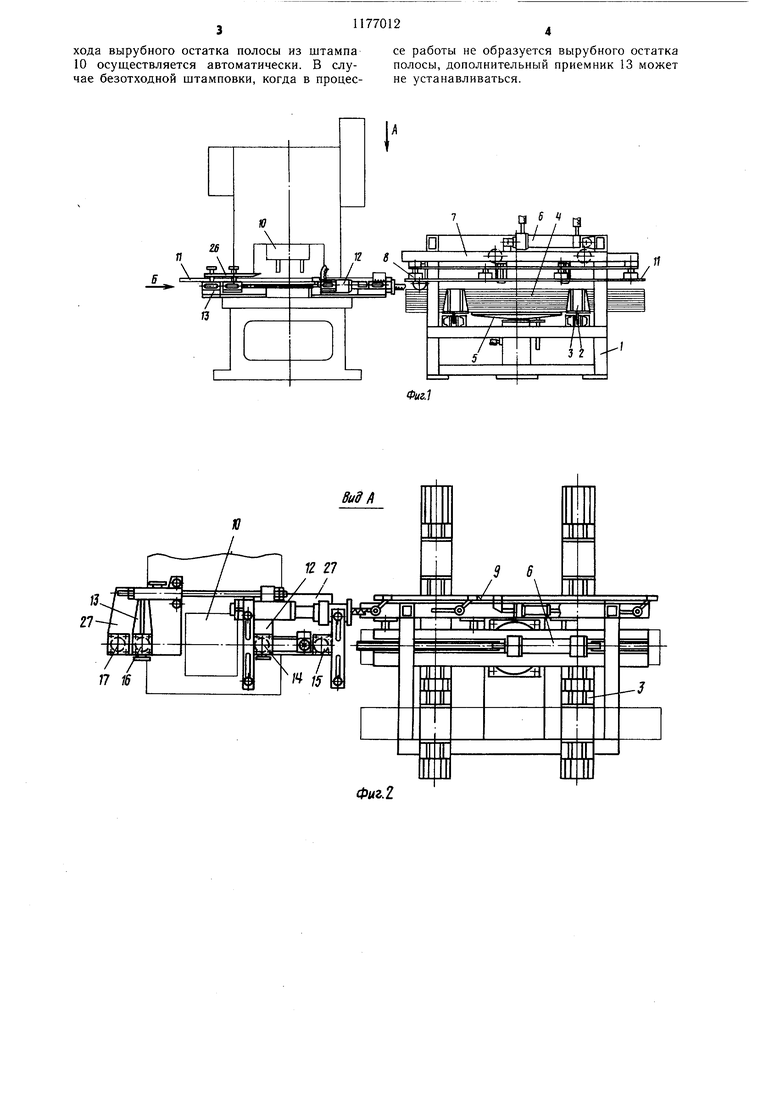
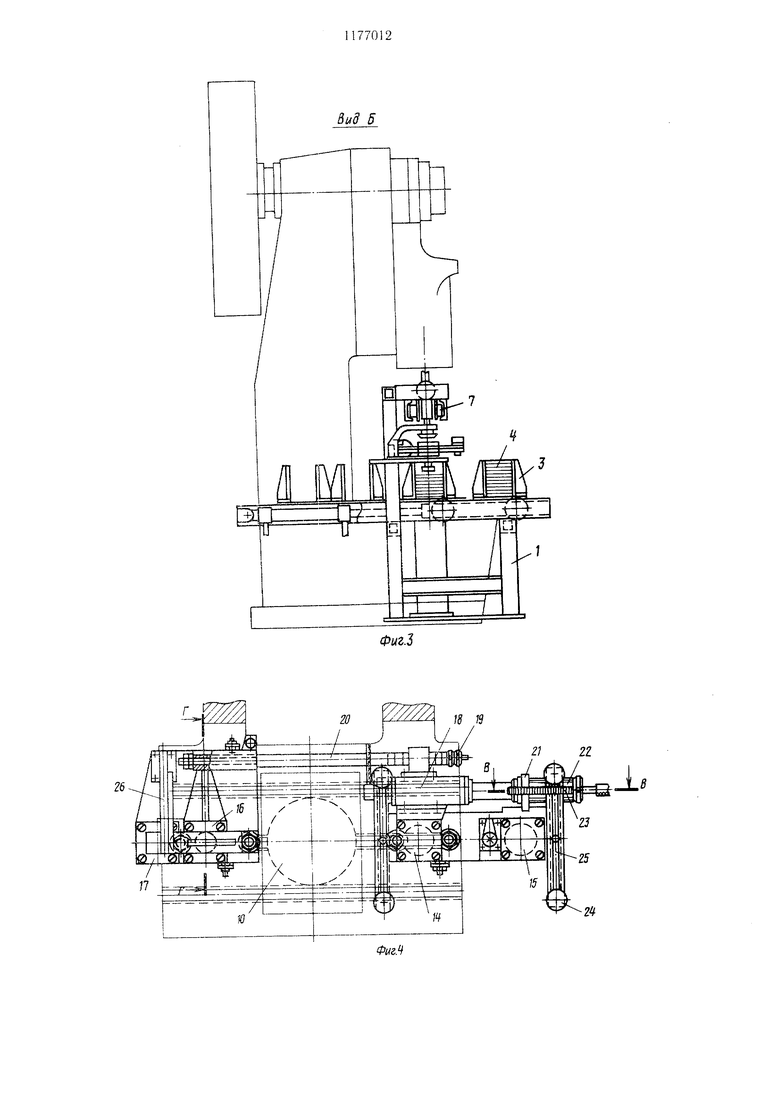
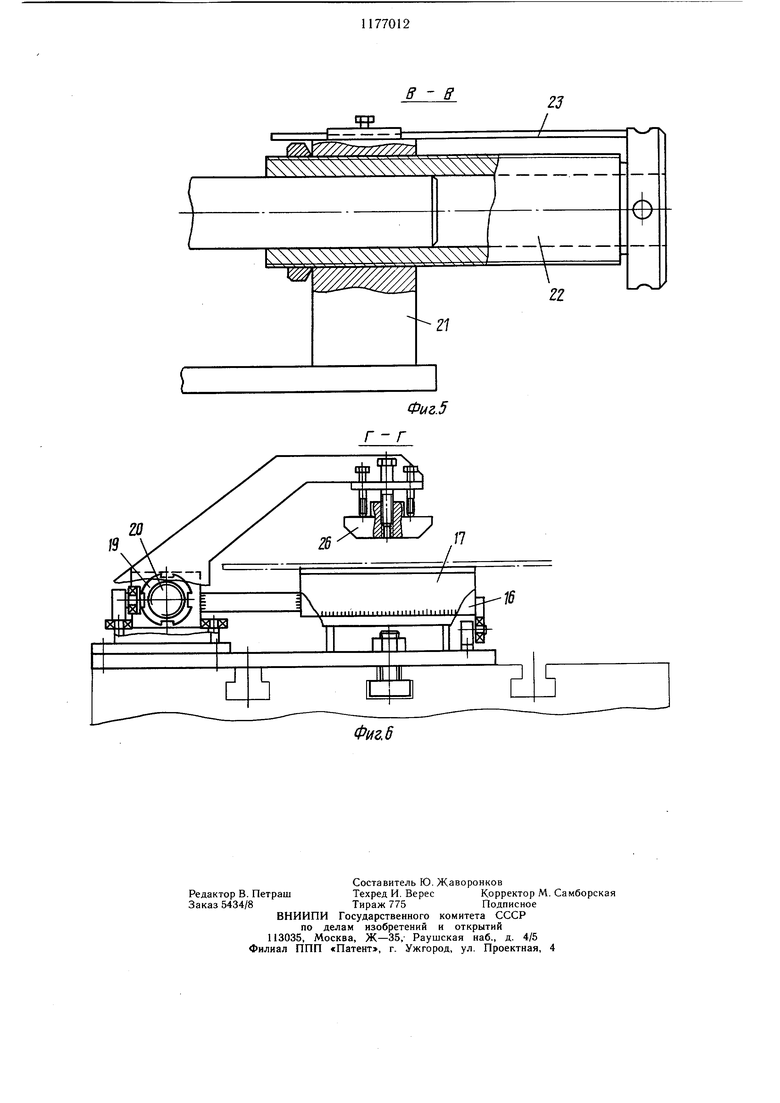
Изобретение относится к автоматизации .листовой 1нтамповки и может быть иснользоиано для подачи полосы из ферромагнитного материала в рабочую зону пресса. Це.чь изобретения - повышение производительности процесса штамповки и точности Hiaia подачи полосы в зону штамНа фиг. 1 изображен автоматический комплекс для штамповки деталей из полосы; на фиг . 2 - вид А на фиг. 1; на фиг. 3 вид Б на фиг. 1; на фиг. 4 - комплекс, вид в njiane; на фиг. 5 - разрез В-В на фиг. 4; на фиг. 6 - разрез Г-Г на . 4. .Лнтоматический комплекс для штамповки детален из полосы содержит накопитель 1, оборудованный синхронно перемещаемыми по направляющим балкам с помош.ью штанIonbix тодкате.лей 2 магазинами 3, в которы.х комплектуются стопы полос 4. Подъемно-опускной стол 5 установлен в накопителе 1, в верхней части которого с возможностью горизонтального (в направлении подачи полосы) перемещения с помощью силоBoio цилиндра 6 установлена траверса 7, несущая электромагнитные захваты 8, датчик (не показан) высоты подъема стола 5 и оборудованная поддерживающим устройством 9. С обеих сторон штампа 10 на столе пресса на входе и выходе из щтампа обрабатываемой полосы 11 расположены приемники 12 и 13 (фиг. 2), подвижный и неподвижный электромагниты соответственно 14 и 15 (фиг. 4) и 16 и 17. Электромагнит 14 приемника 12 закреплен на подвижном корпусе силового цилиндра 18 и связан с другим подвижным электромагнитом 16 приемпика 13 посредством регулируемой по длине с помощью винтового устройства 19 жесткой тяги 20. На одной из опор 21 штока сиЛОВО1-О цилипдра 18 установлен регулируемый упор 22 с мерной линейкой 23. Приемник 12 оборудован вертикальными роликами 24, оси которых установлены в пазах 25 с возмож 1остью перемещения в перпендикулярном направлению подачи полосы 11 н.ап)авлении, а приемник 13 оборудован отражателем 26, установленным над электромагнитами 16 и 17. Приемник 12 является толкаю1дей подающей ка)егкой, прие.мник 13 - тянущей подающей кареткой, э.;1ектромагниты 15 и 17 и основание 27 --- тормозными каретками. Ролики 24 вынолняют роль направляющих для перемещения полосы И, отражатель 26 является направляющей проводкой для отН1тамнованной полосы 11 и закреплен на основании 27. .Хвтоматический комплекс работает следующим образом. Магазины 3 со стопами 4 полос 11 подаются в зону стола 5. При подъеме стол 5 подии мает стопу 4 до упора верхнего листа 1 1 в электромагнитные захваты 8 траверсы 7. По сигналу датчика высоты подъема стола 5 включаются захваты 8, стол 5 опускается. После этого включается силовой цилиндр 6, перемещающий траверсу 7 с удерживаемой электромагнитными захватами 8 полосой 11 в сторону штампа 10. Полоса 11 укладывается на основание 27, а траверса 7 возвращается в исходное положение. Подвижный 14 и неподвижный 15 электромагниты притягивают полосу и, попеременно включаясь с помощью системы управления (не показана), подают ее в щтамп 10, при этом за время, пока включен подвижный электромагнит 14, корпус силового цилиндра 18, а вместе с ним и закрепленный на нем электромагнит 14 с удерживаемой полосой 11 по команде системы управления перемещается в сторону штампа 10 на величину заданного шага, устанавливаемого щтока с помощью упора 22 с мерной линейкой 23. После этого подвижный электромагнит 14 отключается и по команде системы управления включаются неподвижный электромаг который фиксирует полосу 11 на зеркале штампа, пуансон (не показан) штампа 10, который совершает рабочий ход, и силовой цилиндр 18, корпус которого с закрепленным на нем и отключенным подвижным электромагнитом 14 совершают обратный ход на величину заданного шага в сторону стола 5, после чего цикл подачи полосы в штамп на очередной шаг повторяется. Во время автоматической шаговой подачи полосы в штамп она точно ориентируется направляется с помощью электромагнитов 15 и 17, установленных на уровне зеркала щтампа, вертикальных роликов 24, оси которых установлены в пазах 25 по ширине полосы. Деформированный конец вырубного остатка полосы 11, выходящий из штампа 10, с помощью отражателя 26, установленного на основание 27, направляется к электромагнитам 16 и 17, работа которых с помощью электрической схемы управления (не показана) комплексом и жесткой регулируемой тяги 20 согласована с работой электромагнитов 14 и 15 приемника 12. Происходит такое же шаговое удаление вырубного остатка полосы 11 из щтампа 10, как и подача ее в штамп. Установка приемника 13 на выходе из щтампа и оборудование его подвижным и неподвижным попеременно включаемыми электромагнитами 16 и 17 позволяют всю полосу 11 пропустить через рабочую зону штампа. Работа комплекса от момента загрузки стопы полос в накопитель 1 до момента выхода вырубного остатка полосы из штампа 10 осуществляется автоматически. В случае безотходной штамповки, когда в процессе работы не образуется вырубного остатка полосы, дополнительный приемник 13 может не устанавливаться.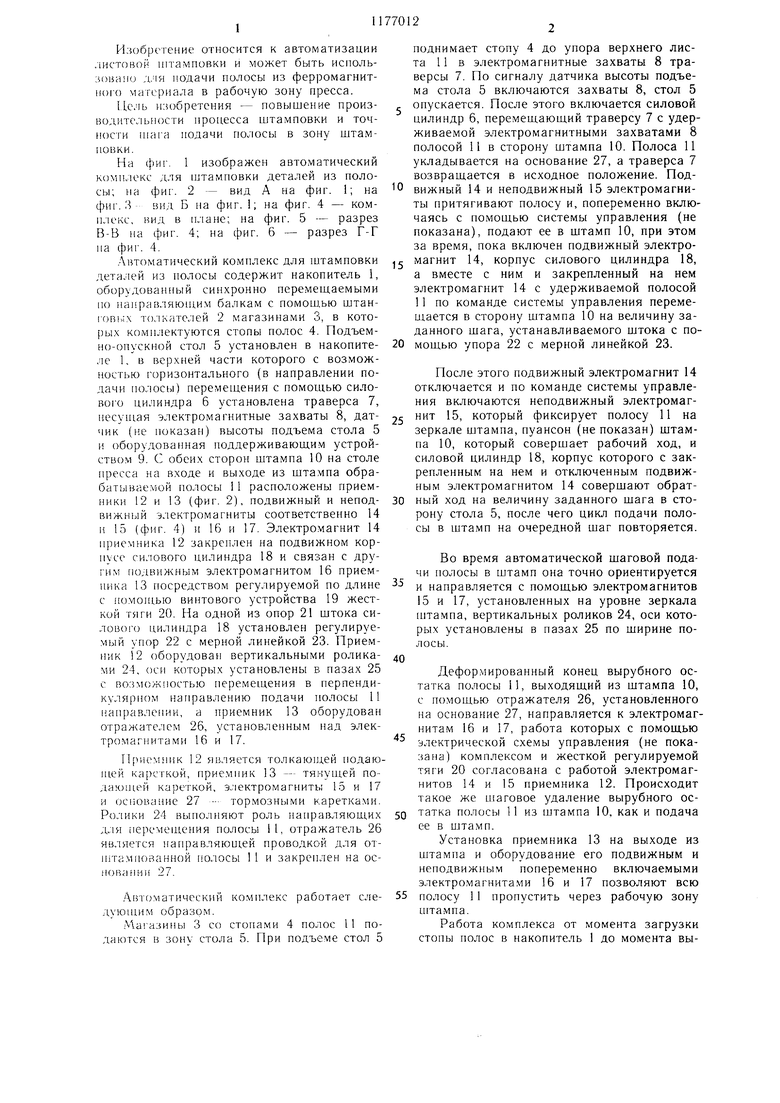
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматический комплекс для штамповки деталей из полосы | 1985 |
|
SU1258573A2 |
| Автоматизированный комплекс для штамповки деталей из полосового материала | 1985 |
|
SU1296269A1 |
| Штамповочный комплекс | 1988 |
|
SU1609537A1 |
| Автоматический комплекс для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1551451A1 |
| Устройство для подачи заготовок в пресс | 1984 |
|
SU1278249A1 |
| Устройство для подачи заготовок из стопы в зону обработки | 1983 |
|
SU1156923A1 |
| Автоматический штамповочный комплекс для изготовления деталей из полосы и устройство для отделения от стопы полосы и подачи ее в рабочую зону пресса | 1990 |
|
SU1756000A1 |
| Автоматизированный комплекс для штамповки | 1985 |
|
SU1291253A1 |
| Установка для изготовления гофрированных фильтрующих элементов из картона | 1986 |
|
SU1456184A1 |
| Устройство для автоматической подачи к листоштамповочному прессу | 1959 |
|
SU124914A1 |
1. АВТОМАТИЧЕСКИЙ КОМПЛЕКС ДЛЯ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ ПОЛОСЫ, содержащий пресс, накопитель для размещения стопы полос, механизм отделения полосы от стопы, имеющий захваты, смонтированные на основании направляющие для перемещения полос, толкающую и тянущую подающие каретки, несущие захватные органы и связанные между собой при помощи тяги и с приводом, направляющую проводку для перемещения полосы, закрепленную на тянущей подающей каретке, отличающийся тем, что, с целью повыщения производительности процесса щтамповки и точности щага подачи, привод выполнен в виде силового цилиндра, имеющего шток, один конец которого закреплен на основании при помощи опоры, корпус, установленный иа щтоке с возможностью перемещения вдоль него, и упор, смонтированный на опоре с возможностью регулировочного перемещения в направлении подачи и взаимодействия с корпусом силового цилиндра, при этом толкающая каретка закреплена на корпусе силового цилиндра, комплекс снабжен тормозными каретками, имеющими дополнительные захватные органы и расположенными по обе стороны пресса, а направляющая проводка закреплена на основании. 2.Комплекс по п. 1, отличающийся тем, что захваты и захватные органы выполнены S в виде электромагнитов. 3.Комплекс по п. 1, отличающийся тем, что он снабжен мерной линейкой, закрепленной на опоре. 4.Комплекс по п. 1, отличающийся тем, что направляющие выполнены в виде роликов, расположенных симметрично относительно оси подачи с возможностью регулировочного перемещения в направлении, перпендикулярном оси подачи. 5.Комплекс по п. 1, отличающийся тем, что тяга выполнена регулируемой по длине.
Вид 5
ii II t IIum 111 nil II111111 111 I III/
В - В
23
Фиг.5
Г - Г
/7
I
h-/6
rfb
П
//2.
| Устройство для отделения верхнего ферромагнитного листа от стопы и подачи его в зону обработки | 1980 |
|
SU961825A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Стройство для отделения листа от стопы и подачи его к обрабатывающей машине | 1975 |
|
SU572320A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| УСТРОЙСТВО для ПОДАЧИ полосовых ЗАГОТОВОК в РАБОЧУЮ ЗОНУ ПРЕССА | 0 |
|
SU376151A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
