Изобретение относится к обработке металлов давлением, а именно к штамповому инструменту для получения полых изделий с наружными выступами.
Целью изобретения является расширение технологических возможностей.
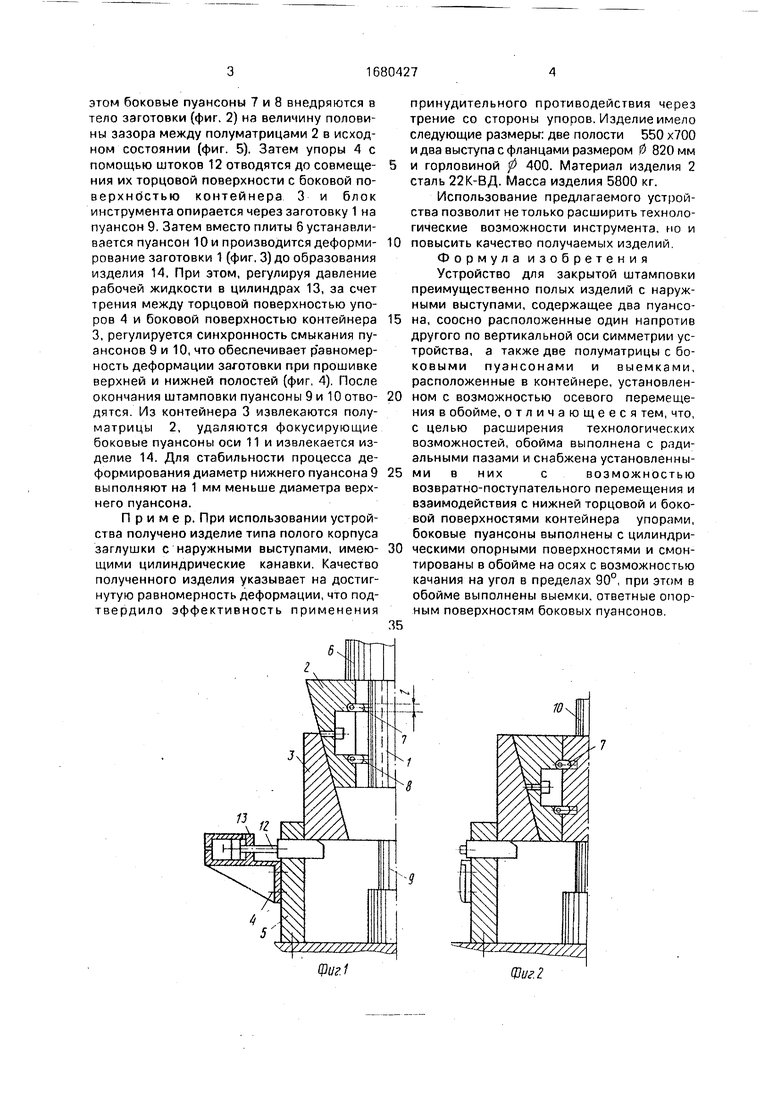
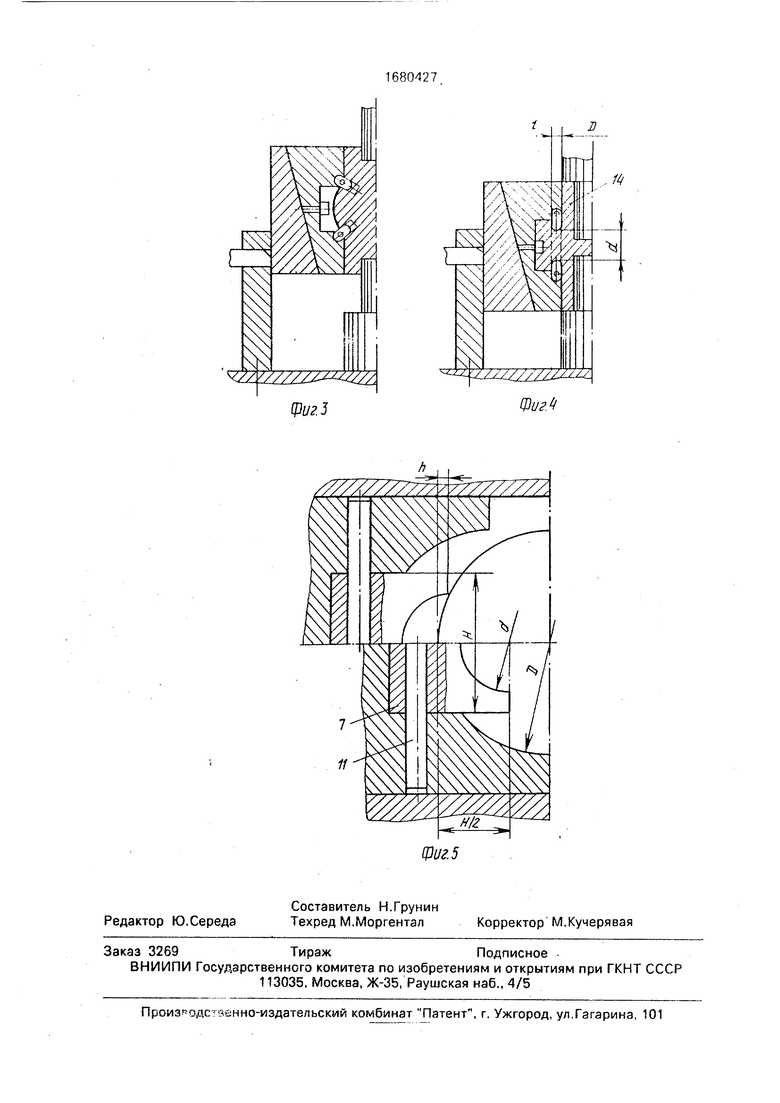
На фиг. 1 показана конструктивная схема устройства в исходном положении, осевое сечение; на фиг. 2 - конструктивная схема устройства в момент внедрения боковых пуансонов в заготовку, осевое сечение; на фиг. 3 - промежуточная стадия штамповки изделия в устройстве, осевое сечена0 на фиг. 4 - конечное положение устройства, конец штамповки, осевое сечение: на фиг 5 - устройство в месте расположения бокового пуансона, вверху исходное положение, внизу после внедрения боковых пуансонов в заготовку, поперечное сечение
Устройство состоит (фиг. 1) из охватывающих заготовку 1 полуматриц 2, которые установлены в контейнер 3 по конической
поверхности. Последний опирается на упоры 4, находящиеся в отверстиях обоймы 5. Со стороны верхних торцов полуматриц установлена быстросъемная плита 6. Внутри полуматриц установлены боковые пуансоны 7 и 8. Со стороны нижних торцов полумат риц 2 расположен пуансон 9. Боковые пуансоны 7 и 8 фиксируются в дополнительных цилиндрических выемках с помощью осей 11 (фиг. 5) Упоры 4 имеют индивидуальный привод в виде штоков 12 и цилиндров 13. в которых регулируется давление рабочей жидкости
Устройство работает следующим образом
Заготовка 1 (фиг 1) вместе с полуматрицами 2 любым из известных способов устанавливается в полость контейнера 3 до контакта заготовки 1 с фиксирующими ее начальное положение боковыми пуансонами 7 и 8 Далее ппитой 6 осуществляется смыкание полумэтриц 2 в контейнере 3 При
(Л
С
о со
о
ю
этом боковые пуансоны 7 и 8 внедряются в тело заготовки (фиг. 2) на величину половины зазора между полуматрицами 2 в исходном состоянии (фиг. 5). Затем упоры 4 с помощью штоков 12 отводятся до совмещения их торцовой поверхности с боковой по- верхнЬстью контейнера 3 и блок инструмента опирается через заготовку 1 на пуансон 9. Затем вместо плиты 6 устанавливается пуансон 10 и производится деформирование заготовки 1 (фиг. 3) до образования изделия 14. При этом, регулируя давление рабочей жидкости в цилиндрах 13, за счет трения между торцовой поверхностью упоров 4 и боковой поверхностью контейнера 3, регулируется синхронность смыкания пуансонов 9 и 10, что обеспечивает р авномер- ность деформации заготовки при прошивке верхней и нижней полостей (фиг, 4). После окончания штамповки пуансоны 9 и 10 отводятся. Из контейнера 3 извлекаются полуматрицы 2, удаляются фокусирующие боковые пуансоны оси 11 и извлекается изделие 14. Для стабильности процесса деформирования диаметр нижнего пуансона 9 выполняют на 1 мм меньше диаметра верхнего пуансона.
Пример. При использовании устройства получено изделие типа полого корпуса заглушки с наружными выступами, имеющими цилиндрические канавки. Качество полученного изделия указывает на достигнутую равномерность деформации, что подтвердило эффективность применения
принудительного противодействия через трение со стороны упоров. Изделие имело следующие размеры: две полости 550 х700 и два выступа с фланцами размером & 820мм и горловиной ft 400. Материал изделия 2 сталь 22К-ВД. Масса изделия 5800 кг.
Использование предлагаемого устройства позволит не только расширить технологические возможности инструмента, но и 0 повысить качество получаемых изделий Формула изобретения Устройство для закрытой штамповки преимущественно полых изделий с наружными выступами, содержащее два пуансо- 5 на, соосно расположенные один напротив другого по вертикальной оси симметрии устройства, а также две полуматрицы с боковыми пуансонами и выемками, расположенные в контейнере, установлен- 0 ном с возможностью осевого перемещения в обойме, отличающееся тем, что, с целью расширения технологических возможностей, обойма выполнена с радиальными пазами и снабжена установленны- 5 ми в нихсвозможностью
возвратно-поступательного перемещения и взаимодействия с нижней торцовой и боковой поверхностями контейнера упорами, боковые пуансоны выполнены с цилиндри- 0 ческими опорными поверхностями и смонтированы в обойме на осях с возможностью качания на угол в пределах 90°, при этом в обойме выполнены выемки, ответные опорным поверхностям боковых пуансонов. 5
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕССОВАЯ УСТАНОВКА ДЛЯ МНОГОПОЛОСТНОЙ БЕЗОБЛОЙНОЙ ШТАМПОВКИ | 1992 |
|
RU2057648C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ТИКСОШТАМПОВКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2007 |
|
RU2356677C2 |
| Штамп для выдавливания заготовок | 1989 |
|
SU1736669A1 |
| Способ и устройство для штамповки блисков | 2021 |
|
RU2766625C1 |
| Роторная машина для штамповки изделий | 1987 |
|
SU1481087A1 |
| Способ и устройство для штамповки блингов | 2021 |
|
RU2769333C1 |
| Устройство для гидравлической формовки полых деталей с отводами | 1985 |
|
SU1306617A1 |
| Штамп для объемной штамповки | 1990 |
|
SU1731397A1 |
| Устройство для изготовления стержня с утолщениями | 2021 |
|
RU2773178C1 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям устройств для закрытой штамповки металлов и получения полых корпусных изделий с наружными выступами. Цель - расширение технологических возможностей. Устройство содержит обойму с упорами, с помощью которых регулируется равномерность деформации полостей в заготовке Боковые пуансоны, расположенные в полуматрицах, размещаемых в контейнере, перемещающемся в обойме, имеют возможность поворачиваться на 90° вокруг осей их фиксации Это позволяет формировать фланцы на боковых выступах изделия. 5 ил.
/у/////////2/Z77,
Фиг1
Щиг2
фигЗ
/ 7777777777
Фиг1/
| Лемкин А.Н | |||
| Штамповка корпуса буксы | |||
| КШП, №4, 1976, с 9. |
