Изобретение относится к автоматизации технологических процессов, в частности к автоматизации выдачи мелких деталей сложной формы, имеющих выводы или явно выраженные выступы, и может быть исполь зовано в радиоэлектронной и часовой промышленности
Целью изобретения является повышение надежности устройства за счет обеспечения поворота барабана только при захвате детали
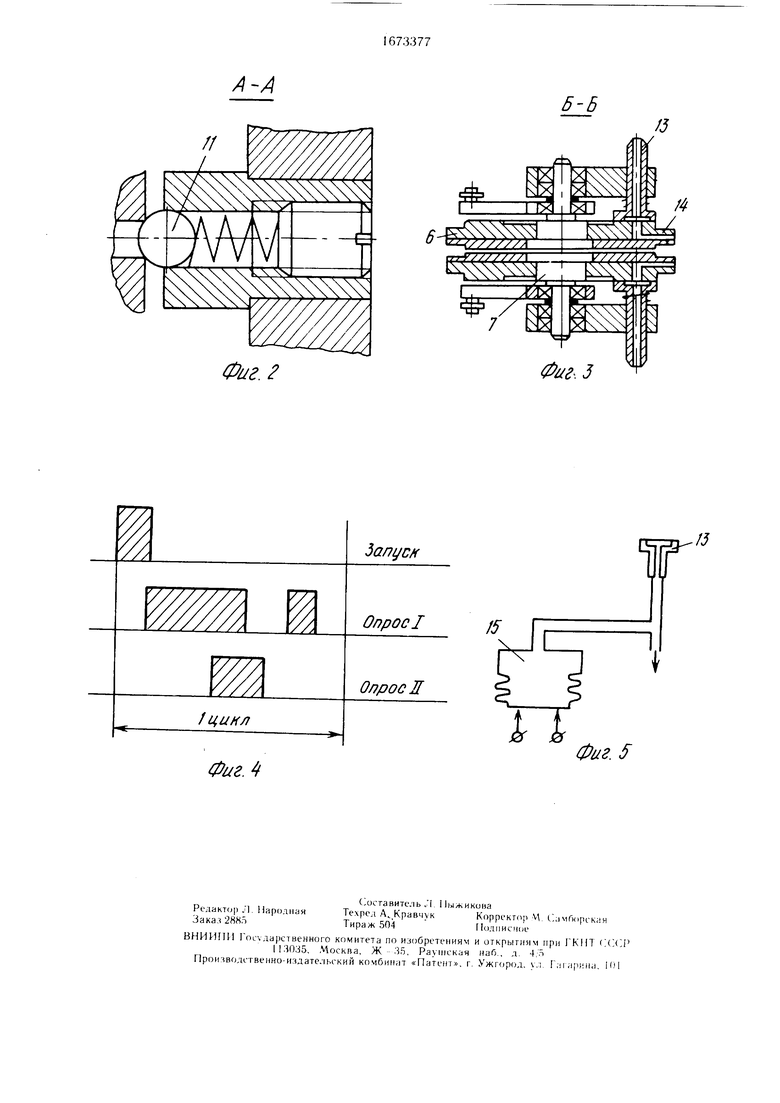
На фиг 1 изображено загрузочное уст ройство, общий вид, на фиг 2 - сечение А-А на фиг 1, на фиг 3 - сечение Б-Б на фиг 1, на фиг 4 - циклограмма команд командо аппарата, на фиг 5 - схема подключения датчика давления
Загрузочное устройство содержит основание I, вибробункер, чаша 2 которого имеет спиральную дорожку 3, переходящую в коль цевую 4 В чашу загружаются детали 5 Барабаны 6 закреплены на горизонтальных
осях 7 установленных на стойках 8 и сня занных индивидуальными приводами их поворота посредством тяг 9 и собачек 10 храпового механизма
Для фиксации барабанов используются фиксирующий механизм, представляющий собой подпружиненный шарик 11 действующий с отверстиями 12 на бараба нах На том же радиусе, что и эти отверстия, имеются коллекторы 13, служащие для пот ключения отверстий - ложементов 14 к вакуумной системе и датчиком 15 ывлення, определяющим наличие 1етали на позиции захвата
Парачлельно оси барабанов раиюложе на ось 16 оптического датчика таким обра зом, что в фиксированных положениях бчра банов она либо перекрыта их перифериен либо совпадает с выемками 17, выполнен ными на барабанах в количестве в 2 ра а меньшем количества отверстий для фикса ции в промежутках между ложементами
О
sj
GO 00 J J
В качестве индивидуальных приводов барабанов используются пневмоцилиндры 18, управление которыми осуществляется ко- мандоаппаратом, кинематически жестко свя- анным с общим приводом всей установки, в зависимости от состояния датчиков давления и оптического датчика
Загрузочное устройство работает следующим образом.
В чашу 2 вибробункера загружаются детали 5 Включается привод установки, начинает вместе с ним вращаться командо- аипарат Детали 5 предварительно ориентируются, проходя по дорожке 3 бункера и накапливаются на кольцевой дорожке 4, в предварительно сориентированном виде, находясь постоянно в движении. По коман- че. условно названной «Запуск, происходит к ,: 1ча во и а в полость цилиндров 18, ., речулькпе чего тюки их переходят в верх- пес положение, сжимая пружины.
Затем от командоаппарата поступает кома (да, условно названная «Опрос Логическая схема nociроена так, что опускание чижом цилиндров 18 происходит только при наличии двух сигналов, в данном случае чс-обходимо наличие сигнала «Опрос-1 и iiii нала ог ссютветс i вующих датчиков 15 явления Последний вырабатывается при нмичеиии ыубины вакуума, что соответст- чм i моменту uixBara тета.ти соответствующим чожемешом 14
При опускании штоком цилиндров 18 происходит поворот соответствующих барабанов на фиксированный угол а. При этом выемки 17. находящиеся на периферии барабанов, ока шваются совмещенными с осью 16 оптическо о датчика Повторное введение inюком цилиндров 18 в верхнее положение во июжно также при наличии непременно двух команд, команды от командоаппарата, УСЛОВНО обозначенной «Опрос 11, и команды о оптического датчика 16, которая вы
дается в том случае, если ось 16 датчика ничем не перекрыта, г. е. необходимо, чтобы все барабаны повернулись из положения захвата на фиксированный угол а.
При отсутствии команды от оптического датчика при поступлении команды «Опрос 1 происходит остановка привода установки, а следовательно, и командоаппарата до тех пор, пока она не появится. При дальнейшем вращении командоаппарата приходит второй сигнал «Опрос 1 и поскольку все барабаны повернуты на фиксированный угол а от позиции захвата, коллекторы в этом положении перекрыты, следовательно, есть в наличии два сигнала, необходимых для опускания штоков пневмоцилиндров 18, что и происходит строго в определенный момент.
В результате сориентированные детали 5 оказываются одновременно в верхних точках барабанов, откуда вбираются манипуляторами для последующей сборки Цикл повторяется
Формула изобретения
0
Загрузочное устройство, содержащее вибробункер, установленный с возможностью поворота барабан с ложементами, подключенными к вакуумной системе, и привод поворота барабана, отличающееся тем, что, с целью повышения надежности устройства в работе при подаче мелких деталей, выход- ной участок вибробункера выполнен в виде кольцевой дорожки, при этом барабан установлен с возможностью поворота относительно горизонтальной оси, расположенной параллельно плоскости, проходящей через касательную к образующей кольцевой до- рожки, а ложементы - по образующей барабана и подключены в зоне загрузки к вакуумной системе посредством дополнительно введенного датчика давления, связанного с приводом поворота

| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1985 |
|
SU1294561A1 |
| Устройство для групповой ориентации и загрузки деталей | 1987 |
|
SU1458147A1 |
| Ориентирующее устройство | 1983 |
|
SU1121121A1 |
| Сборочный центр | 1985 |
|
SU1311908A1 |
| Устройство для ориентированной подачи деталей | 1987 |
|
SU1525963A1 |
| Механизм распределения шпилек к сборочному автомату | 1983 |
|
SU1180223A1 |
| АВТОМАТ ДЛЯ СОРТИРОВКИ ПРЕДМЕТОВ ПО ЦВЕТУ | 1970 |
|
SU260311A1 |
| Устройство для приклейки плат к выводной рамке | 1976 |
|
SU656134A1 |
| Устройство для поштучной выдачи деталей | 1985 |
|
SU1276477A1 |
| Установка для автоматической сборки деталей из термопластов | 1987 |
|
SU1525016A1 |
Изобретение относится к автоматизации технологических процессов, в частности к автоматизации выдачи мелких деталей сложной формы, имеющих выступы, и может быть использовано в радиоэлектронной и часовой промышленности. Цель изобретения - повышение надежности устройства за счет обеспечения поворота барабана только при захвате детали. Чаша 2 вибробункера имеет спиральную дорожку 3, переходящую в кольцевую 4. Барабаны 6 закреплены на горизонтальных осях 7, связанных индивидуальными приводами их поворота. Коллектора 13 служат для подключения отверстий-ложементов к вакуумной системе и датчикам давления, определяющим наличие детали на позиции захвата. В качестве индивидуальных приводов барабанов используются пневмоцилиндры, управление которыми осуществляется командоаппаратом, кинематически жестко связанным с общим приводом всей установки, в зависимости от состояния датчиков давления и оптического датчика. 5 ил.
ilQl
А-А
Фиг.
/цикл
5-Б
7
0М. 3
Запуск
f
15
Опрос
15
I
Опрос
гт
Фиг. 5
| Загрузочное устройство | 1985 |
|
SU1294561A1 |
