Изобретение относится к машиностроению для швейной промышленности, а именно к стегальным швейным полуавтоматам.
Цель изобретения - расширение технологических возможностей полуавтомата.
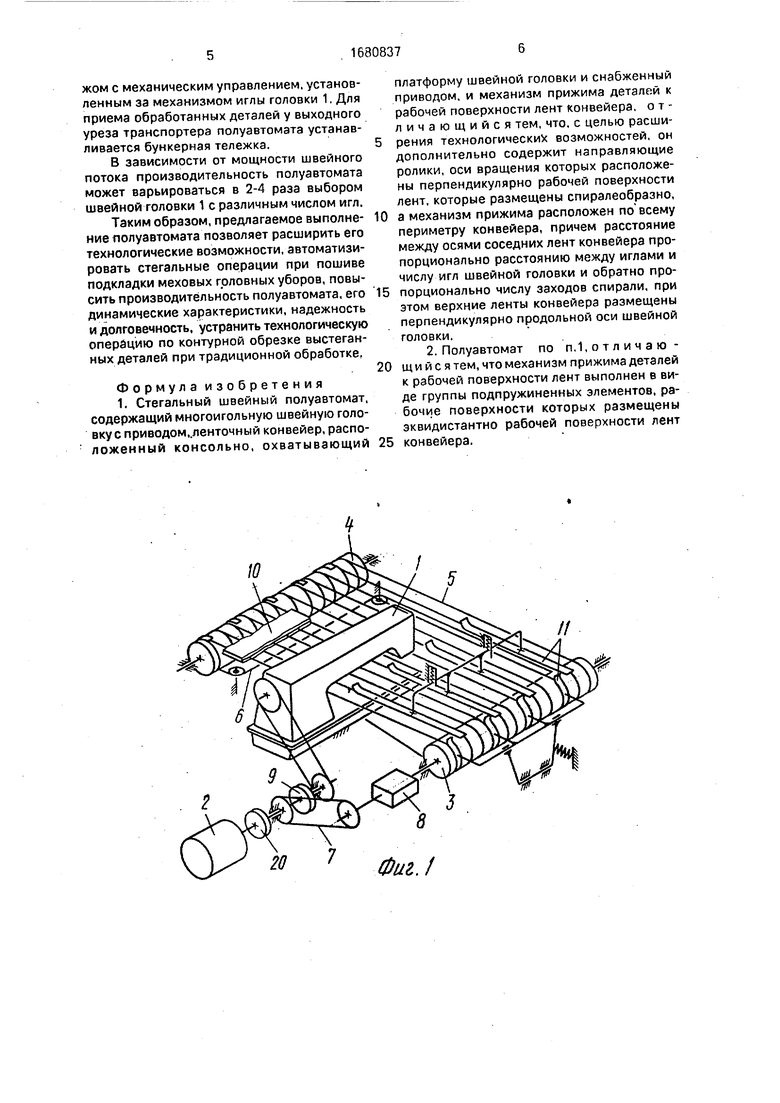
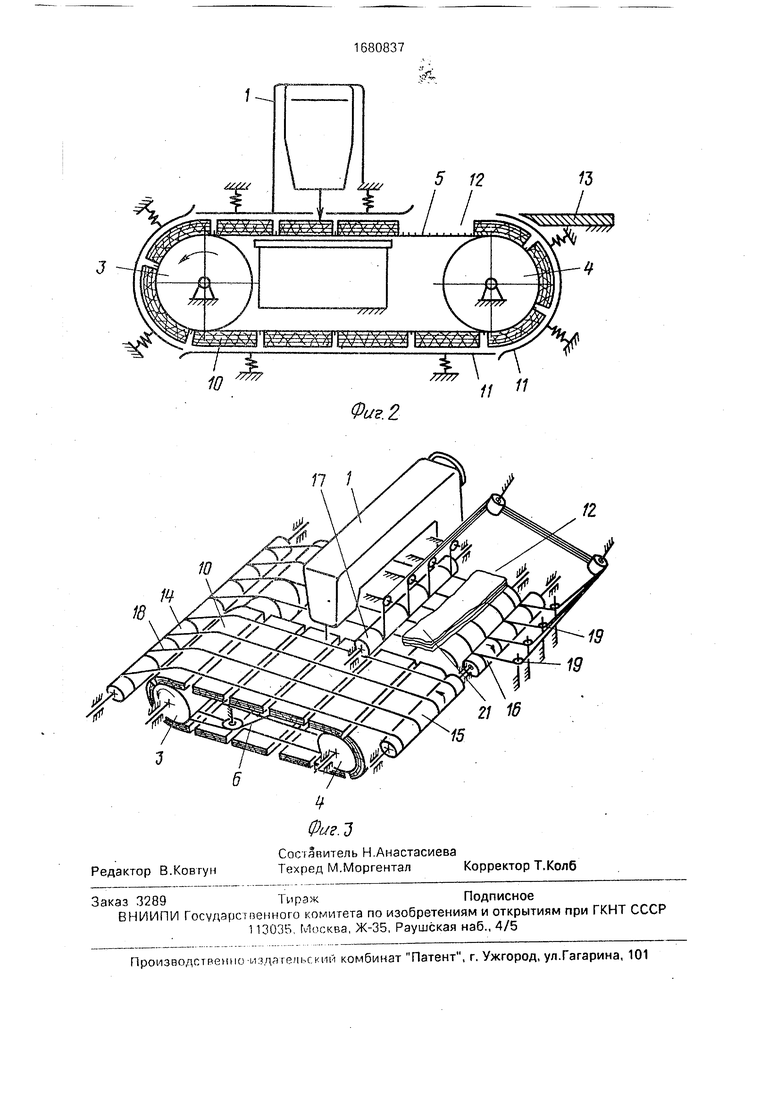
На фиг.1 изображена кинематическая схема полуавтомата; на фиг 2 - вариант выполнения полуавтомата с наборным прижимным механизмом; на фиг.З - вариант полуавтомата с механизмом прижима в виде внешнего струнного транспортера.
Полуавтомат содержит швейную головку 1 с приводом 2 и спиральный струнный или ленточный транспортер 3 (фиг.1). Транспортер охватывает платформу швейной головки 1 и включает приводной 3 и ведомый 4 барабаны с кольцевыми направляющими канавками, в которые по спирали уложена бесконечная транспортирующая струна или
лента 5. Обратная ветвь 6 ленты 5 размещена внутри транспортера.
Для устранения наклона строчек относительно готовой выстеганной детали и упрощения ручной закладки деталей верхние ветви транспортирующей ленты 5 размещены на барабанах 3 и 4 перпендикулярно продольной оси швейной головки 1. С целью обеспечения синхронизации привод транспортера 3 осуществляется через передачу 7 и редуктор 8 от привода 2 швейной головки 1. Для этого его мощность увеличена.
Для возврата обрабатываемых деталей к месту обрыва нитки привод полуавтомата оснащен реверсируемым двигателем 2 и дополнительной муфтой 9 для отключения швейной головки 1.
Расстояние между соседними струнами или лентами 5 транспортера 3 зависит от необходимого расстояния между строками
О 00
о
00 СО ч|
выстегиваемого изделия (2-2,5 см), числа игл используемой швейной головки 1 (1-4 шг,), числа заходов спирали транспортера 3 (1-3).
При использовании двух и более игольных швейных головок поперечное расстояние по оси барабанов 3 и 4 между соседними струнами однозаходного транспортера будет достигать 80-100 мм, что не обеспечит надежного захвата и транспортирования обрабатываемых деталей, В этом случае применяется двух - или трехзаход- ный спиральный транспортер, содержащий две или три независимые спиральные бесконечные струны. При этом расстояние между соседними струнами составит соответственно 40-50 мм или 27-34 мм.
Устройство прижима обрабатываемых деталей 10 к транспортирующей ленте 5 выполнено в виде системы неподвижных подпружиненных наборных элементов 11, охватывающих транспортер 3 и образующих каркас поверхности, эквидистантной внешней поверхности транспортера 3 (фиг.1 и 2). В этом случае для обеспечения надежного транспортирования обрабатываемых деталей 10 применена игольчатая транспортирующая лента 5 (кардолента) шириной 12 мм. Часть прижимных элементов 11 выполнена откидной, а образующая при этом зона загрузки 12 обрабатываемых деталей 10 снабжена распрааочным столиком 13 (фиг.2).
Другой вариант прижимного механизма изображен на фиг.З и представляет собой струнный спиральный транспортер, охватывающий основной транспортер 3 и включающий направляющие валики 14-17 с бесконечной струной 18. Шаг спирали прижимного транспортера 14 равен шагу основного транспортера 3, который в этом случае может быть также выполнен струнным с обеспечением надежного транспортирования деталей. Для подачи деталей в зону обработки половина прижимного транспортера 14 по его ширине отведена в сторону посредством системы роликов 19, а образованная таким образом зона загрузки 12 снабжена съемным пластинчатым прижимом (не показан).
Полуавтомат работает следующим образом.
Партия выстегиваемых деталей (6-8 шт.) загружается на транспортер полуавтомата поштучно вручную. Детали укладывают длинной стороной перпендикулярно струнам 5 в зоне загрузки 12, при этом режим работы транспортера 3 регулируется при помощи ножной педали фрикционной муфты 20 (фиг,1). В зависимости от квалификации оператора швейная головка 1 при этом
может быть либо отключена при помощи муфты 9, либо процесс загрузки совмещается с выстегиванием.
После полной загрузки транспортера 3
по всему периметру (фиг.2) полуавтомат выводится на оптимальный рабочий режим. Для этого педаль управления муфтой 20 снабжена регулируемым механическим или электромагнитным фиксатором (на фиг.1-3
0 не показан).
Партия деталей 10, уложенных кольцом по периметру транспортера 3, выстегивается непрерывной спиральной строчкой (или строчками при многоигольной швейной го5 ловке 1) с шагом, равным шагу спирали транспортера 3.За один оборот вокруг платформы швейной головки 1 кольцо деталей 10 смещается влево (на фиг.1 вправо) к выходному урезу транспортера на один шаг.
0 При этом в пределах одной детали образуется система параллельных строчек, перпендикулярность которых длинному краю детали обеспечивается тем, что верхние ветви струны или ленты 5 перпендикулярны
5 продольной оси швейной головки 1,
Таким образом, процесс транспортирования выстегиваемых деталей разбивается на две стадии. Верхние ветви транспортера обеспечивают рабочее перемещение обра0 батываемых деталей 10 только поперек платформы швейной головки 1, а нижние - поперек и вдоль продольной оси головки 1 в направлении к выходному урезу транспортера 3. Возможно симметричное транспор5 тирование деталей 10, когда смещение деталей 10 к выходу транспортера осуществляется как нижними, так и верхними ветвями ленты 5. Однако в этом случае швейная головка 1 устанавливается под углом к про0 дольной оси барабанов 3 и 4, но также перпендикулярно верхним ветвям ленты 5.
В случае обрыва нитки возврат выстегиваемых деталей к месту обрыва производится при отключенной при помощи муфты 9
5 швейной головке 1 путем изменения направления движения транспортера 3 при реверсировании привода 2. ::
Цикл обработки партии деталей 10 зависит от необходимого расстояния между
0 строчками, числа игл швейной головки 1 и длины детали, определяемой размером головного убора и соответствует 8-50 оборотам обрабатываемых деталей вокруг транспортера 3. Освобождение выстеган5 ных деталей из-под прижимного механизма производится автоматически в процессе выстегивания следующей партии деталей. Обрезка ниток между деталями производится после начала очередной строчки на следующей детали пластинчатым или дисковым ножом с механическим управлением, установленным за механизмом иглы головки 1, Для приема обработанных деталей у выходного уреза транспортера полуавтомата устанавливается бункерная тележка.
В зависимости от мощности швейного потока производительность полуавтомата может варьироваться в 2-4 раза выбором швейной головки 1 с различным числом игл.
Таким образом, предлагаемое выполнение лолуавтомата позволяет расширить его технологические возможности, автоматизировать стегальные операции при пошиве подкладки меховых головных уборов, повысить производительность полуавтомата, его динамические характеристики, надежность и долговечность, устранить технологическую операцию по контурной обрезке выстеганных деталей при традиционной обработке,
Формула изобретения 1. Стегальный швейный полуавтомат, содержащий многоигольную швейную головку с приводом,.ленточный конвейер, расположенный консольно, охватывающий
платформу швейной головки и снабженный приводом, и механизм прижима деталей к рабочей поверхности лент конвейера, о т - личающийся тем, что, с целью рзсширения технологических возможностей, он дополнительно содержит направляющие ролики, оси вращения которых расположены перпендикулярно рабочей поверхности лент, которые размещены спиралеобразно,
а механизм прижима расположен по всему периметру конвейера, причем расстояние между осями соседних лент конвейера пропорционально расстоянию между иглами и числу игл швейной головки и обратно пропорционально числу заходов спирали, при этом верхние ленты конвейера размещены перпендикулярно продольной оси швейной головки.
2. Полуавтомат по п.1, о т л ич а ю щ и и с я тем, что механизм прижима деталей к рабочей поверхности лент выполнен в виде группы подпружиненных элементов, рабочие поверхности которых размещены эквидистантно рабочей поверхности лент
конвейера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Стегальный швейный полуавтомат | 1989 |
|
SU1754818A1 |
| ШВЕЙНЫЙ ПОЛУАВТОМАТ | 1969 |
|
SU237577A1 |
| Устройство для управления швейной машиной | 1984 |
|
SU1201374A1 |
| СПОСОБ ОБРАЗОВАНИЯ НЕПРОНИЦАЕМОГО СОЕДИНЕНИЯ ИЗДЕЛИЙ НА ПУХО-ПЕРОВОМ УТЕПЛИТЕЛЕ | 2014 |
|
RU2594552C2 |
| Швейный полуавтомат для шитья по контуру | 1989 |
|
SU1730280A1 |
| Полуавтомат для нанесения стачивающих и отделочных строчек на детали и узлы швейных изделий | 1961 |
|
SU140673A1 |
| Швейный полуавтомат | 1978 |
|
SU848496A1 |
| Устройство для перемещения деталей по заданному контуру на швейном полуавтомате | 1981 |
|
SU956654A1 |
| Швейный полуавтомат для выполнения контурных строчек | 1982 |
|
SU1082882A1 |
| КОНСТРУКЦИЯ ПАКЕТА ШВЕЙНЫХ ИЗДЕЛИЙ ДЛЯ МЕХАНИЗИРОВАННОГО ЗАПОЛНЕНИЯ ПЕРОПУХОВЫМ УТЕПЛИТЕЛЕМ | 2010 |
|
RU2438537C1 |
Изобретение относится к стегальным швейным полуавтоматам и позволяет расширить технологические возможности. Швейная головка с приводом оснащена струнным спиральным транспортером, выполненным консольным и охватывающим платформу головки, и прижимным устройством, расположенным по всему наружному периметру транспортера. Обрабатываемые детали загружаются между струнным транспортером и прижимным устройством. После полной загрузки транспортера по всему периметру партия деталей выстегивается в автоматическом режиме непрерывной спиральной строчкой с шагом, равным шагу спирали транспортера. За один оборот вокруг транспортера кольцо деталей смещается к выходному урезу транспортера на один шаг. При этом в пределах одной детали образуется система взаимно параллельных строчек. 1 з.п. ф-лы, 3 ил.
Ю
20 7
п
Фиг./
J
11 1
10 П ,
18 4
Редактор В.Ковгун
V Фиг.З
Составитель Н Анастасиева
Техред М.МоргенталКорректор Т.Колб
Заказ 3289
1 ирэж
ВНИИПИ Государспзенного комитета по изобретениям и открытиям при ГКНТ СССР 113035 Москва, Ж-35, Раушская наб., 4/5
t.
5 12
T7777
Фиг. 2
11
fz
19
19
21 16
15
Подписное
| Швейный полуавтомат | 1976 |
|
SU672250A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
