Фиг /
Шихта
Изобретение относится к порошковой еталлургии, в частности к устройствам для рессования длинномерных расходуемых лектродов.
Целью изобретения является упрощеие конструкции и расширение технологиеских возможностей за счет обеспечения рессования материалов с высокой адгеией к материалу дорна.
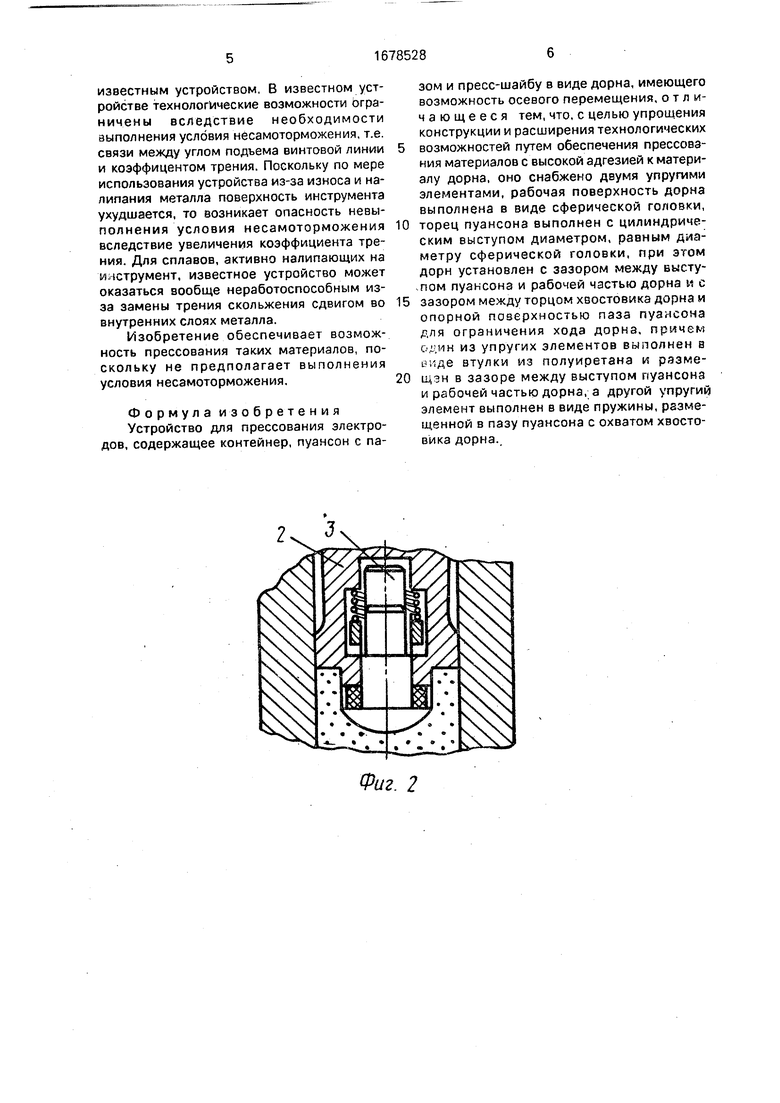
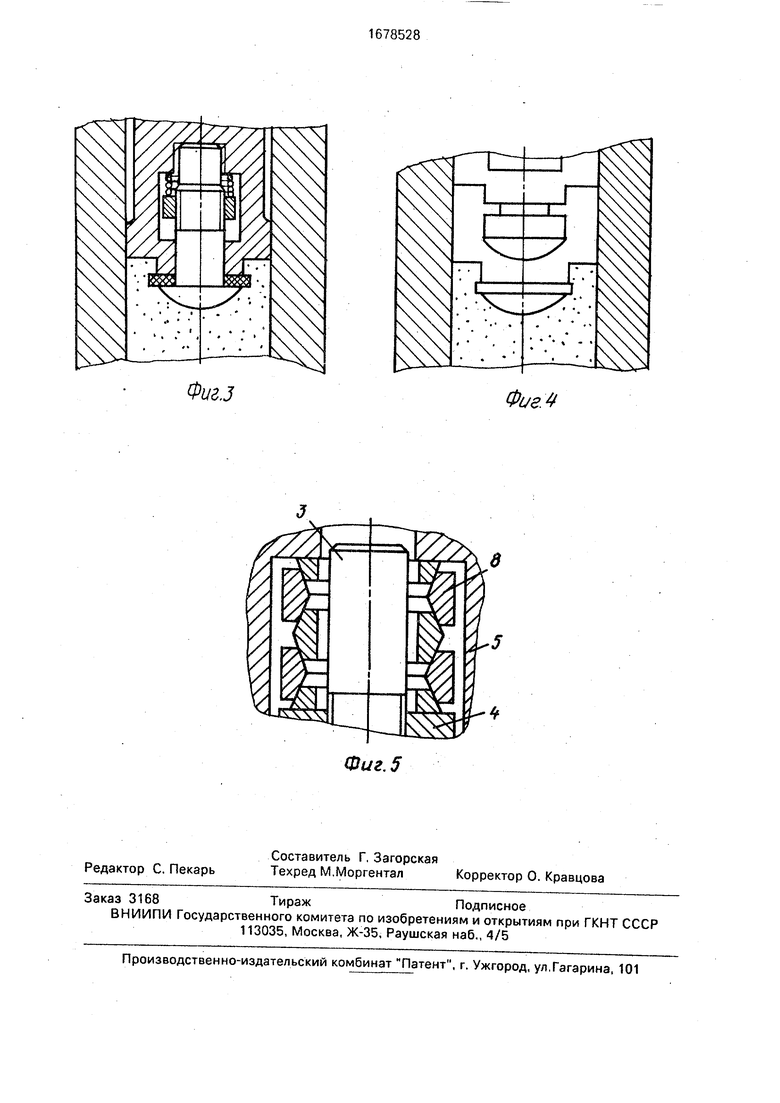
На фиг, 1 показана схема устройства ля прессования электродов, стадия загрузки шихты и захода пуансона в полость контейнера; на фиг. 2 - то же, стадия пресования и сжатия второго упругого элемента; на фиг. 3 - то же, при деформации первого упругого элемента; на фиг. 4 - то же, стадия выхода дорна из прессуемого тела; на фиг. 5 - второй упругий элемент в виде специальной кольцевой пружины сжатия.
Устройство состоит из контейнера 1 и пуансона 2. К пуансону 2 крепится пресс- шайба З, выполненная в виде дорна со сферической головкой, имеющая возможность осевого перемещения внутри аксиального отверстия, выполненного в теле пуансона 2, и закрепленная хвостовиком в пазу пуансона гайкой 4. Торец пуансона снабжен цилиндрическим выступом 5, диаметр которого равен диаметру сферической головки. Между торцом выступа и сферической головкой дорна установлен упругий элемент 6 из полиуретана. Дорн имеет ограничение осевого перемещения благодаря тому, что между торцом хвостовика дорна и опорной поверхностью паза в теле пуан- сона имеется заданный зазор. Между торцом выступа 5 и упругим элементом 6 также имеется гарантированный зазор, определяемый из технологических расчетов. Дорн подпружинен в осевом направлении вторым упругим элементом в виде пружины 7 или 8. В контейнер засыпана порция шихты 8.
Устройство работает следующим образом.
В начале прессования в нижнюю часть контейнера 1 помещают заглушку (не показана) и засыпают порцию прессуемого материала. Дорн под действием сил упругости со стороны пружины 7 находится в нижнем положении. Пуансон 2 при движении вниз опирает головку дорна на прессуемый материал и начинает сдавливать порцию шихты,
Вследствие наличия зазора между торцом выступа пуансона и упругим элементом деформация последнего на первой стадии прессования не происходит. В противном случае преждевременная деформация упругого элемента вызвала бы увеличение его диаметра более диаметра головки и прошивка осуществлялась бы полиуретаном, что вызвало бы его быстрый износ.
Продвижение головки вниз осуществляется за счет уплотнения шихты непосредственно под головкой и прошивкой остального объема порции. Благодаря тому, что цилиндрический выступ торца пу0 ансона имеет тот же диаметр, что и диаметр сферической головки, формируется полость одинакового диаметра, По мере уплотнения деформируемого материала возрастает его сопротивление деформации,
5 что относится и к объему металла под торцом пуансона, что затрудняет перемещение дорна. Из-за роста силы, действующей на дорн, он преодолевает сопротивление пружины и поднимается относительно тор0 ца пуансона.
После выбора зазора между торцом выступа пуансона и упругим элементом начинается деформация упругого элемента, за счет уменьшения высоты увеличивается его
5 диаметр, причем боковая поверхность элемента формирует кольцевую полость в теле электрода. При снятии нагрузки и отводе пуансона вверх полость сохраняет свою форму.
0 В контейнер 1 засыпают очередную порцию прессуемого материала, он попадает в углубления предыдущей прессовки и заполняет ее, При дальнейшем воздействии инструментом на прессуемый материал по5 следний запрессовывается в полость, схватываясь с ранее отпрессованной порцией. При этом соединение двух порций происходит как за счет схватывания, так и за счет механического зацепления, чтообеспечива0 ет необходимую прочность электрода. При второй прессовке заглушку убирают, цикл повторяют до получения электрода.
Поскольку упругий элемент имеет определенный предел допускаемых упругих
5 деформаций, то для ограничения его сжатия подбирают такой зазор между торцом хвостовика дорна и опорной плоскостью паза в пуансоне, чтобы при максимально допустимом перемещении торец хвостовика упирался в упомянутую плоскость, ограничивая перемещение дорна.
При больших нормальных нагрузках жесткость винтовой пружины 7 может оказаться недостаточной для восприятия усилия
5 прессования. В этом случае может быть использована конструкция специальной кольцевой пружины 8 сжатия (фиг. 5).
В предлагаемом устройстве узел вращения отсутствует, чем достигается упрощение конструкции по сравнению с
известным устройством. В известном устройстве технологические возможности огра- ничены вследствие необходимости выполнения условия несамоторможения, т.е. связи между углом подъема винтовой линии и коэффицентом трения. Поскольку по мере использования устройства из-за износа и налипания металла поверхность инструмента ухудшается, то возникает опасность невыполнения условия несамоторможения вследствие увеличения коэффициента трения. Для сплавов, активно налипающих на инструмент, известное устройство может оказаться вообще неработоспособным из- за замены трения скольжения сдвигом во внутренних слоях металла.
Изобретение обеспечивает возможность прессования таких материалов, поскольку не предполагает выполнения условия несамоторможения.
Формула изобретения Устройство для прессования электродов, содержащее контейнер, пуансон с пазом и пресс-шайбу в виде дорна, имеющего возможность осевого перемещения, отличающееся тем, что, с целью упрощения конструкции и расширения технологических
возможностей путем обеспечения прессования материалов с высокой адгезией к материалу дорна, оно снабжено двумя упругими элементами, рабочая поверхность дорна выполнена в виде сферической головки,
торец пуансона выполнен с цилиндрическим выступом диаметром, равным диаметру сферической головки, при этом дорн установлен с зазором между выступом пуансона и рабочей частью дорна и с
зазором между торцом хвостовика дорна и опорной поверхностью паза пуансона для ограничения хода дорна, причем ог.мн из упругих элементов выполнен в ишде втулки из полуиретана и размещзн в зазоре между выступом пуансона и рабочей частью дорна, а другой упругий элемент выполнен в виде пружины, размещенной в пазу пуансона с охватом хвостовика дорна.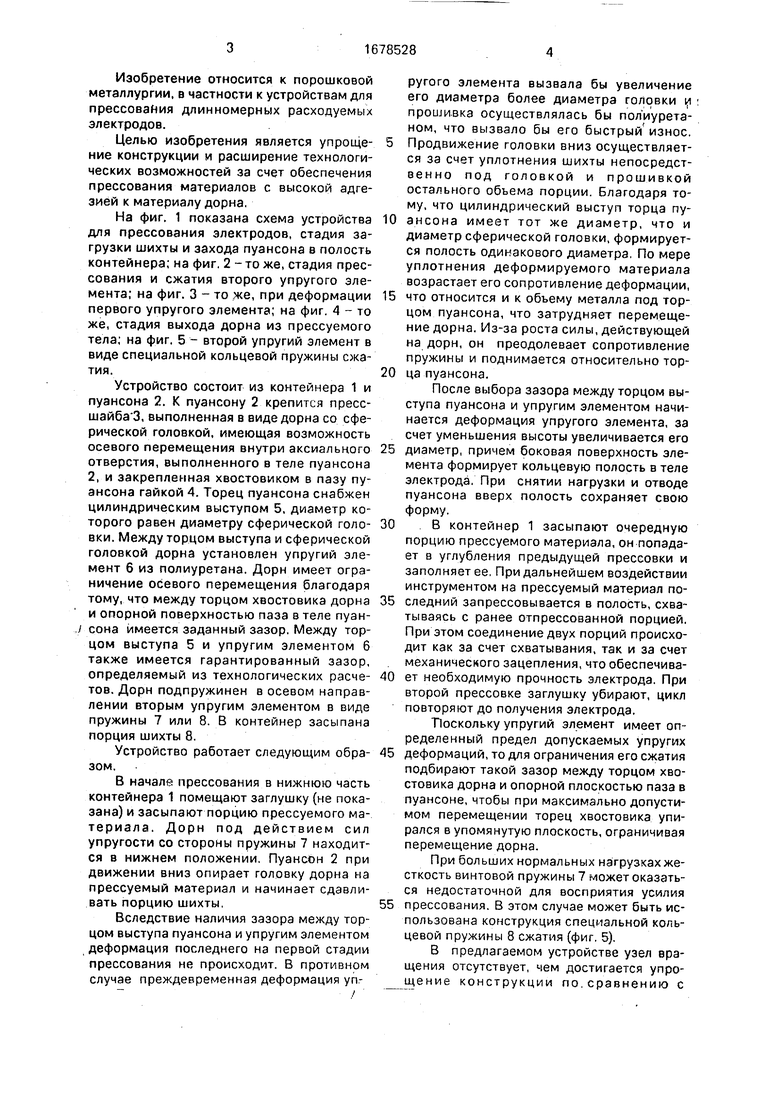
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования электродов | 1982 |
|
SU1038068A1 |
| ИНСТРУМЕНТ ДЛЯ КОМПАКТИРОВАНИЯ ШИХТОВЫХ МАТЕРИАЛОВ | 2005 |
|
RU2284236C1 |
| Устройство для прессования электродов | 1984 |
|
SU1217572A1 |
| Инструмент для прессования труб преимущественно из тугоплавких металлов | 1988 |
|
SU1579597A1 |
| ИНСТРУМЕНТ ДЛЯ КОМПАКТИРОВАНИЯ ШИХТОВЫХ МАТЕРИАЛОВ | 2013 |
|
RU2519710C1 |
| СПОСОБ ПРЕССОВАНИЯ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2007271C1 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛОЙ ТРУБНОЙ ЗАГОТОВКИ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2108882C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАСХОДУЕМОГО ЭЛЕКТРОДА ДЛЯ ВЫПЛАВКИ СЛИТКОВ ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2284360C2 |
| Способ прессования труб из тугоплавких металлов и инструмент для его осуществления | 1988 |
|
SU1572726A1 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2094148C1 |
Изобретение относится к устройствам для прессования электродов. Цель - упрощение конструкции и расширение технологических возможностей за счет обеспечения прессования материалов с высокой адгезией к материалу дорна. Пуансон 2 при движении вниз опирает головку дорна на прессуемый материал и начинает сравнивать порцию шихты. Из-за наличия зазора между торцом выступа 5 пуансона и упругим элементом 6 деформации последнего на первой стадии прессования не происходит. Продвижение головки дорна вниз осуществляется за счет уплотнения шихты под головкой и прошивкой остального объема порции. Так как цилиндрический выступ торца пуансона имеет тот же диаметр, что и диаметр сферической головки, формируется полость одинакового диаметра. Из-за роста силы, действующей на дорн, он преодолевает сопротивление пружины 7 и поднимается относительно торца пуансона. После выбора зазора между торцом выступа пуансона и упругим элементом начинается деформация упругого элемента, уветичива- ется его диаметр, и боковая поверхность элемента формирует кольцевую полость в теле электрода. 5 ил. (Л С
2, 3
Фиг. 2
Фиг.з
Фиг. У
| Устройство для прессования электродов | 1982 |
|
SU1038068A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Устройство для прессования электродов | 1984 |
|
SU1217572A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Колосниковая решетка с чередующимися неподвижными и движущимися возвратно-поступательно колосниками | 1917 |
|
SU1984A1 |
