Изобретение относится к строительным материалам, а именно к способам изготовления декоративно-акустических изделий, например подвесных потолков, в помещениях с низкочастотными шумами.
Цель изобретения - повышение звукопоглощения рабочей стороной изделий частот 250-500 Гц.
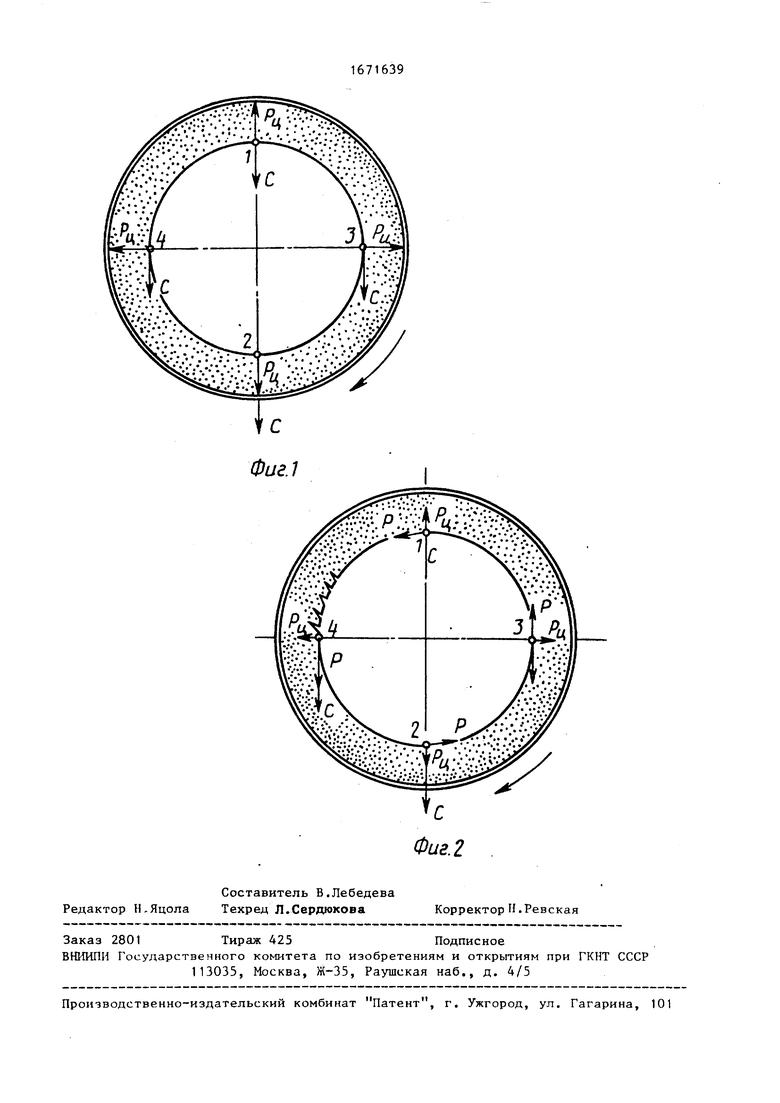
На фиг. 1 представлен процесс воздействия сил при формовании на скорости распределения; на фиг.2 - то же, при формовании на скорости ниже скорости распределения.
Способ осуществляют следующим образом.
Приготовленную поризованную смесь из гипса, стекловолокна, добавки поверхностно-активного вещества и пол- винилацетатной эмульсии с В/Г 0,5- 0,7 и кратностью вспенивания 3,5-5 разливают в формы, внутренние стенки которых покрыты прокладкой с пористостью 70-35%. Смесь заливают на 0,6- 0,65 ее объема,, формы закрывают крышкой и формуют при вращении горизонтальной центрифуги сначала на скорости распределения в течение 3-5 мин а затем на скорости, составляющей 0,5-0.8 величины скорости распределения, в течение 3-5 мин. Затем изделия извлекают из формы и сушат при Т 40-45°С.
В процессе вращения на скорости распределения происходит формование
О J
О5 СО
СО
дополнительной последующей механической обработки.
Готовят пеногипспную смесь, содержащую, мас.%: гипсовое вяжущее 96,2, стекловолокно 1j поверхностно- активное вещество - вторичные алкил- гульфаты натрия 0,3j поливинилацетат- ная эмульсия 2,5. Водогипссвое оЧно- началу схватывания гипсового- вяжуще- )0 шение 0,7. Гипсовое вяжущее характеполого элемента с переменной плотностью по сечению за счет перемещения тяжелых частиц от центра к периферии на участке 2 в нижней части изделия, в результате максимального воздействия силы тяжести G и центробежной силы Ри (фиг.1). В этот момент на верхнем участке
Рц G. К
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формования разноплотных изделий | 1987 |
|
SU1470508A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПЕНОГИПСОВОЙ МАССЫ ПУТЕМ ВАКУУМИРОВАНИЯ В КАВИТАЦИОННОМ АКТИВАТОРЕ-ДЕЗИНТЕГРАТОРЕ | 2009 |
|
RU2421424C1 |
| Способ изготовления теплоизоляционных изделий | 1986 |
|
SU1392061A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОГИПСОВЫХ ИЗДЕЛИЙ, КОМПОЗИЦИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПЕНОГИПСОВЫХ ИЗДЕЛИЙ | 1996 |
|
RU2099305C1 |
| Способ изготовления центрифугированных криволинейных изделий | 1988 |
|
SU1715637A1 |
| Способ изготовления ячеистых строительных изделий | 1978 |
|
SU765233A1 |
| Сырьевая смесь для изготовления декоративно-акустических гипсоволокнистых изделий | 1982 |
|
SU1124004A1 |
| Способ изготовления трубчатых изделий | 1987 |
|
SU1646874A1 |
| Способ изготовления гипсовой штукатурки | 1981 |
|
SU1114642A1 |
| Сырьевая смесь для изготовления декоративно-акустического материала | 1982 |
|
SU1076422A1 |
Изобретение относится к строительным материалам, а именно к способам изготовления декоративно-акустических изделий, например подвесных потолков в помещениях с низкочастотными шумами. Цель изобретения - повышение звукопоглощения рабочей стороной изделия частот 250 - 500 Гц. При изготовлении звукоизоляционных изделий в форму, выполненную с рабочей поверхностью, пористость которой составляет 70 - 85%, заливают пеногипсовую смесь в объеме, составляющем 0,6 - 0,65 величины объема формы. Формование центрифугированием проводят в два этапа - сначала при скорости распределения смеси в начальный период схватывания пеногипсовой смеси, затем - со скоростью, составляющей 0,5 - 0,8 величины скорости распределения смеси, до окончания схватывания пеногипсовой смеси. 2 ил., 1 табл.
го уплотненная внешняя сторона быстрее набирает структурную прочность и соответственно жесткость, в то время, когда внутренняя сторона сохраняет текучесть. Поэтому при переходе на скорость вращения, составляющую 0,5- 0,8 величины скорости распределения, на внутренней поверхности изделия происходит образование трещин на глубину, доходящую до жестких слоев материала за счет совпадения направления силы тяжести Г, и гилы инерции Р на участке 4 (фиг.2). Указанная сила инерции П появляется в результате снижения скорости вращения формы и всегда направлена в сторону, противоположную направлению вращения формы. При этом на участке 1 Р. G
ризуется сроками схватывания: начало схватывания 4 мин, конец 8 мин. Перед началом вращения центрифугу загружают пеногипсовой смесью на 0,6 jr 0,65 ее объема. Формование производя вначале при скорости вращения, равной скорости распределения, что составляет 130 об./мин (диаметр центрифуги - 300 мм), затем скорость враще ния уменьшают.
Пример 1. Формование изделий производят при скорости распределения смеси в течение 3 мин, а затем при скорости, составляющей 0,66 величины скорости распределения, т.е. 86,6 об./мин, в течение 5 мин.
Пример 2. Формование изделий производят при скорости распределения смеси в течение 5 мин, а затем при
20
25
(фиг.2). На участке 4 Рц, направленная к периферии и имеющая малую вели-. 30 скорости, составляющей 0,55 величины
скорости распределения, равной 72,2 об,/мин, в течение 5 мин, а затем при скорости, составляющей 0,55 величины скорости распределения, равной 72,2 об./мин, в течение. 3 мин.
чину по сравнению с суммарной, вызывает сдвиг внутреннего слоя изделия . относительно его уже сформированного наружного слоя. Вращение центрифуги на этой скорости продолжается до приобретения полной жесткости издели
Формование изделий предлагаемым способом позволяет получить трещиноватую фактуру внутренней поверхности трубчатого изделия, которая при эксплуатации является облицовочной (рабочей) стороне потолка.
За счет открытия поризованной поверхности (образования трещин) на рабочей стороне изделий создаются оптимальные условия для звукопоглощения на низких частотах, а именно 250-500 Гц. При этом изделия сохраняют высокие звукопоглощающие свойства на средних и высоких частотах. Трещиноватая структура также способст - вует повышению декоративных свойств изделий. При этом экономическая эффективность достигается за счет снижения энергозатрат в результате сни- ния скорости формования, а также за счет получения предлагаемым способом трещиновидной фактуры изделия без
ризуется сроками схватывания: начало схватывания 4 мин, конец 8 мин. Перед началом вращения центрифугу загружают пеногипсовой смесью на 0,6- 0,65 ее объема. Формование производят: вначале при скорости вращения, равной скорости распределения, что составляет 130 об./мин (диаметр центрифуги - 300 мм), затем скорость вращения уменьшают.
Пример 1. Формование изделий производят при скорости распределения смеси в течение 3 мин, а затем при скорости, составляющей 0,66 величины скорости распределения, т.е. 86,6 об./мин, в течение 5 мин.
Пример 2. Формование изделий производят при скорости распределения смеси в течение 5 мин, а затем при
скорости, составляющей 0,55 величины
скорости, составляющей 0,55 величины
скорости распределения, равной 72,2 об,/мин, в течение 5 мин, а затем при скорости, составляющей 0,55 величины скорости распределения, равной 72,2 об./мин, в течение. 3 мин.
П р и м е р 3. Формование изделий производят при скорости распределения в течение. 4 мин, а затем - при скорости, составляющей 0,6 величины скорости распределения, равной 78,7 об,/ /мин, в течение 4 мин.
П р и м е р 4. Формование изделий производят пр И скорости распределения в течение 2 мин, а затем при скорости, составляющей 0,80 величины скорости распределения, равной 104 , в течение 6 мин.
П р и м е р 5. Формование изделий производят при скорости распределения в течение 6 мин, а затем при скорости составляющей 0,5 челичины скорости распределения, равной 65 4 об,/мин.
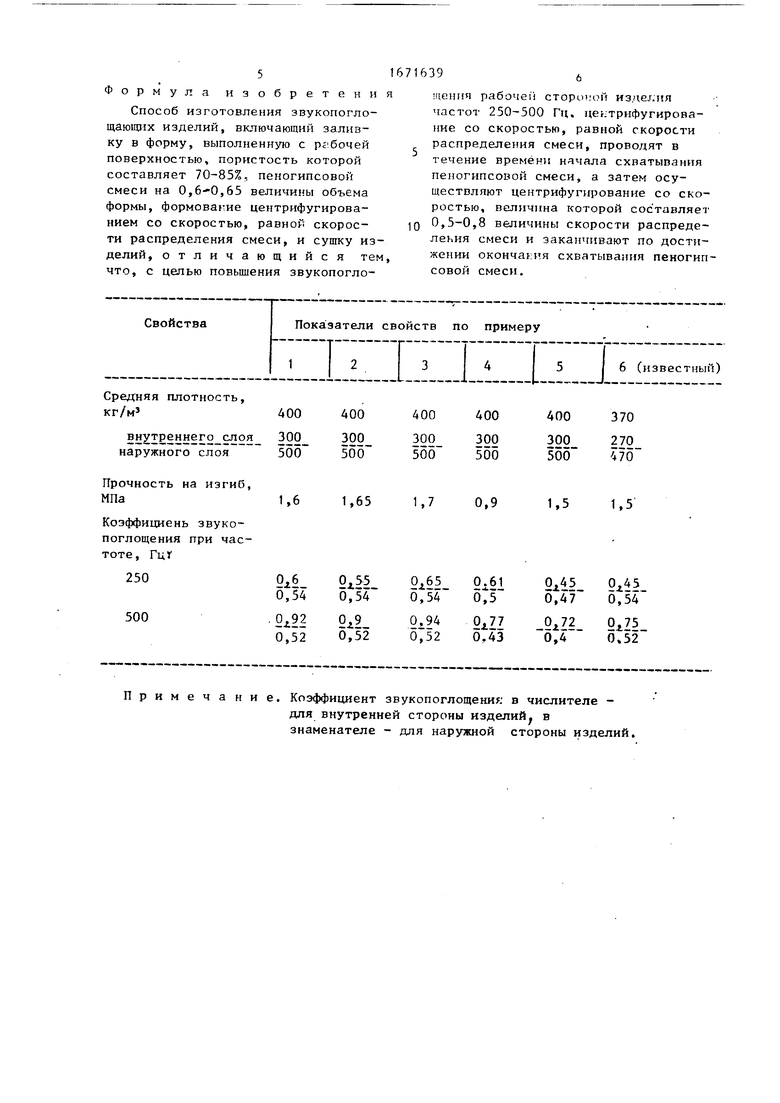
Результаты испытаний полученных изделий представлены в таблице.
55 Как видно из таблицы, звукопоглощение рабочей стороны изделий по предлагаемому способу по сравнению с известным нь 20-25% выше.
5
Формула изобретени
Способ изготовления звукопоглощающих изделий, включающий заливку в форму, выполненную с рабочей поверхностью, пористость которой составляет 70-85%. пеногипсовой смеси на 0,,65 величины объема формы, формовакие центрифугированием со скоростью, равной скорое- ти распределения смеси, и сушку изделий, отличающийся те что, с целью повышения звукопогло
Средняя плотность,
кг/мэ400400400400400370
внутреннего слоя 300 300 300 300300 270
наружного слоя500 500 500500500 470
Прочность на изгиб, МПа
Коэффициень звукопоглощения при частоте, Гц
Примечание. Коэффициент звукопоглощения в числителе для внутренней стороны изделий в знаменателе - для наружной стороны изделий.
щения рабочем стороной изделия частот 250-500 Гц. центрифугирование со скоростью, равной скорости распределения смеси, проводят в течение времени начала схватывания пеногипсовой смеси, а затем осуществляют центрифугирование со скоростью, величина которой составляет 0,5-0,8 величины скорости распределения смеси и заканчивают по достижении окончаи я схватывания пеногипсовой смеси.
1,7
0,9
1,5
1,5
| Способ изготовления ячеистобетонных изделий | 1973 |
|
SU455856A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Способ изготовления пористых изделий переменной плотности | 1987 |
|
SU1463487A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
