Изобретение относится к приборостроению, в частости к магнитным головкам, используемым в аппаратах ма( нитной записи информации
Целью изобретения является повыше ние качества выходных параметров, а также снижение трудоемкости изготовления
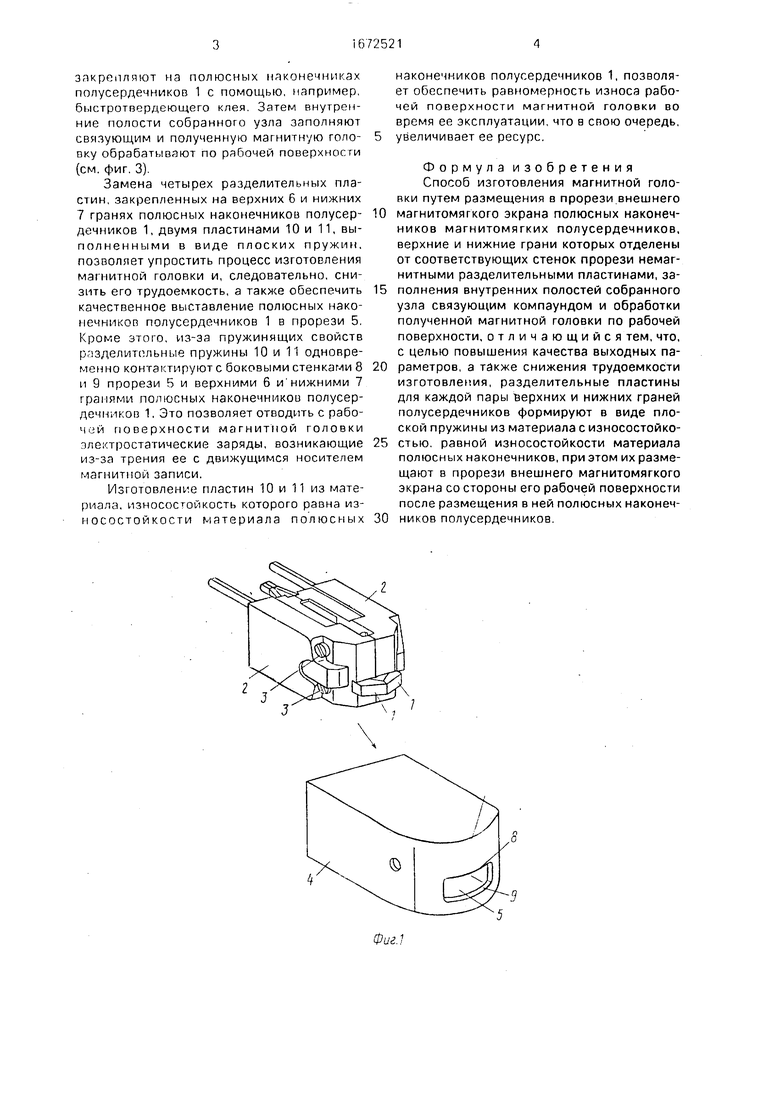
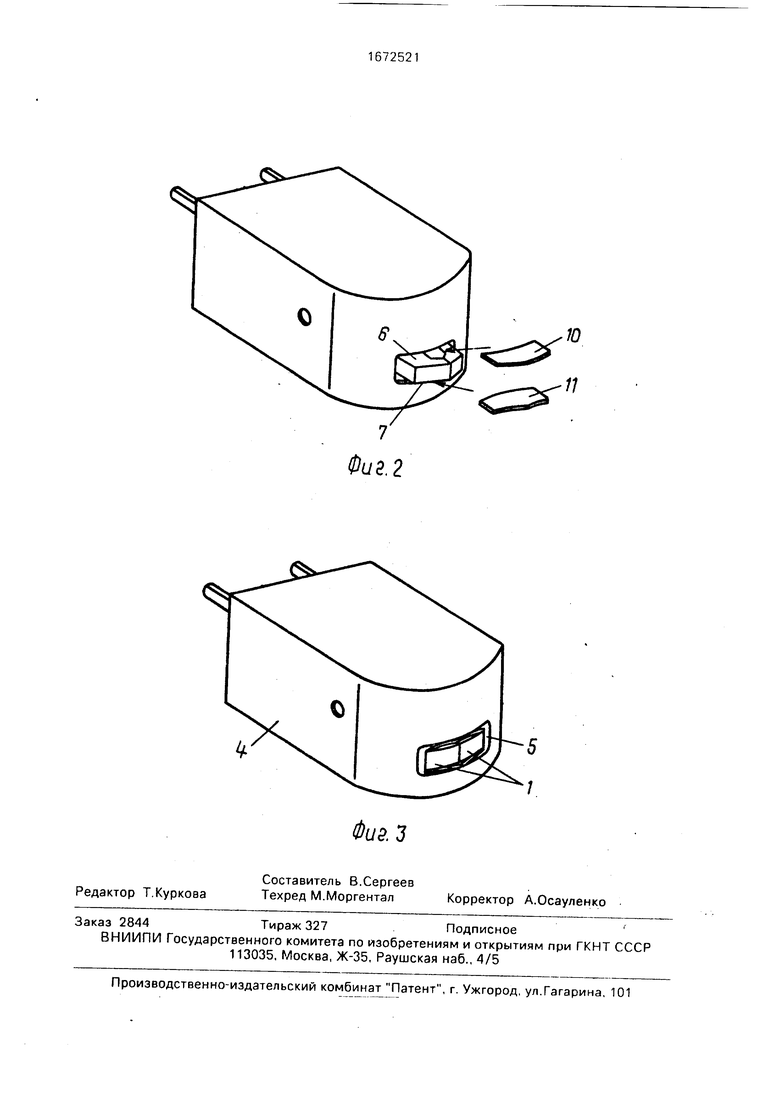
На фиг. 1 изображены два скрепленных между собой полуссрдечника перед установкой их во внешний магнигомягкпи эк ран; на фиг. 2 магнитная головка, на полюсных наконечниках полусепдечников которой установлены две разделительные пластины: на фиг 3 магнитная головка после ее обработки по рабочей поверхности.
Способ изготовления осуществляют п следующей последовательности (см фиг 1) Из магнитпмягкого материала формируют полусердечники 1. которые размещ-тют в пазах немагнитных обойм Полученные блоки обрабатывают по плоскости разъема и скрепляют между собой с помощью крепежных элементов например винтов 3 Затем полученный узел помещают во внешний маг нитомягкий экран 4 таким образом чтобы полюсные наконечники полусердечников 1 выходили через прорезь 5 на рабочую поверхность магнитной головки(см. фиг 2) Рогпе этого со стороны рабочей поверхности в промежутки, образованные между верхними б и нижними 7 гранями полюсных наконечников полусердечников 1 и боковыми стенками 8 и 9 прорези 5 помещают разделительные пластины 10 и 11 каждая из которых сформирована в виде плоской пружины из материала с износостой -остью равной износостойкости материапа попюс- ныл наконечников полусердечников 1 По- гле это(О данные пластины 10 и 11
О
ю
СП
iro
закрепляют на полюсных наконечниках полусердечников 1 с помощью, например, быстротвердеющего клея. Затем внутренние полости собранного узла заполняют связующим и полученную магнитную голо- вку обрабатывают по рабочей поверхности (см. фиг. 3).
Замена четырех разделительных пластин, закрепленных на верхних 6 и нижних 7 гранях полюсных наконечников полусер- дечников 1, двумя пластинами 10 и 11, выполненными в виде плоских пружин, позволяет упростить процесс изготовления магнитной головки и, следовательно, снизить его трудоемкость, а также обеспечить качественное выставление полюсных наконечников полусердечников 1 в прорези 5. Кроме этого, из-за пружинящих свойств разделительные пружины 10 и 11 одновременно контактируют с боковыми стенками 8 и 9 прорези 5 и верхними 6 и нижними 7 гранями полюсных наконечников полусердечников 1, Это позволяет отводить с рабочей поверхности магнитной головки электростатические заряды, возникающие из-за трения ее с движущимся носителем магнитной записи.
Изготовление пластин 10 и 11 из материала, износосгойкость которого равна износостойкости материала полюсных
наконечников полусердечников 1, позволяет обеспечить равномерность износа рабочей поверхности магнитной головки во время ее эксплуатации,что в свою очередь, увеличивает ее ресурс.
Формула изобретения Способ изготовления магнитной головки путем размещения в прорези внешнего магнитомягкого экрана полюсных наконечников магнитомягких полусердечников, верхние и нижние грани которых отделены от соответствующих стенок прорези немагнитными разделительными пластинами, заполнения внутренних полостей собранного узла связующим компаундом и обработки полученной магнитной головки по рабочей поверхности, отличающийся тем, что, с целью повышения качества выходных параметров, а также снижения трудоемкости изготовления, разделительные пластины для каждой пары верхних и нижних граней полусердечников формируют в виде плоской пружины из материала с износостойкостью, равной износостойкости материала полюсных наконечников, при этом их размещают в прорези внешнего магнитомягкого экрана со стороны его рабочей поверхности после размещения в ней полюсных наконечников полусердечников.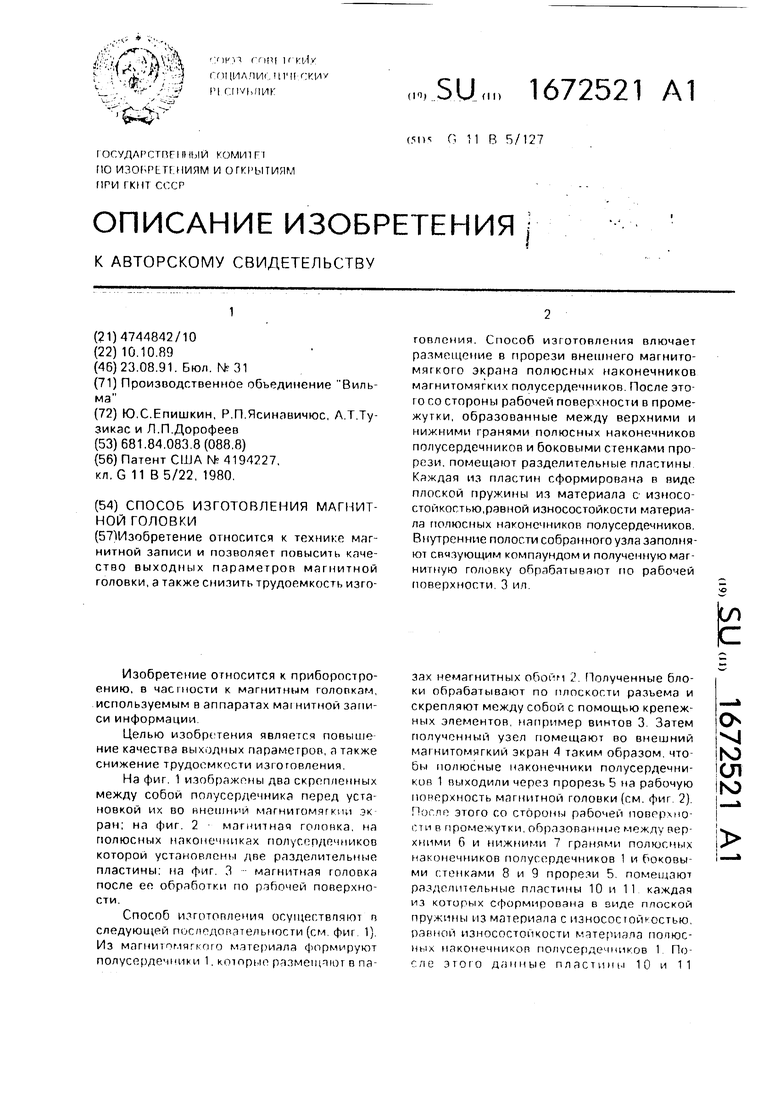
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Блок магнитных головок записи и способ его изготовления | 1984 |
|
SU1208581A1 |
| Блок магнитных головок | 1981 |
|
SU999096A1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Способ изготовления блока магнитных головок | 1983 |
|
SU1134958A1 |
| Способ изготовления блока износостойких магнитных головок | 1983 |
|
SU1094057A1 |
| Блок магнитных головок | 1990 |
|
SU1716565A1 |
| МНОГОДОРОЖЕЧНЫЙ БЛОК МАГНИТНЫХ ГОЛОВОК | 1996 |
|
RU2108628C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА МАГНИТНЫХ ГОЛОВОК И БЛОК МАГНИТНЫХ ГОЛОВОК | 1991 |
|
RU2034342C1 |
Изобретение относится к технике магнитной записи и позволяет повысить качество выходных параметров магнитной головки, а также снизить трудоемкость изготовления. Способ изготовления включает размещение в прорези внешнего магнитомягкого экрана полюсных наконечников магнитомягких полусердечников. После этого со стороны рабочей поверхности в промежутки, образованные между верхними и нижними гранями полюсных наконечников полусердечников и боковыми стенками прорези, помещают разделительные пластины. Каждая из пластин сформирована в виде плоской пружины из материала с износостойкостью, равной износостойкости материала полюсных наконечников полусердечников. Внутренние полости собранного узла заполняют связующим компаундом и полученную магнитную головку обрабатывают по рабочей поверхности. 3 ил.
| Патент США № 4194227, кя | |||
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
