
Подкаладчнк с обратной связью для шлифовального станка, содержащий измерительное уетройство и датчик, кинематически связаииые с бабкой станка, отличающийся тем, что, с целью повышения точности заданного перемещения бабкн нри подналадке, датчик установлен на вспомогательном суппорте, пыполиенном в виде каретки, и взаимодействует с упором pa6o4eii бабкн для осуществления обратной евязн, а также настройки велнчмны перемещения бабки при подиаладке.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО для АВТОМАТИЧЕСКОЙ ПОДНАЛАДКЙ ШЛИФОВАЛЬНЫХ КРУГОВ ДВУХСТОРОННИХ \ ТОРЦЕШЛИФОВАЛЬНЫХ СТАНКОВс:о:;;о;ссИАЯ'• r.,Y,fliTH9-<*•!•'^ГСКАП:Л1Л:::]Г>&5КА | 1965 |
|
SU173015A1 |
| БЕСЦЕНТРОВО-ШЛИФОВАЛЬНЫЙ АВТОМАТВСЕСОЮЗНАЯПЛ:НТ1Ш-Т[ХШ':Е:КАБИБЛИОТЕКА | 1970 |
|
SU279364A1 |
| Станок для шлифования лопаток | 1978 |
|
SU713086A1 |
| Механизм подачи шлифовальной бабки | 1980 |
|
SU941167A2 |
| Устройство для управления деформациями в системе СПИД | 1982 |
|
SU1071371A1 |
| Шпиндельная бабка | 1971 |
|
SU434706A1 |
| Н. Ф. Г. Г. Гессе и Г. Т. Чернышев | 1967 |
|
SU192589A1 |
| Бесцентровошлифовальный станок | 1989 |
|
SU1708593A1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК С МНОЖЕСТВОМ ПАРАЛЛЕЛЬНЫХ АБРАЗИВНЫХ ЛЕНТ ДЛЯ ОДНОВРЕМЕННОГО ШЛИФОВАНИЯ ПОВЕРХНОСТЕЙ ОБРАБАТЫВАЕМЫХ ДЕТАЛЕЙ | 1993 |
|
RU2116880C1 |
| Механизм подачи шлифовальной бабки | 1978 |
|
SU781036A1 |