Изобретение относится к производству резиновых технических изделий и предназначено для изготовления уплотнительных колец круглого сечения, в частности из фторсиликоновых резин перекисной вулканизации.
Цель изобретения - повышение качества колец.
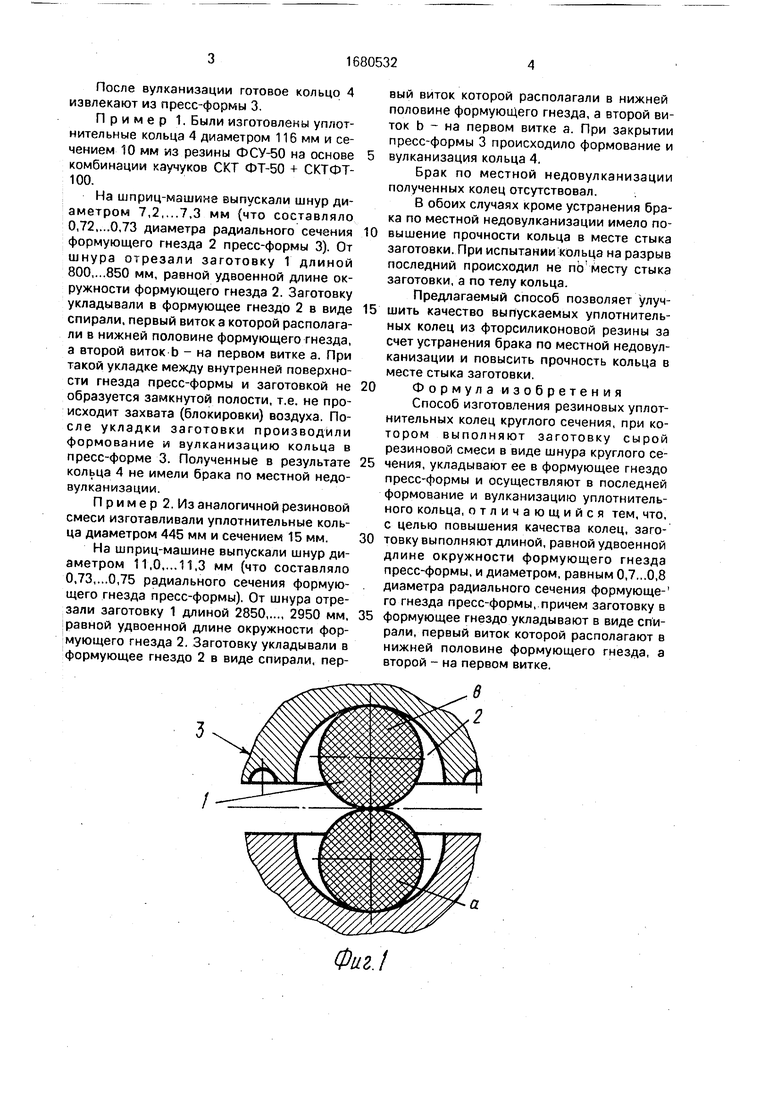
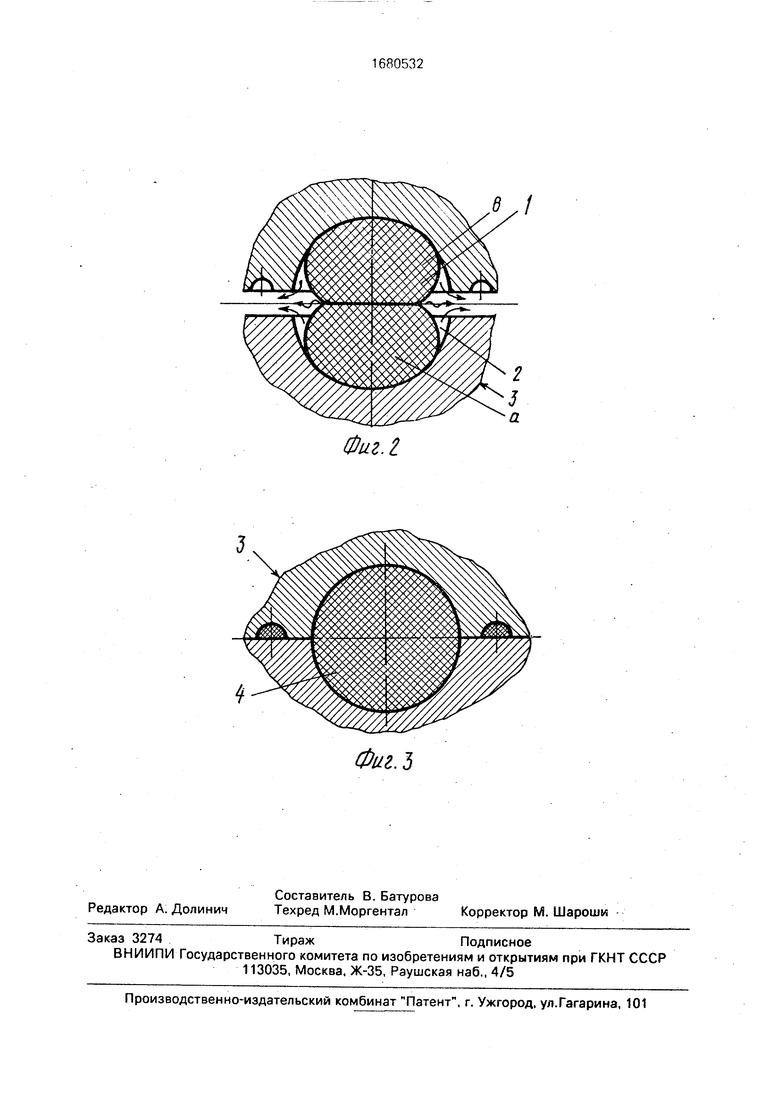
На фиг, 1 изображена заготовка в формующем гнезде пресс-формы (вертикальный разрез); на фиг. 2 - то же, в процессе формования: на фиг. 3 - отформованное кольцо в положении вулканизации.
Предлагаемый способ может быть осуществлен следующим образом.
Заготовку 1 сырой резиновой смеси выполняют в виде шнура круглого сечения диаметром, равным 0,7,...0,8 диаметра радиального сечения формующего гнезда 2 пресс-формы 3. Шнур выпускают на шприц- машине и отрезают от него заготовку длиной, равной удвоенной длине окружности формующего гнезда 2 пресс-формы. Затем заготовку 1 укладывают в формующее гнездо 2 в виде спирали, первый виток а которой располагают в нижней половине формующего гнезда 2, а второй виток b - на первом витке.
Далее закрывают пресс-форму 3 и осуществляют формование уплотнительного кольца 4 круглого сечения. При этом резина витков а и b заготовки 1 равномерно заполняет формующее гнездо 2, вытесняя воздух из последнего в разъеме плит пресс-формы.
О 00
о сл со го
После вулканизации готовое кольцо 4 извлекают из пресс-формы 3.
Пример 1. Были изготовлены уплот- нительные кольца 4 диаметром 116 мм и сечением 10 мм из резины ФСУ-50 на основе комбинации каучуков СКТ ФТ-50 + СКТФТ- 100.
На шприц-машине выпускали шнур диаметром 7,2,...7,3 мм {что составляло 0,72,...0,73 диаметра радиального сечения формующего гнезда 2 пресс-формы 3). От шнура отрезали заготовку 1 длиной 800,...850 мм, равной удвоенной длине окружности формующего гнезда 2. Заготовку укладывали в формующее гнездо 2 в виде спирали, первый виток а которой располагали в нижней половине формующего гнезда, а второй виток b - на первом витке а. При такой укладке между внутренней поверхности гнезда пресс-формы и заготовкой не образуется замкнутой полости, т.е. не происходит захвата (блокировки) воздуха. После укладки заготовки производили формование и вулканизацию кольца в пресс-форме 3. Полученные в результате кольца 4 не имели брака по местной недо- вулканизации.
Пример 2. Из аналогичной резиновой смеси изготавливали уплотнительные кольца диаметром 445 мм и сечением 15 мм.
На шприц-машине выпускали шнур диаметром 11,0,,..11,3 мм (что составляло 0,73,...0,75 радиального сечения формую- щего гнезда пресс-формы). От шнура отрезали заготовку 1 длиной 2850 2950 мм,
равной удвоенной длине окружности формующего гнезда 2. Заготовку укладывали в формующее гнездо 2 в виде спирали, первый виток которой располагали в нижней половине формующего гнезда, а второй виток b - на первом витке а. При закрытии пресс-формы 3 происходило формование и вулканизация кольца 4.
Брак по местной недовулканизации полученных колец отсутствовал.
В обоих случаях кроме устранения брака по местной недовулканизации имело повышение прочности кольца в месте стыка заготовки. При испытании кольца на разрыв последний происходил не по месту стыка заготовки, а по телу кольца.
Предлагаемый способ позволяет улучшить качество выпускаемых уплотнитель- ных колец из фторсиликоновой резины за счет устранения брака по местной недовулканизации и повысить прочность кольца в месте стыка заготовки.
Формула изобретения
Способ изготовления резиновых уплот- нительных колец круглого сечения, при котором выполняют заготовку сырой резиновой смеси в виде шнура круглого сечения, укладывают ее в формующее гнездо пресс-формы и осуществляют в последней формование и вулканизацию уплотнитель- ного кольца, отличающийся тем, что, с целью повышения качества колец, заготовку выполняют длиной, равной удвоенной длине окружности формующего гнезда пресс-формы, и диаметром, равным 0,7...0,8 диаметра радиального сечения формующе- го гнезда пресс-формы, причем заготовку в формующее гнездо укладывают в виде спирали, первый виток которой располагают в нижней половине формующего гнезда, а второй - на первом витке.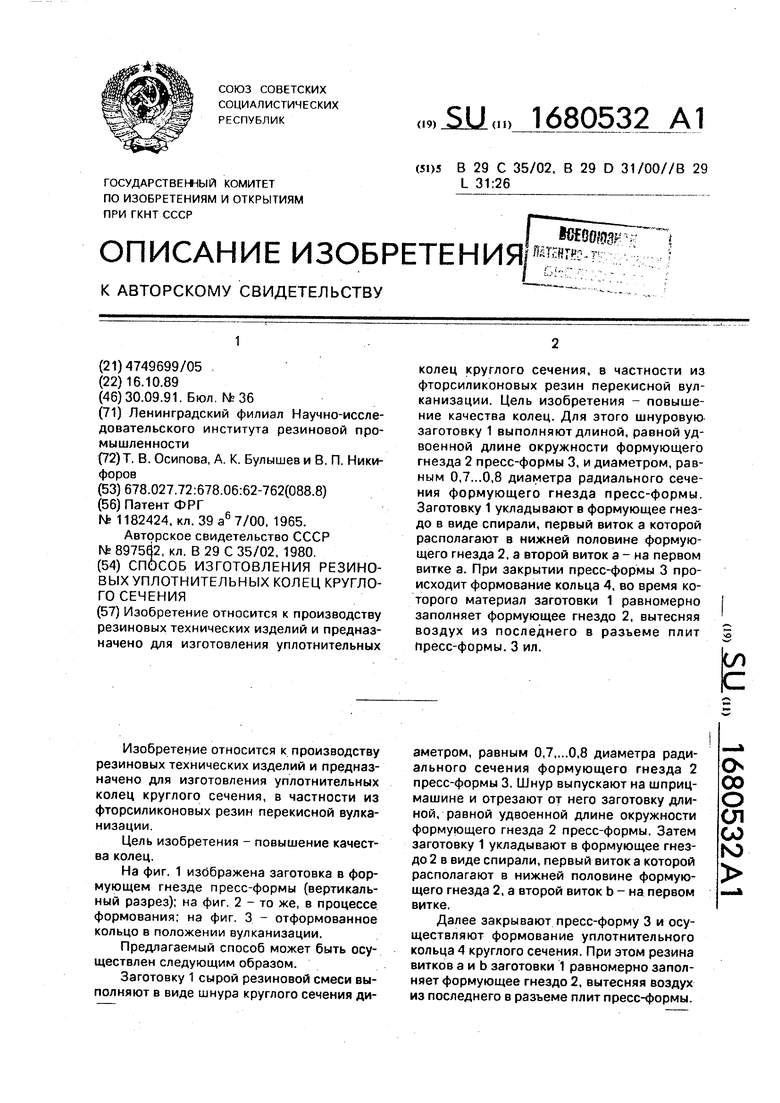
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗИНОФТОРОПЛАСТОВОГО КОМБИНИРОВАННОГО УПЛОТНЕНИЯ | 2010 |
|
RU2443553C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ | 1999 |
|
RU2225792C2 |
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| СПОСОБ ОБРАЗОВАНИЯ ТЕПЛОЗАЩИТНОГО ПОКРЫТИЯ РАКЕТНОГО ДВИГАТЕЛЯ ТВЕРДОГО ТОПЛИВА | 1994 |
|
RU2064600C1 |
| Пресс-форма для изготовления кольцевых резиновых изделий | 1980 |
|
SU897562A1 |
| Мембрана и способ ее изготовления | 1989 |
|
SU1645686A1 |
| Способ изготовления бесконечных резиновых уплотнителей | 1982 |
|
SU1121153A1 |
| СПОСОБ СБОРКИ РУКАВНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2647042C1 |
| СПОСОБ ПОЛУЧЕНИЯ РЕЗИНОВО-ФТОРОПЛАСТОВОГО КОМБИНИРОВАННОГО УПЛОТНЕНИЯ | 2005 |
|
RU2308372C2 |
| Способ изготовления резиновых пластин | 1983 |
|
SU1151474A1 |
Изобретение относится к производству резиновых технических изделий и предназначено для изготовления уплотнительных колец круглого сечения, в частности из фторсиликоновых резин перекисной вулканизации. Цель изобретения - повышение качества колец. Для этого шнуровую заготовку 1 выполняют длиной, равной удвоенной длине окружности формующего гнезда 2 пресс-формы 3, и диаметром, равным 0,7...0,8 диаметра радиального сечения формующего гнезда пресс-формы. Заготовку 1 укладывают в формующее гнездо в виде спирали, первый виток а которой располагают в нижней половине формующего гнезда 2, а второй виток а - на первом витке а. При закрытии пресс-формы 3 происходит формование кольца 4, во время которого материал заготовки 1 равномерно заполняет формующее гнездо 2, вытесняя воздух из последнего в разъеме плит Пресс-формы. 3 ил. сл С
Фиг./
Фиг. 2.
J
Фиг.Ъ
| Дискретно-аналоговый измерительный прибор | 1984 |
|
SU1182424A2 |
| Машина для изготовления проволочных гвоздей | 1922 |
|
SU39A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ ПОВОРОТА СЕТЧАТОГО КОЛПАКА (ИСКРОУЛОВИТЕЛЯ) ПАРОВОЗНОЙ ТРУБЫ | 1927 |
|
SU8975A1 |
| Солесос | 1922 |
|
SU29A1 |
