Изобретение относится к области исследования материалов с помощью ультразвуковых волн, а именно к способам контроля качества акустического контакта, и может быть использовано для автоматизированного ультразвукового контроля сварных соединений различных изделий, например обечаек сложной конструкции, турбин, длинномерных профилей и т.п.
Целью изобретения является расширение функциональных возможностей за счет обеспечения возможности одновременного слежения за сварным швом при контроле.
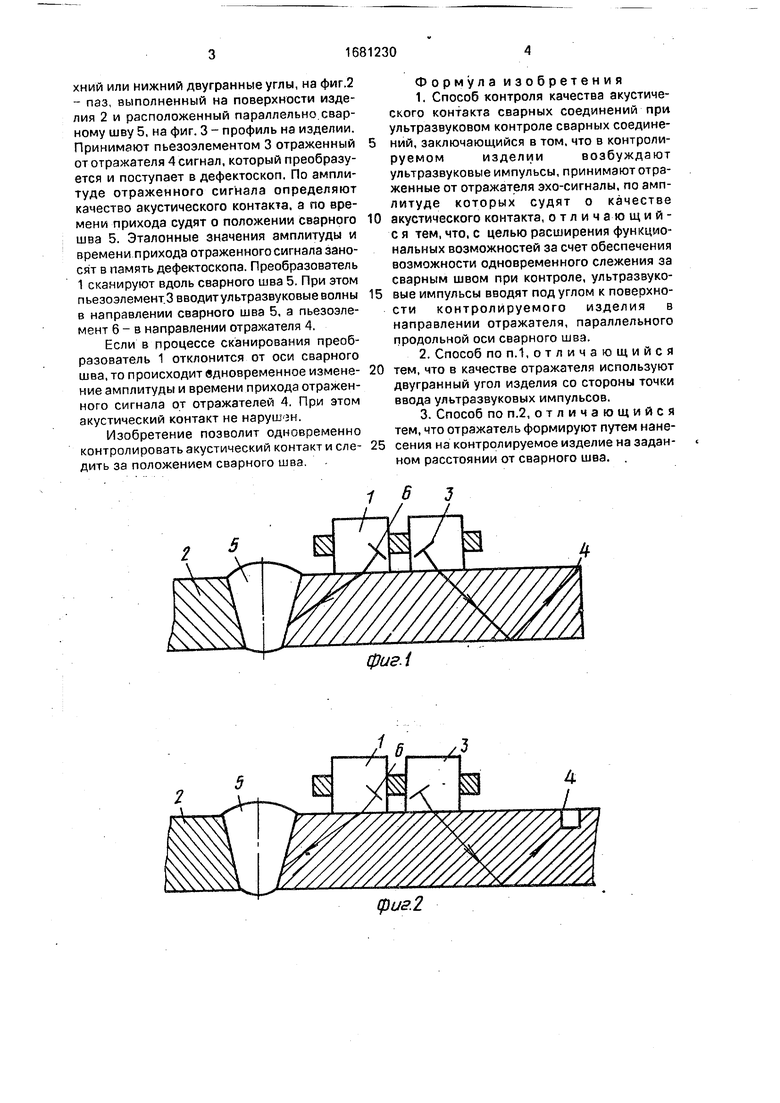
На фиг. 1 изображена схема способа на изделиях, имеющих ограниченные размеры по ширине, с отражателем в виде двугранного угла: на фиг. 2 - то же, на изделиях имеющих естественные отражатели в виде
паза, располагающегося параллельно сварному шву; на фиг.З - то же, на изделиях, имеющих естественный отражатель в виде профилированной поверхности; на фиг.4 - то же, на сварных соединениях, выполненных со смещением кромок с отражателем в виде двугранного угла; на фиг.5 - то же, на сварных соединениях, кромки которых расположены под углом.
Способ осуществляют следующим образом.
Преобразователь 1 устанавливают на изделие 2 и подключают к дефектоскопу (не показан). Пьезоэлементом 3 возбуждают в изделии 2 в направлении отражателей 4 ультразвуковые волны.
Отражателями 4 могут быть любые конструктивные элементы; на фиг.1, 4, 5 - верО 00
Ю
со
о
хний или нижний двугранные углы, на фиг.2 - паз, выполненный на поверхности изделия 2 и расположенный параллельно сварному шву 5, на фиг. 3 - профиль на изделии. Принимают пьезоэлементом 3 отраженный от отражателя 4 сигнал, который преобразуется и поступает в дефектоскоп. По амплитуде отраженного сигнала определяют качество акустического контакта, а по времени прихода судят о положении сварного шва 5. Эталонные значения амплитуды и времени прихода отраженного сигнала заносят в память дефектоскопа. Преобразователь 1 сканируют вдоль сварного шва 5. При этом пьезоэлементЗ вводитультразвуковые волны в направлении сварного шва 5, а пьезоэле- мент 6 - в направлении отражателя 4.
Если в процессе сканирования преобразователь 1 отклонится от оси сварного шва, то происходит вдновременное измене- ние амплитуды и времени прихода отраженного сигнала от отражателей 4. При этом акустический контакт не нарушен.
Изобретение позволит одновременно контролировать акустический контакт и еле- дить за положением сварного шва
Формула изобретения
1.Способ контроля качества акустического контакта сварных соединений при ультразвуковом контроле сварных соединений, заключающийся в том, что в контролируемомизделиивозбуждаютультразвуковые импульсы, принимают отраженные от отражателя эхо-сигналы, по амплитуде которых судят о качестве акустического контакта, отличающий- с я тем, что, с целью расширения функциональных возможностей за счет обеспечения возможности одновременного слежения за сварным швом при контроле, ультразвуковые импульсы вводят под углом к повеохно- сти контролируемого изделия в направлении отражателя, параллельного продольной оси сварного шва.
2.Способ по п.1,отличающийся тем, что в качестве отражателя используют двугранный угол изделия со стороны точки ввода ультразвуковых импульсов.
3.Способ по п.2, отличающийся тем, что отражатель формируют путем нанесения на контролируемое изделие на заданном расстоянии от сварного шва. ,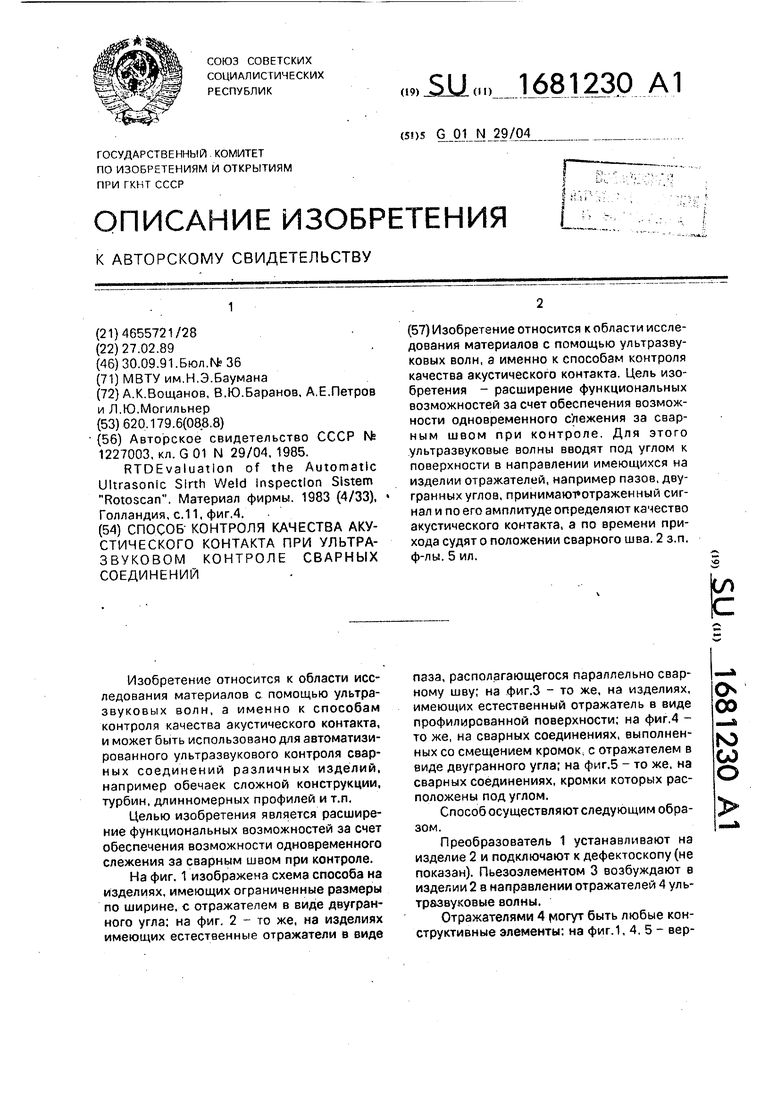
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СТЫКОВЫХ СВАРНЫХ СОЕДИНЕНИЙ | 1992 |
|
RU2057331C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ЗАКЛАДНЫХ ДЕТАЛЕЙ | 1992 |
|
RU2044313C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ | 1989 |
|
SU1604002A1 |
| Способ внутритрубного ультразвукового контроля сварных швов | 2016 |
|
RU2621216C1 |
| Способ контроля качества акустического контакта между ультразвуковым преобразователем и керамическим изделием при проведении ультразвуковой дефектоскопии | 2022 |
|
RU2791670C1 |
| Способ контроля качества продольных сварных швов зубчатых колес | 2022 |
|
RU2785087C1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СТЫКОВЫХ, НАХЛЕСТОЧНЫХ И ТАВРОВЫХ СВАРНЫХ СОЕДИНЕНИЙ ТОНКОСТЕННЫХ ТРУБ МАЛОГО ДИАМЕТРА | 2011 |
|
RU2488108C2 |
| Способ ультразвукового контроля сварных соединений изделий | 1987 |
|
SU1439485A1 |
| СПОСОБ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ | 1989 |
|
SU1642846A1 |
| Способ контроля сварного шва | 1961 |
|
SU150689A1 |

Изобретение относится к области исследования материалов с помощью ультразвуковых волн, а именно к способам контроля качества акустического контакта. Цель изобретения - расширение функциональных возможностей за счет обеспечения возможности одновременного с лежения за сварным швом при контроле. Для этого ультразвуковые волны вводят под углом к поверхности в направлении имеющихся на изделии отражателей, например пазов, двугранных углов, принимают отрзжениый сигнал и по его амплитуде определяют качество акустического контакта, а по времени прихода судят о положении сварного шва. 2 з.п. ф-лы. 5 ил.
фигЛ
фиг.2
фиг А
фиг. 5
| Авторское свидетельство СССР № 1227003,кл.G 01 N 29/04, 1985 | |||
| RTDEvaluatlon of the Automatic Ultrasonic Slrth Weld Inspection Sistem Rotoscan | |||
| Материал фирмы | |||
| Гребенчатая передача | 1916 |
|
SU1983A1 |
