со
С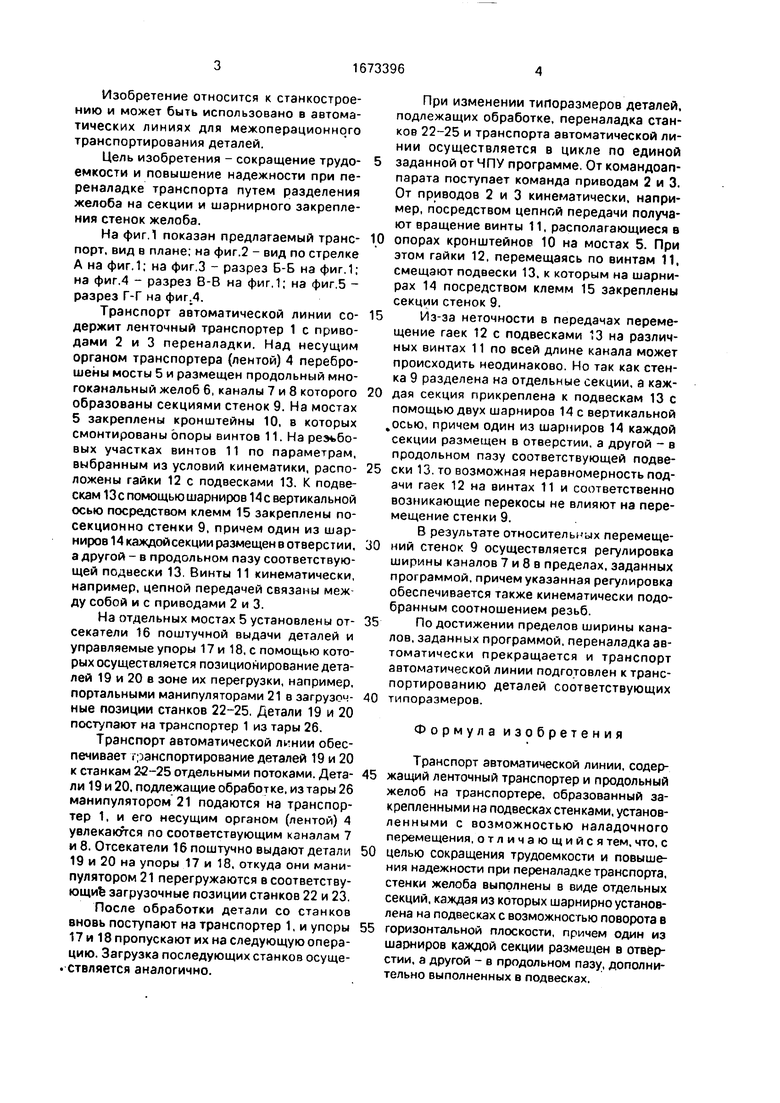
| название | год | авторы | номер документа |
|---|---|---|---|
| Транспорт автоматической линии | 1989 |
|
SU1830332A1 |
| Транспорт автоматической линии | 1989 |
|
SU1791098A1 |
| Способ замены ленты многоручьевого транспортера | 1991 |
|
SU1808790A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕГРУЗКИ ДЕТАЛЕЙ С НАКОПЛЕНИЕМ ИХ В КАССЕТАХ | 2015 |
|
RU2604161C2 |
| Шаговый конвейер | 1978 |
|
SU749757A1 |
| Автоматическая линия для механической обработки цилиндрических деталей | 1983 |
|
SU1135607A1 |
| Магазин-накопитель деталей | 1984 |
|
SU1238942A1 |
| Автоматическая линия механической обработки деталей типа осей | 1975 |
|
SU663548A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ШТАМПОВКИ КРУПНОГАБАРИТНЫХ ДЕТАЛЕЙ | 1996 |
|
RU2116855C1 |
| Автоматизированная линия групповой сборки | 1988 |
|
SU1604564A1 |
Изобретение относится к станкостроению и может быть использовано в автоматических линиях для межоперационного транспортирования деталей. Цель изобретения - сокращение трудоемкости и повышение надежности при переналадке транспорта путем разделения желоба на секции и шарнирного закрепления стенок желоба. Стенки 9 желоба выполнены в виде отдельных секций, каждая из которых прикреплена к подвескам 13 с помощью двух шарниров 14 с вертикальной осью. Один из шарниров 14 размещен в отверстии, а другой - в продольном пазу подвески 13. В результате вращения винтов 11 стенки 9 получают перемещение. В результате перемещения осуществляется регулировка ширины каналов 7 и 8 в пределах заданной программы. 5 ил.
5
S - 5 повернуто
о VI
CJ CJ
чэ о
м
Изобретение относится к станкостроению и может быть использовано в автоматических линиях для межоперационного транспортирования деталей.
Цель изобретения - сокращение трудоемкости и повышение надежности при переналадке транспорта путем разделения желоба на секции и шарнирного закрепления стенок желоба.
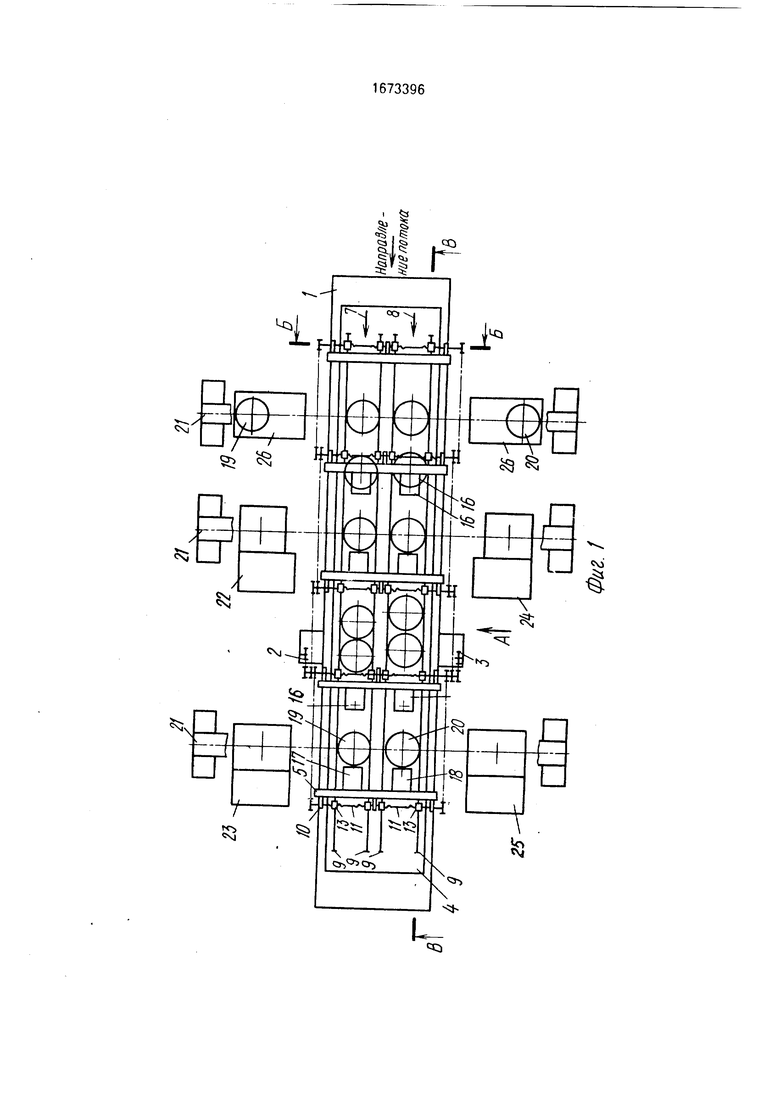
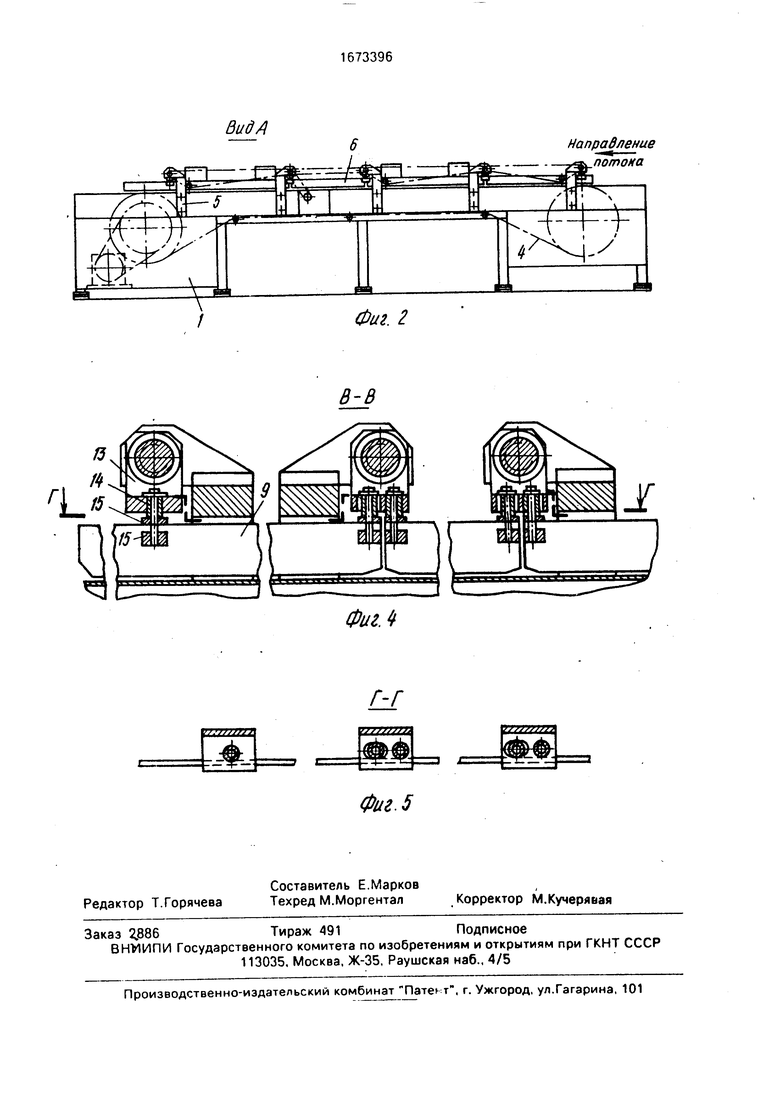
На фиг.1 показан предлагаемый транспорт, вид в плане; на фиг.2 - вид по стрелке А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - разрез В-В на фиг.1; на фиг.5 - разрез Г-Г на фиг.4.
Транспорт автоматической линии содержит ленточный транспортер 1 с приводами 2 и 3 переналадки. Над несущим органом транспортера (лентой) 4 переброшены мосты 5 и размещен продольный многоканальный желоб 6, каналы 7 и 8 которого образованы секциями стенок 9. На мостах 5 закреплены кронштейны 10, в которых смонтированы опоры винтов 11. На реэьбо- вых участках винтов 11 по параметрам, выбранным из условий кинематики, расположены гайки 12 с подвесками 13. К подвескам 13с помощью шарниров 14 с вертикал ьной осью посредством клемм 15 закреплены посекционно стенки 9, причем один из шарниров 14 каждой секции размещен в отверстии, а другой - в продольном пазу соответствующей подвески 13. Винты 11 кинематически, например, цепной передачей связаны между собой и с приводами 2 и 3.
На отдельных мостах 5 установлены от- секатели 16 поштучной выдачи деталей и управляемые упоры 17 и 18, с помощью которых осуществляется позиционирование деталей 19 и 20 в зоне их перегрузки, например, портальными манипуляторами 21 в загрузочные позиции станков 22-25. Детали 19 и 20 поступают на транспортер 1 из тары 26.
Транспорт автоматической линии обеспечивает транспортирование деталей 19 и 20 к станкам 22-25 отдельными потоками. Детали 19 и 20, подлежащие обработке, из тары 26 манипулятором 21 подаются на транспортер 1, и его несущим органом (лентой) 4 увлекаются по соответствующим каналам 7 и 8. Отсекатели 16 поштучно выдают детали 19 и 20 на упоры 17 и 18, откуда они манипулятором 21 перегружаются в соответствующие загрузочные позиции станков 22 и 23. После обработки детали со станков вновь поступают на транспортер 1, и упоры 17 и 18 пропускают их на следующую операцию. Загрузка последующих станков осуще- . ствляется аналогично.
При изменении типоразмеров деталей, подлежащих обработке, переналадка станков 22-25 и транспорта автоматической линии осуществляется в цикле по единой
заданной от ЧПУ программе, От командоап- парата поступает команда приводам 2 и 3. От приводов 2 и 3 кинематически, например, посредством цепной передачи получают вращение винты 11, располагающиеся в
опорах кронштейнов 10 на мостах 5. При этом гайки 12, перемещаясь по винтам 11. смещают подвески 13, к которым на шарнирах 14 посредством клемм 15 закреплены секции стенок 9.
Из-за неточности в передачах перемещение гаек 12 с подвесками 13 на различных винтах 11 по всей длине канала может происходить неодинаково. Но так как стенка 9 разделена на отдельные секции, а каждая секция прикреплена к подвескам 13 с
помощью двух шарниров 14 с вертикальной
.осью, причем один из шарниров 14 каждой
секции размещен в отверстии, а другой - в
продольном пазу соответствующей подвески 13. то возможная неравномерность подачи гаек 12 на винтах 11 и соответственно возникающие перекосы не влияют на перемещение стенки 9.
В результате относительных перемещений стенок 9 осуществляется регулировка ширины каналов 7 и 8 в пределах, заданных программой, причем указанная регулировка обеспечивается также кинематически подобранным соотношением резьб.
По достижении пределов ширины каналов, заданных программой, переналадка автоматически прекращается и транспорт автоматической линии подготовлен к транспортированию деталей соответствующих
типоразмеров.
Формула изобретения
Транспорт автоматической линии, содер- жащий ленточный транспортер и продольный желоб на транспортере, образованный закрепленными на подвесках стенками, установ- ленными с возможностью наладочного перемещения, отличающийся тем. что, с целью сокращения трудоемкости и повышения надежности при переналадке транспорта, стенки желоба выполнены в виде отдельных секций, каждая из которых шарнирно установлена на подвесках с возможностью поворота в 5 горизонтальной плоскости, причем один из шарниров каждой секции размещен в отверстии, а другой - в продольном пазу, дополнительно выполненных в подвесках.
9L.
шшоидлн - э/sgvduvH
t
PIP
г
z:
Ш®
8/
/
/
h//
J
Л,
SL-/6
U9
Ю
%
Я
и
и
/
к
Вид А
SSffS fffi
Направление потопа
Фиг. 2
I
ФмЛ
| Горный компас | 0 |
|
SU81A1 |
| каталога фирмы Либхерр (ФРГ) | |||
| Приспособление для склейки фанер в стыках | 1924 |
|
SU1973A1 |
