Изобретение относится к сварке, в частности к вспомогательной оснастке для закрепления изделий, и может быть использовано при сборке под сварку коробчатых изделий, состоящих из двух днищ и двух боковых стенок.
Цель изобретения - повышение качества сборки под сварку и упрощение конструкции путем обеспечения точной последовательной ориентации и зажима боковых стенок и днищ с помощью трех силовых цилиндров.
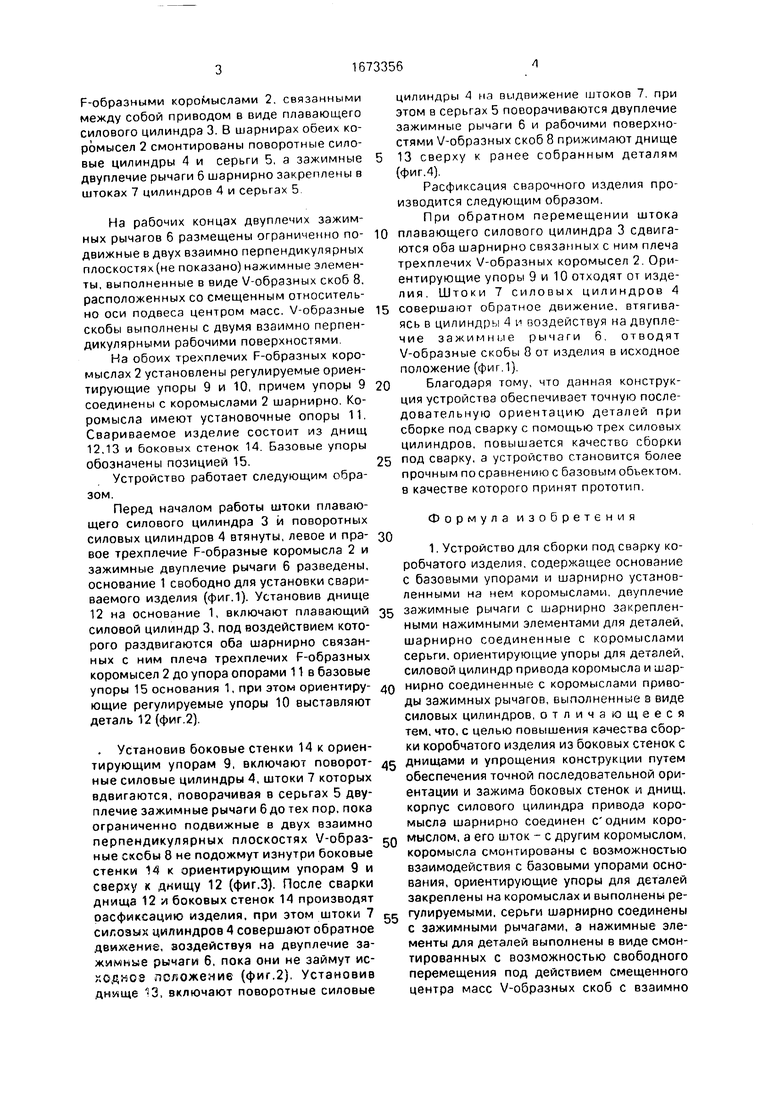
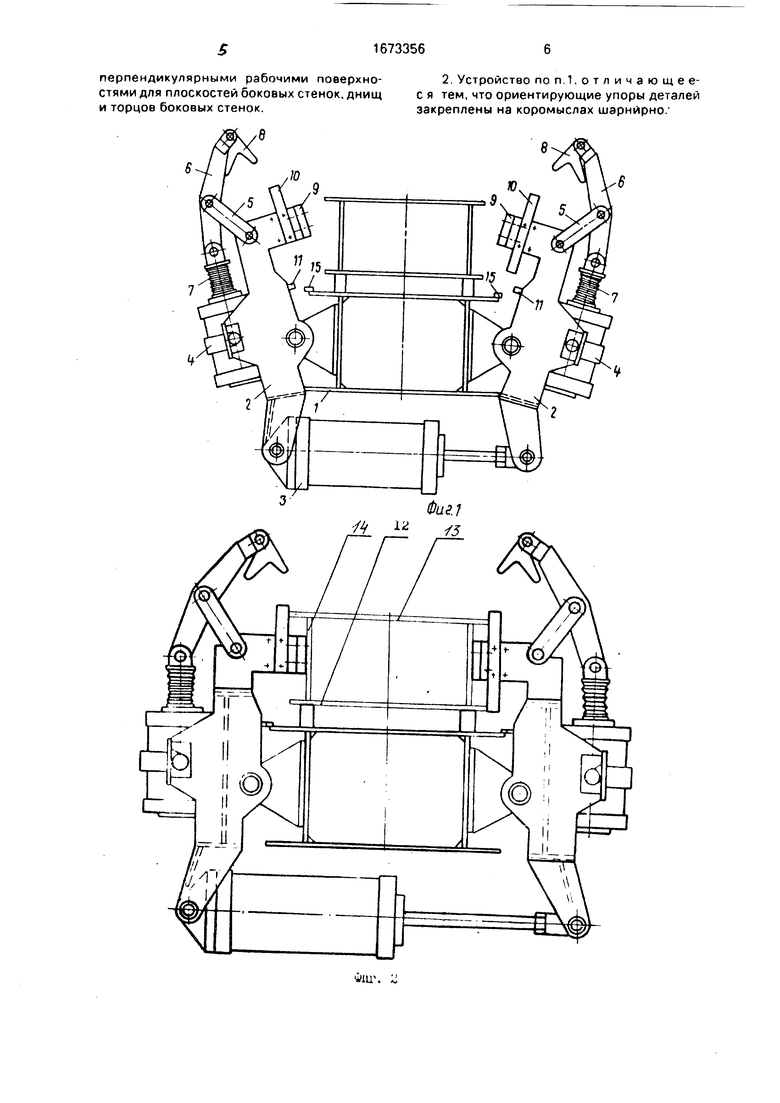
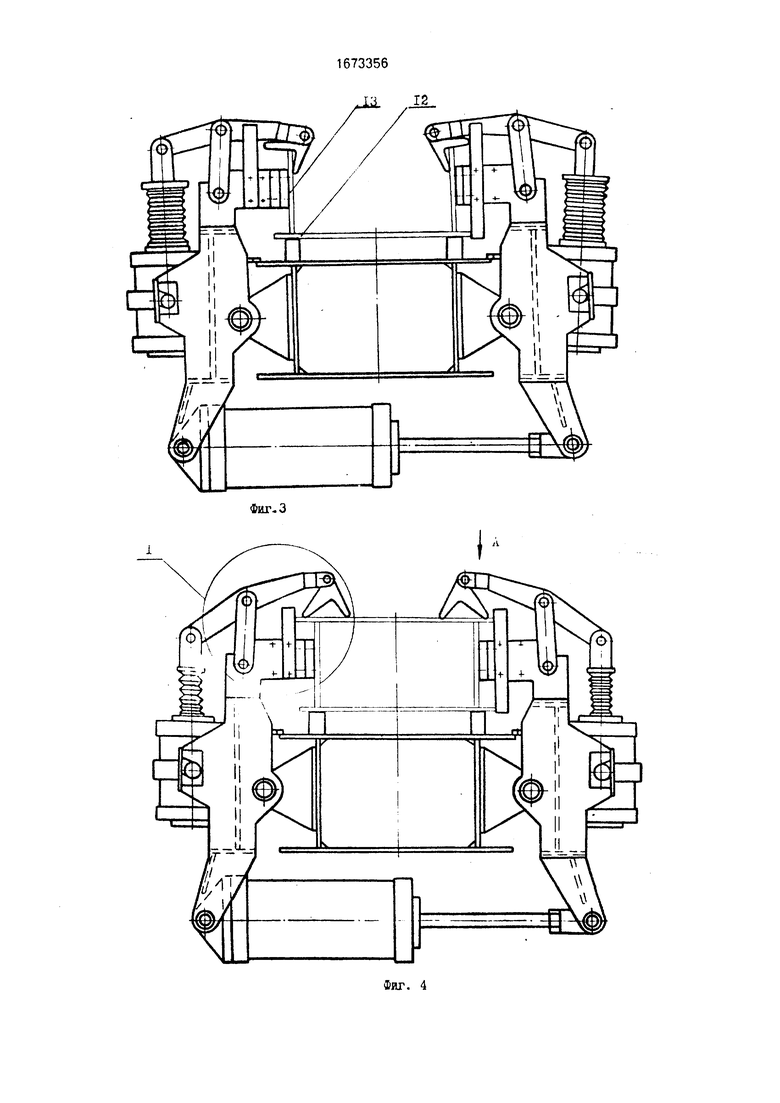
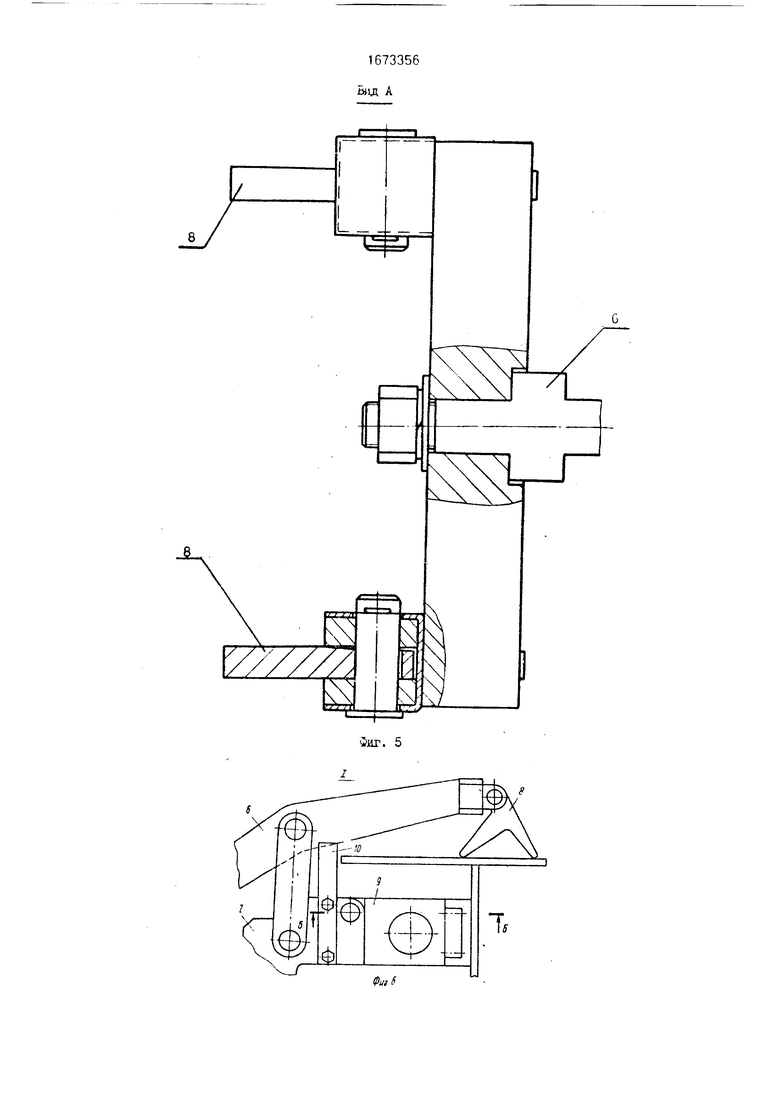
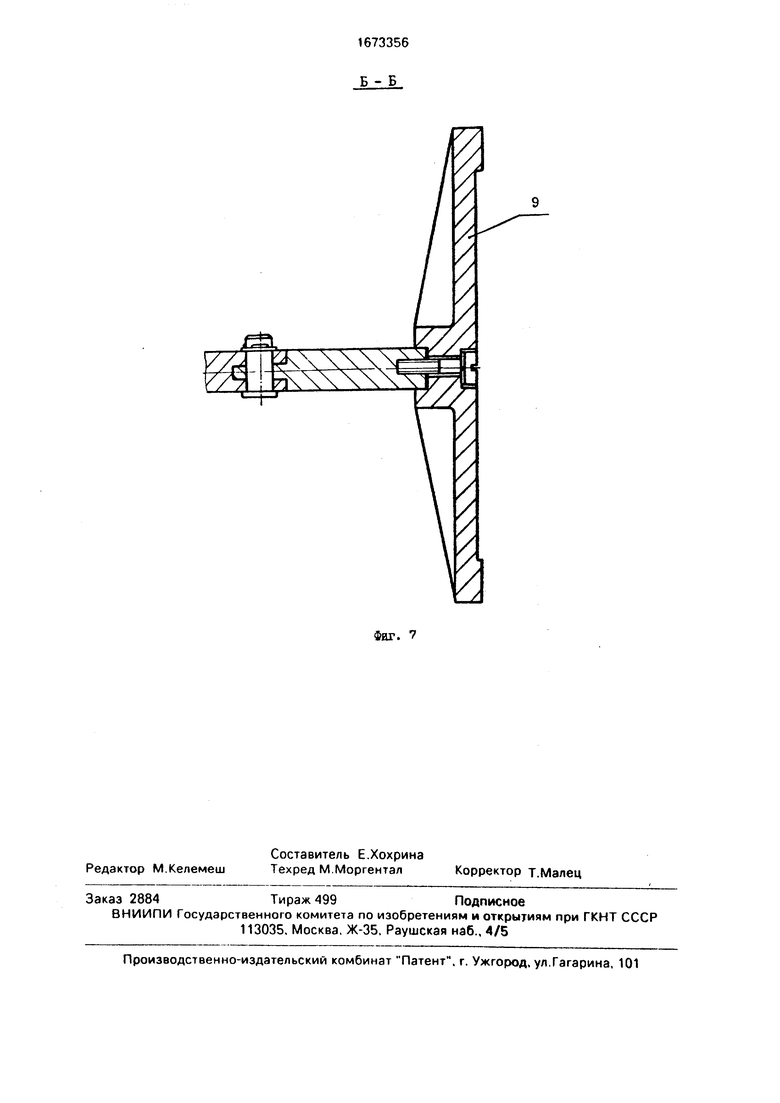
На фиг 1 показано устройство для сборки под сварку, исходное положение; на фиг.2 - то же, в момент выставления ориентирующих упоров в рабочее положение; на фиг.З - то же, установка боковых стенок в рабочее положение; на фиг.4 - то же, установка днищ в рабочее положение; на фиг.5 - вид А на фиг.4; на фиг.6 - узел I на фиг 4; на фиг,7 - разрез Б-Б на фиг.б.
Устройство содержит основание 1 с базовыми упорами и шарнирно установленными на нем левым и правым трехплечими
о XJ
GO GJ СП О
F-образными коромыслами 2, связанными между собой приводом в виде плавающего силового цилиндра 3. В шарнирах обеих коромысел 2 смонтированы поворотные силовые цилиндры 4 и серьги 5, а зажимные двуплечие рычаги 6 шарнирно закреплены в штоках 7 цилиндров 4 и серьгах 5
На рабочих концах двуплечих зажимных рычагов б размещены ограниченно подвижные в двух взаимно перпендикулярных плоскостях(не показано) нажимные элементы, выполненные в виде V-обрэзных скоб 8, расположенных со смещенным относительно оси подвеса центром масс. V-образные скобы выполнены с двумя взаимно перпендикулярными рабочими поверхностями
На обоих трехплечих F-образных коромыслах 2 установлены регулируемые ориентирующие упоры 9 и 10, причем упоры 9 соединены с коромыслами 2 шарнирно. Коромысла имеют установочные опоры 11. Свариваемое изделие состоит из днищ 12.13 и боковых стенок 14. Базовые упоры обозначены позицией 15.
Устройство работает следующим образом.
Перед началом работы штоки плавающего силового цилиндра 3 и поворотных силовых цилиндров 4 втянуты, левое и правое трехплечие F-образные коромысла 2 и зажимные двуплечие рычаги 6 разведены, основание 1 свободно для установки свариваемого изделия (фиг.1). Установив днище 12 на основание 1, включают плавающий силовой цилиндр 3, под воздействием которого раздвигаются оба шарнирно связанных с ним плеча трехплечих F-образных коромысел 2 до упора опорами 11 в базовые упоры 15 основания 1, при этом ориентирующие регулируемые упоры 10 выставляют деталь 12 (фиг.2).
Установив боковые стенки 14 к ориентирующим упорам 9, включают поворотные силовые цилиндры 4, штоки 7 которых вдвигаются, поворачивая в серьгах 5 двуплечие зажимные рычаги 6 до тех пор, пока ограниченно подвижные в двух взаимно перпендикулярных плоскостях V-образные скобы 8 не подожмут изнутри боковые стенки 14 к ориентирующим упорам 9 и сверху к днищу 12 (фиг.З). После сварки днища 12 и боковых стенок 14 производят оасфиксацию изделия, при этом штоки 7 силоаых цилиндров 4 совершают обратное движение, воздействуя на двуплечие зажимные рычаги 6, пока они не займут ис- ходноз лсяожение (фиг.2). Установив днище 3, включают поворотные силовые
цилиндры 4 на выдвижение штоков 7. при этом в серьгах 5 поворачиваются двуплечие зажимные рычаги 6 и рабочими поверхностями V-образных скоб 8 прижимают днище
13 сверху к ранее собранным деталям (фиг.4).
Расфиксация сварочного изделия производится следующим образом.
При обратном перемещении штока
плавающего силового цилиндра 3 сдвигаются оба шарнирно связанных с ним плеча трехплечих V-образных коромысел 2. Ориентирующие упоры 9 и 10 отходят от изделия. Штоки 7 силовых цилиндров 4
совершают обратное движение, втягиваясь в цилиндры 4 и воздействуя на двуплечие зажимные рычаги 6, отводят V-образные скобы 8 от изделия в исходное положение (фиг.1).
Благодаря тому, что данная конструкция устройства обеспечивает точную последовательную ориентацию деталей при сборке под сварку с помощью трех силовых цилиндров, повышается качество сборки
под сварку, а устройство становится более прочным по сравнению с базовым объектом. в качестве которого принят прототип.
Формула изобретения
1. Устройство для сборки под сварку коробчатого изделия, содержащее основание с базовыми упорами и шарнирно установленными на нем коромыслами, двуплечие зажимные рычаги с шарнирно закрепленными нажимными элементами для деталей, шарнирно соединенные с коромыслами серьги, ориентирующие упоры для деталей, силовой цилиндр привода коромысла и шар- нирно соединенные с коромыслами приводы зажимных рычагов, выполненные а виде силовых цилиндров, отличающееся тем, что, с целью повышения качества сборки коробчатого изделия из боковых стенок с днищами и упрощения конструкции путем обеспечения точной последовательной ориентации и зажима боковых стенок и днищ, корпус силового цилиндра привода коромысла шарнирно соединен с одним коромыслом, а его шток - с другим коромыслом, коромысла смонтированы с возможностью взаимодействия с базовыми упорами основания, ориентирующие упоры для деталей закреплены на коромыслах и выполнены ре- гулируемыми. серьги шарнирно соединены с зажимными рычагами, а нажимные элементы для деталей выполнены в виде смонтированных с возможностью свободного перемещения под действием смещенного центра масс V-образных скоб с взаимно
перпендикулярными рабочими поверхностями для плоскостей боковых стенок, днищ и торцов боковых стенок.
2. Устройство поп Т.отличающее- с я тем, что ориентирующие упоры деталей закреплены на коромыслах шэрнйрно/
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прижима свариваемых деталей и съема изделия после сварки | 1985 |
|
SU1303348A1 |
| ЗАЖИМ | 1993 |
|
RU2090335C1 |
| Устройство для ориентации и зажима деталей под сварку | 1985 |
|
SU1311898A1 |
| Автоматизированная линия для сборки и сварки коробчатых изделий | 1987 |
|
SU1581543A1 |
| Способ сборки пассажирского транспортного средства под сварку кузова вагона, стенд для осуществления способа и прижимное устройство для его осуществления | 1990 |
|
SU1743777A1 |
| Стенд для сборки под сварку | 1991 |
|
SU1784429A1 |
| Механизм прижима деталей под сварку | 1988 |
|
SU1574423A2 |
| Прижим для сборки изделий под сварку | 1988 |
|
SU1588524A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Рычажный прижим для сборки под сварку | 1982 |
|
SU1038160A1 |
Изобретение относится к сварке и может быть использовано при сборке под сварку для закрепления коробчатых изделий, состоящий из двух днищ и двух боковых стенок. Цель изобретения - повышение качества сборки под сварку и упрощение конструкции путем обеспечения точной последовательной ориентации и зажима боковых стенок и днищ с помощью трех силовых цилиндров. Установив днище на основание 1, включают плавающий силовой цилиндр 3, коромысла 2 поворачиваются, при этом ориентирующие регулируемые упоры 10 выставляют днище. Устанавливают боковые стенки к ориентирующим упорам 9, включают силовые цилиндры 4, двуплечие зажимные рычаги 6 поворачиваются, а установленные на них со смещением центра масс относительно оси подвеса V-образные скобы 8 поджимают боковые стенки изнутри к ориентирующим упорам 9 и сверху к днищу. После сварки днища и боковых стенок производят расфиксацию, устанавливают второе днище и прижимают его к ранее собранным деталям. Производят полную сварку изделия. Благодаря точной последовательной ориентации деталей с помощью трех силовых цилиндров обеспечивается повышение качества сборки под сварку, а устройство становится более простым. 1 з.п. ф-лы, 7 ил.
/е
УН1Г.
Фиг. 4
L
8
X
Бад А
)
L-T
I
5иг. 5
0W
ФИГ. 7
| Устройство для сборки под сварку рамы с опорой | 1988 |
|
SU1593868A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
